

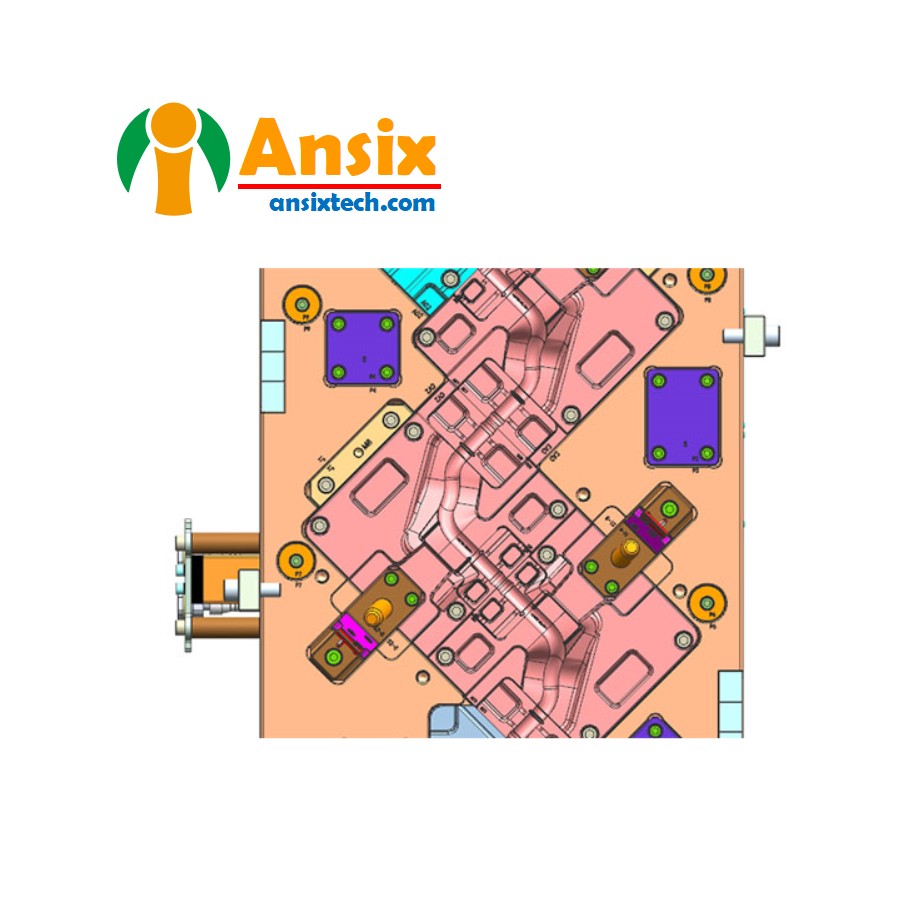
Пресс-форма для литья под давлением с использованием газа и воды

