

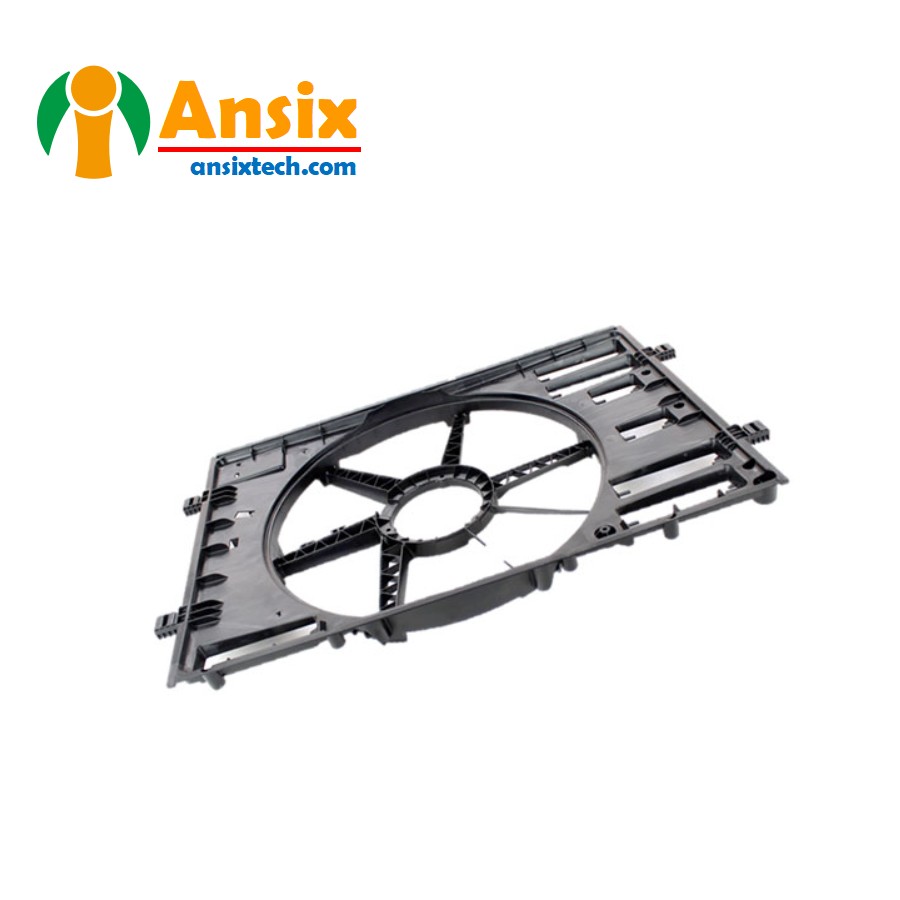

Формы для автомобильных вентиляторов, лопасти вентилятора охлаждения бака автомобиля, изготовленные методом литья под давлением.
ФУНКЦИИ
- Формы для автомобильных вентиляторов, лопасти вентилятора охлаждения бака автомобиля, изготовленные методом литья под давлением.
В целом, процесс литья под давлением и изготовления лопаток для охлаждения водяного бака автомобиля сопряжен с рядом трудностей, таких как сложные формы и конструкции, выбор и обработка материалов и т. д. Однако, благодаря разумному проектированию и изготовлению пресс-форм, а также точному контролю параметров литья под давлением и систем охлаждения, эти трудности можно преодолеть и добиться высокого качества изготовления вентиляторов охлаждения водяного бака для автомобилей методом литья под давлением. Пожалуйста, отправьте нам сообщение (Email: info@ansixtech.com ) в любое время, и наша команда ответит вам в течение 12 часов.
-
Описание пресс-формы
Материалы изделия:
ПК
Материал для пресс-формы:
2344
Количество полостей:
1*1
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Масляное охлаждение
Цикл формования
38,5 с

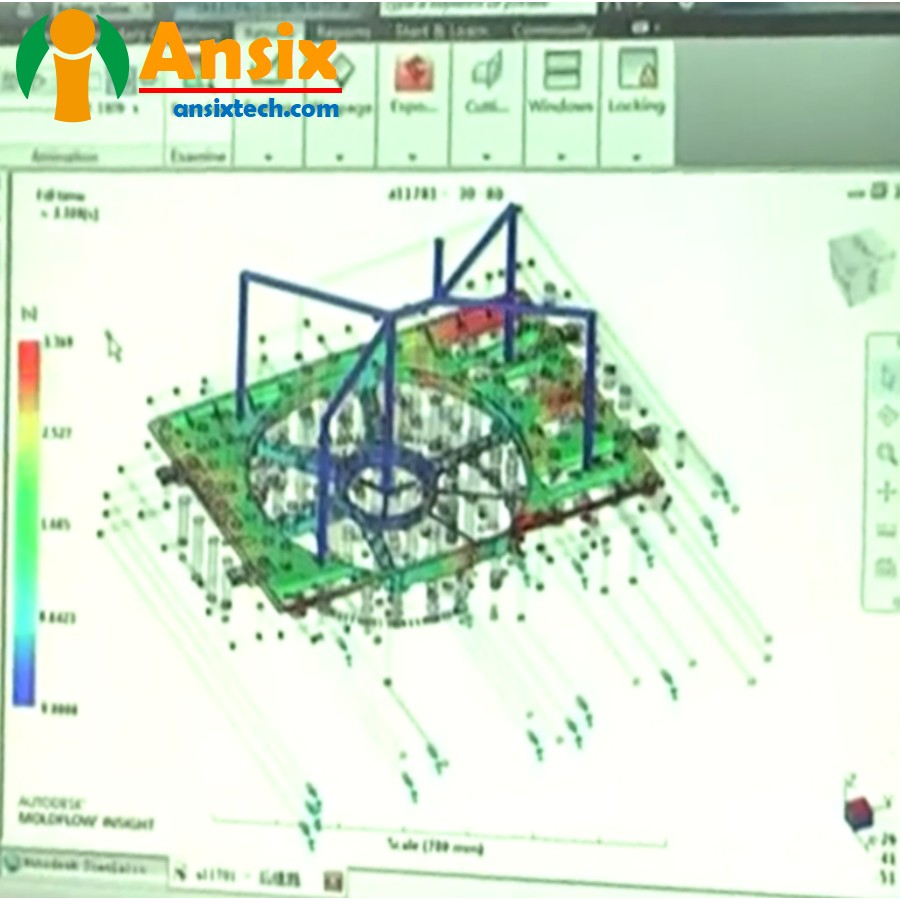
- Проектирование пресс-формы и анализ потока расплава при изготовлении крышки лопастей вентилятора системы охлаждения водяного бака автомобиля являются ключевыми звеньями для обеспечения качества продукции и эффективности производства. Вот некоторые из ключевых аспектов проектирования и анализа, рассматриваемых в общем случае:Ключевые моменты проектирования пресс-формыПроектирование конструкции: Разработайте конструкцию пресс-формы таким образом, чтобы обеспечить точное формирование сложной структуры и деталей кожуха лопасти.Выбор материала: Выберите подходящий материал для пресс-формы, как правило, инструментальную сталь с высокой твердостью, прочностью и износостойкостью, чтобы обеспечить срок службы и стабильность пресс-формы.Проектирование системы охлаждения: Разработайте рациональную систему охлаждения, обеспечивающую быстрое охлаждение пластмассовых материалов в процессе литья под давлением и позволяющую снизить проблемы с качеством, вызванные неравномерной деформацией и усадкой.Конструкция литникового канала: Разумная конструкция литникового канала обеспечивает равномерное заполнение расплава и снижает количество дефектов, таких как пузырьки и неполное впрыскивание.Точность обработки пресс-форм: Обработка пресс-форм требует высокой точности для обеспечения соответствия размерам и качеству поверхности конечного изделия.Детали анализа потока расплаваМоделирование процесса заполнения: смоделируйте процесс заполнения расплавом полости пресс-формы и оцените такие параметры, как время заполнения, давление заполнения и скорость заполнения, чтобы спрогнозировать возможные дефекты, такие как плохое заполнение, пузырьки и неполное впрыскивание.Моделирование охлаждения: Проведите моделирование охлаждения для оценки таких параметров, как время охлаждения, распределение температуры и усадка, чтобы обеспечить равномерное охлаждение всего кожуха лопатки и уменьшить проблемы с качеством, вызванные неравномерной деформацией и усадкой.Анализ термических напряжений: Проанализировать термические напряжения и разработать рациональную конструкцию и систему охлаждения для снижения их воздействия на качество продукции.Оптимизация конструкции пресс-формы: на основе результатов анализа потока расплава оптимизируется конструкция пресс-формы, включая оптимизацию системы охлаждения, конструкции литникового канала и т. д., с целью повышения качества формования продукции и эффективности производства.Выше перечислены основные моменты проектирования пресс-форм и анализа потока расплава. Эти процессы и анализ имеют решающее значение для обеспечения качества и эффективности производства кожухов лопаток вентилятора системы охлаждения автомобильного бака.