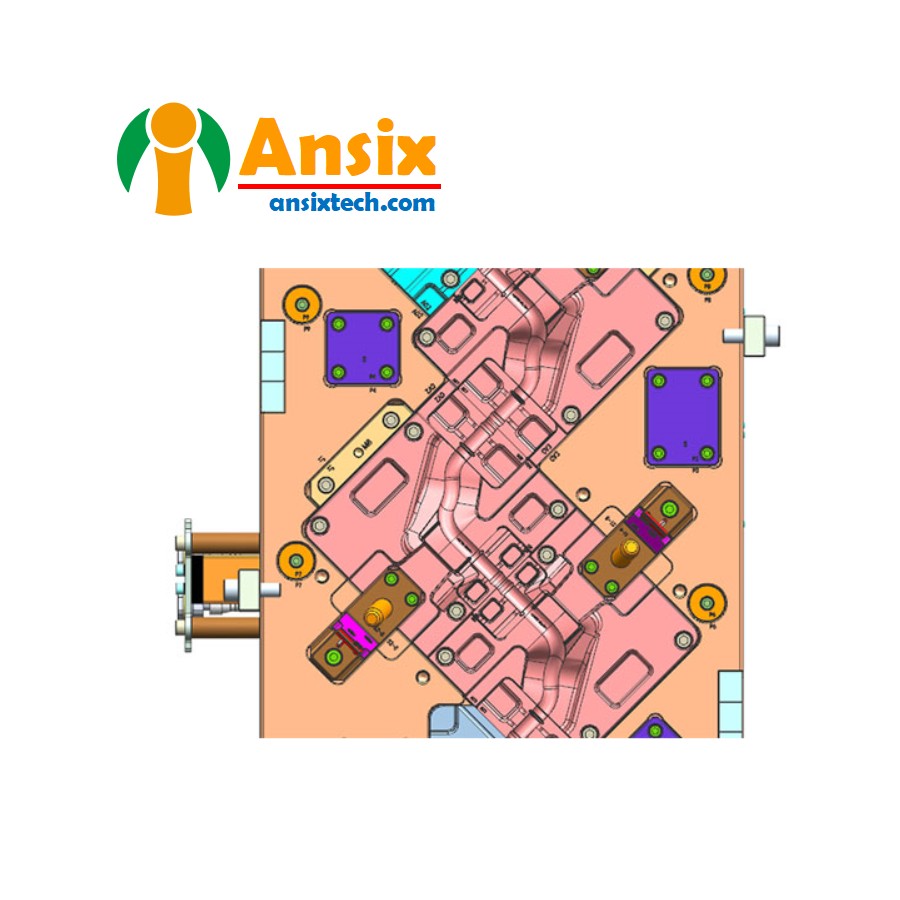


Пресс-форма для литья под давлением водопроводных труб с подачей воды и газа.
ФУНКЦИИ
-
Описание пресс-формы
Материалы изделия:
ПП
Материал для пресс-формы:
738
Количество полостей:
1*1
Способ подачи клея:
Холодный бегун
Метод охлаждения:
Масляное охлаждение
Цикл формования
46,5 с

- Анализ потока расплава и проектирование пресс-формы для водопроводной трубы с газовой поддержкойПроектирование пресс-форм для литья под давлением с использованием газа и анализ потока расплава при изготовлении трубок системы охлаждения автомобилей являются ключевыми звеньями для обеспечения качества продукции и эффективности производства. Вот некоторые из ключевых аспектов проектирования и анализа, рассматриваемых в общем случае:Ключевые моменты проектирования пресс-формыПроектирование конструкции: Разработайте конструкцию пресс-формы таким образом, чтобы обеспечить точное воспроизведение сложной структуры и деталей водопроводной трубы.Выбор материала: Выберите подходящий материал для пресс-формы, как правило, инструментальную сталь с высокой твердостью, прочностью и износостойкостью, чтобы обеспечить срок службы и стабильность пресс-формы.Проектирование системы охлаждения: Разработайте рациональную систему охлаждения, обеспечивающую быстрое охлаждение пластмассовых материалов в процессе литья под давлением и позволяющую снизить проблемы с качеством, вызванные неравномерной деформацией и усадкой.Конструкция литникового канала: Разумная конструкция литникового канала обеспечивает равномерное заполнение расплава и снижает количество дефектов, таких как пузырьки и неполное впрыскивание.Детали анализа потока расплаваМоделирование процесса заполнения: смоделируйте процесс заполнения расплавом полости пресс-формы и оцените такие параметры, как время заполнения, давление заполнения и скорость заполнения, чтобы спрогнозировать возможные дефекты, такие как плохое заполнение, пузырьки и неполное впрыскивание.Моделирование охлаждения: Проведите моделирование охлаждения для оценки таких параметров, как время охлаждения, распределение температуры и усадка, чтобы обеспечить равномерное охлаждение всей водопроводной трубы и уменьшить проблемы с качеством, вызванные неравномерной деформацией и усадкой.Анализ термических напряжений: Проанализировать термические напряжения и разработать рациональную конструкцию и систему охлаждения для снижения их воздействия на качество продукции.Оптимизация конструкции пресс-формы: на основе результатов анализа потока расплава оптимизируется конструкция пресс-формы, включая оптимизацию системы охлаждения, конструкции литникового канала и т. д., с целью повышения качества формования продукции и эффективности производства.Выше перечислены основные ключевые моменты проектирования пресс-форм и анализа потока расплава. Эти процессы и анализы имеют решающее значение для обеспечения качества и эффективности производства пресс-форм для литья под давлением с газовой поддержкой, предназначенных для изготовления трубок системы охлаждения автомобилей.

- Основные сложности, связанные с изготовлением и обработкой трубок системы охлаждения автомобилей методом литья под давлением с использованием газа, включают следующие аспекты:Сложная структура: Трубки системы охлаждения автомобилей обычно имеют сложную внутреннюю структуру и изогнутые формы. Обработка пресс-форм должна обеспечивать точность и однородность этих сложных конструкций.Вспомогательный газоотводящий канал: Пресс-форма должна иметь разумно спроектированный вспомогательный газоотводящий канал, чтобы обеспечить полное заполнение полости пресс-формы газом и создать подходящий канал для отвода газа в процессе формования.Выбор материала: Материалы для пресс-форм должны обладать хорошей износостойкостью и коррозионной стойкостью, чтобы выдерживать воздействие газа высокого давления и предотвращать коррозию.Точность обработки: Обработка пресс-форм требует высокой точности для обеспечения точности и стабильности вспомогательного газового канала.Сборка и отладка: Сборка и отладка пресс-формы для литья под давлением с газовой поддержкой должны проводиться в строгом соответствии с проектными требованиями для обеспечения нормальной работы вспомогательного газового канала.При выборе материалов для литья под давлением с использованием газа для изготовления трубок системы охлаждения автомобилей необходимо учитывать следующие факторы:Термостойкость: Поскольку патрубок системы охлаждения автомобиля расположен в моторном отсеке, необходимо выбирать термостойкие пластиковые материалы, такие как полиамид, полиимид и т. д.Коррозионная стойкость: Трубопроводы системы охлаждения должны выдерживать коррозию охлаждающей жидкости, поэтому необходимо выбирать материалы с хорошей коррозионной стойкостью, такие как полипропилен, полиэтилен и т. д.Механические свойства: Материалы должны обладать достаточной прочностью и жесткостью, чтобы выдерживать вибрацию и давление, возникающие при эксплуатации автомобиля.Учет стоимости: При выборе материалов необходимо также учитывать факторы стоимости и отдавать предпочтение материалам с более высоким соотношением цены и качества.С учетом вышеизложенных факторов, материалы, подходящие для литья под давлением с газовой поддержкой автомобильных трубок системы охлаждения, могут быть выбраны таким образом, чтобы обеспечить хорошие эксплуатационные характеристики и экономичность изделия.
- литье под давлением с использованием газа для производства автомобильных трубок системы охлаждения в серийном производстве и контроль качества.Ниже приведён краткий обзор процесса массового производства трубок системы охлаждения автомобилей методом литья под давлением с использованием газа:Трубка системы охлаждения автомобиля является важным компонентом системы охлаждения двигателя. Она используется для транспортировки охлаждающей жидкости и помогает двигателю поддерживать оптимальную рабочую температуру. Газоподшипниковое литье под давлением — это особый процесс литья под давлением, при котором в процессе литья используется газ для формирования полой структуры или уменьшения коробления и деформации в процессе формования. В массовом производстве трубок системы охлаждения автомобилей газоподшипниковое литье под давлением имеет определенные преимущества.ПроцессПредварительная обработка сырья: предварительная сушка и перемешивание пластикового сырья для обеспечения его сухости и однородности.Литье под давлением: Предварительно обработанные частицы пластика помещаются в бункер литьевой машины. После нагрева и плавления расплавленный пластик впрыскивается в полость пресс-формы под давлением шнека.Литье под давлением с использованием газа: В процессе литья под давлением газ под высоким давлением впрыскивается в полость пресс-формы через систему подачи газа для образования полой структуры или уменьшения коробления и деформации в процессе формования.Охлаждение и затвердевание: После заполнения формы пластиком он охлаждается и затвердевает, образуя пластик.Извлечение из формы: После охлаждения и затвердевания откройте форму и извлеките сформированную трубку для охлаждающей воды.Постобработка: Выполните постобработку, такую как обрезка кромок и удаление заусенцев с отформованных трубок системы охлаждения, чтобы обеспечить качество формования изделия.Преимущества процессаВысокая эффективность формования: Процесс литья под давлением с использованием газа обеспечивает высокую скорость и эффективность производства, подходит для массового производства и повышает производительность.Стабильность качества продукции: литье под давлением с использованием газа обеспечивает постоянство размеров и внешнего вида изделий, а также повышает стабильность качества продукции.Экономия сырья: литье под давлением с использованием газа позволяет уменьшить деформацию и коробление в процессе формования, снизить процент брака и сэкономить сырье.Энергосбережение и защита окружающей среды: по сравнению с традиционным литьем под давлением, литье под давлением с использованием газа позволяет снизить энергопотребление в процессе формования и обладает определенными энергосберегающими и экологическими свойствами.Контроль качестваКонтроль параметров процесса литья под давлением: Строгий контроль параметров процесса литья под давлением обеспечивает стабильное качество получаемой продукции.Контроль размеров изделия: Используйте автоматизированное оборудование для контроля размеров, чтобы проводить онлайн-проверку размеров изделия и обеспечить стабильность размеров.Контроль качества внешнего вида: Внедрение автоматизированного оборудования для контроля качества внешнего вида позволяет проводить онлайн-проверку внешнего вида продукции, обеспечивая стабильное качество ее внешнего вида.Отслеживаемость данных о качестве: Создайте комплексную систему отслеживания данных о качестве для регистрации и контроля качества на протяжении всего производственного процесса, чтобы обеспечить контролируемость качества продукции.Благодаря описанному выше технологическому процессу и мерам контроля качества, можно обеспечить массовое производство трубок системы охлаждения автомобилей методом литья под давлением с использованием газа, гарантируя высокое качество продукции и эффективность производства.