- Ниже представлен краткий обзор процесса изготовления пресс-формы для крышки вентилятора системы охлаждения автомобильного бака:Крышка лопастей вентилятора охлаждения бачка автомагнитолы является важным компонентом системы охлаждения автомобиля. Она используется для закрытия лопастей вентилятора, направления воздушного потока, повышения эффективности теплоотвода и защиты лопастей от повреждений внешними объектами. Технология ее изготовления и обработки включает в себя множество этапов, таких как проектирование пресс-формы, обработка пресс-формы и литье под давлением.проектирование пресс-формыПроектирование конструкции: В соответствии с формой и размерами крышки лопатки проектируется конструкция пресс-формы, включая полость пресс-формы, систему охлаждения, литниковый канал и т. д.Выбор материала: Выберите подходящий материал для пресс-формы, как правило, инструментальную сталь с высокой твердостью, прочностью и износостойкостью, чтобы обеспечить срок службы и стабильность пресс-формы.Проектирование системы охлаждения: Разработайте рациональную систему охлаждения, обеспечивающую быстрое охлаждение пластмассовых материалов в процессе литья под давлением и позволяющую снизить проблемы с качеством, вызванные неравномерной деформацией и усадкой.Конструкция литникового канала: Разумная конструкция литникового канала обеспечивает равномерное заполнение расплава и снижает количество дефектов, таких как пузырьки и неполное впрыскивание.Обработка пресс-формОбработка пресс-форм включает в себя обработку на станках с ЧПУ, электроэрозионную обработку, проволочную резку и другие процессы для выполнения высокоточной обработки деталей пресс-форм.Сборка пресс-формы: сборка деталей пресс-формы, включая установку системы охлаждения, литниковой системы и т. д.Отладка пресс-формы: отладка собранной пресс-формы для обеспечения ее точности и стабильности.Литье под давлениемПроцесс литья под давлением требует выбора подходящей машины для литья под давлением и параметров процесса в соответствии с конкретными требованиями к конструкции защитного кожуха лезвия.В процессе литья под давлением необходимо строго контролировать температуру, давление и скорость впрыска для обеспечения высокого качества получаемой продукции.Выше представлен краткий обзор процесса изготовления пресс-формы для крышки вентилятора системы охлаждения автомобильного бака. Этот процесс требует строгого контроля на каждом этапе для обеспечения качества и производительности конечного продукта.Для изготовления кожухов вентиляторов охлаждения автомобильных радиаторов обычно требуются материалы с хорошей термостойкостью, коррозионной стойкостью и механическими свойствами. Вот некоторые распространенные варианты материалов и их свойства:Армированный стекловолокном нейлон (PA66-GF30): Этот материал обладает хорошей термостойкостью и механической прочностью и подходит для применений, требующих высоких температур и высокой прочности. Армированный стекловолокном нейлон также обладает хорошей коррозионной стойкостью и жесткостью и подходит для использования в производстве автомобильных деталей.Полипропилен (ПП): Полипропилен обладает хорошей термостойкостью и химической стабильностью, а также высокой ударопрочностью и жесткостью. Он подходит для производства автомобильных деталей, требующих коррозионной стойкости и устойчивости к высоким температурам.Полифениленсульфид (ППС): Полифениленсульфид обладает превосходной термостойкостью, коррозионной стойкостью и механическими свойствами, и подходит для производства автомобильных деталей в условиях высоких температур, например, деталей в моторном отсеке.Полистирол (ПС): Полистирол обладает хорошими формовочными свойствами и качеством поверхности, и подходит для изготовления автомобильных деталей с высокими требованиями к внешнему виду.Алюминиевый сплав: Алюминиевый сплав является распространенным выбором для некоторых применений, требующих повышенной прочности и коррозионной стойкости. Алюминиевый сплав обладает низкой плотностью и хорошей теплопроводностью, что делает его подходящим для производства легких автомобильных деталей.Эти материалы обладают различными свойствами при изготовлении крышек вентиляторов охлаждения автомобильных радиаторов и могут быть выбраны в зависимости от конкретных требований к применению и экономической целесообразности. При выборе материалов необходимо всесторонне учитывать такие факторы, как условия эксплуатации изделия, стоимость, технологические характеристики и т.д., чтобы обеспечить хорошие эксплуатационные характеристики и экономичность конечного продукта.
- Для крупномасштабного производства методом литья под давлением крышек лопастей автомобильных радиаторных вентиляторов требуется сочетание автоматизированного управления и контроля качества процесса для обеспечения эффективности производства и качества продукции. Ниже приведены некоторые возможные меры по контролю производства и качества:Автоматическая конфигурацияАвтоматизированная линия для литья под давлением: Внедрение автоматизированной линии для литья под давлением, включающей автоматическую подачу, автоматическое формование, автоматическое извлечение из формы и другие звенья, позволяет повысить эффективность производства и сократить ручное вмешательство.Интеллектуальное оборудование для литья под давлением: использование интеллектуального оборудования для литья под давлением позволяет достичь высокоскоростного и высокоточного литья, повышая эффективность производства и стабильность качества продукции.Автоматизированная система смены пресс-форм: использование автоматизированной системы смены пресс-форм позволяет сократить время смены пресс-форм и повысить эффективность использования производственной линии.Система онлайн-мониторинга качества: Внедрение системы онлайн-мониторинга качества для отслеживания размеров, внешнего вида и других параметров продукции в режиме реального времени, а также для своевременного выявления и устранения отклонений.Обеспечение качества процессаКонтроль параметров процесса литья под давлением: Строгий контроль параметров процесса литья под давлением обеспечивает стабильное качество получаемой продукции.Контроль размеров изделия: Используйте автоматизированное оборудование для контроля размеров, чтобы проводить онлайн-проверку размеров изделия и обеспечить стабильность размеров.Контроль качества внешнего вида: Внедрение автоматизированного оборудования для контроля качества внешнего вида позволяет проводить онлайн-проверку внешнего вида продукции, обеспечивая стабильное качество ее внешнего вида.Отслеживаемость данных о качестве: Создайте комплексную систему отслеживания данных о качестве для регистрации и контроля качества на протяжении всего производственного процесса, чтобы обеспечить контролируемость качества продукции.Взаимодействие человека и машиныОбучение и повышение квалификации: Провести обучение производственного персонала с целью повышения их навыков эксплуатации и технического обслуживания автоматизированного оборудования для обеспечения его нормальной работы.Участие персонала в контроле качества: Поощряйте участие производственного персонала в контроле качества, а также оперативное выявление и решение проблем качества в производственном процессе.Благодаря вышеуказанным мерам можно повысить эффективность производства методом литья под давлением и качество изделий, таких как крышки лопастей вентиляторов системы охлаждения водяного бака автомобиля, что обеспечит соответствие продукции рыночному спросу и повысит конкурентоспособность предприятия.