

Products



P731 Carrier-high precision connector injection
FEATURES

-
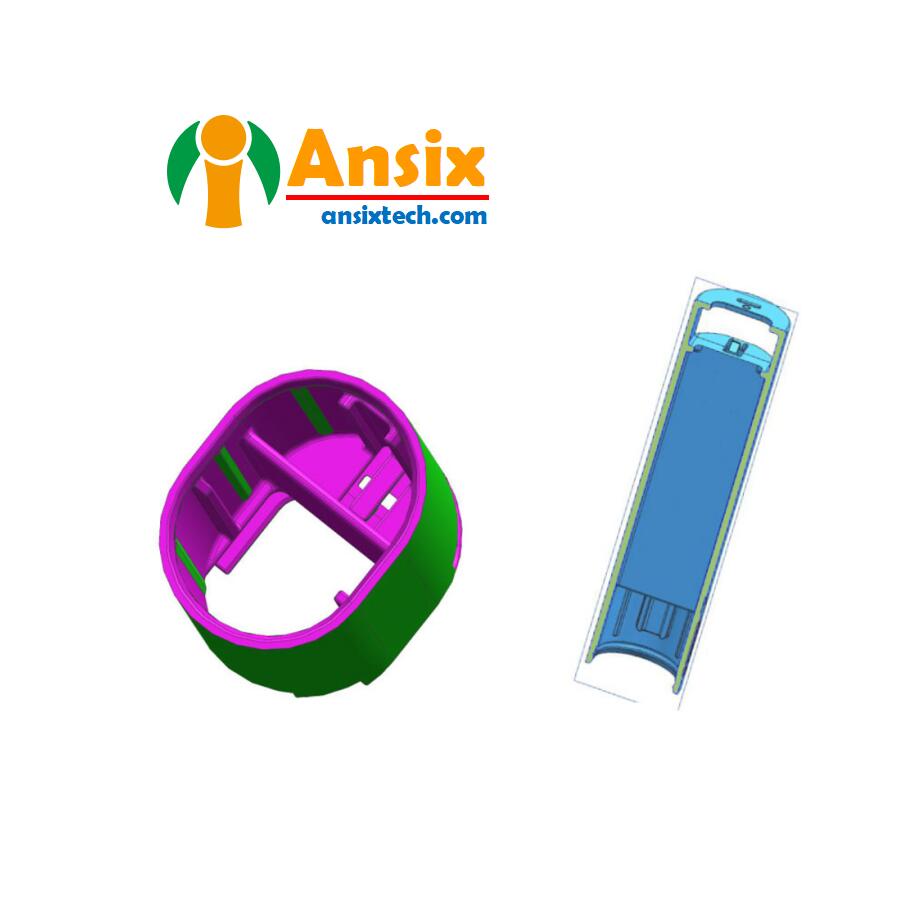
P731 Carrier-high precision connector injectionReliability and durability: Cylindrical high-precision connectors usually have high reliability and durability, and can withstand long-term use and repeated plugging and unplugging. They undergo rigorous testing and quality control to ensure their performance and reliability.Product size: customizedConnector & Contact Retention Accessory Type : TPA (Terminal Position Assurance)Connector System : Wire-to-WireConnector & Contact Terminates To : Wire & CableOperating Temperature Range : -55 – 105 °C [ -67 – 221 °F ]Primary Product Color : WhitePlease note that specific barrel precision connector products may have different features and specifications depending on the manufacturer and application requirements. If you are interested in a specific cylindrical high-precision connector product, we recommend that you contact the relevant manufacturer or supplier directly for detailed product information and technical specifications.
-
Product Materials:
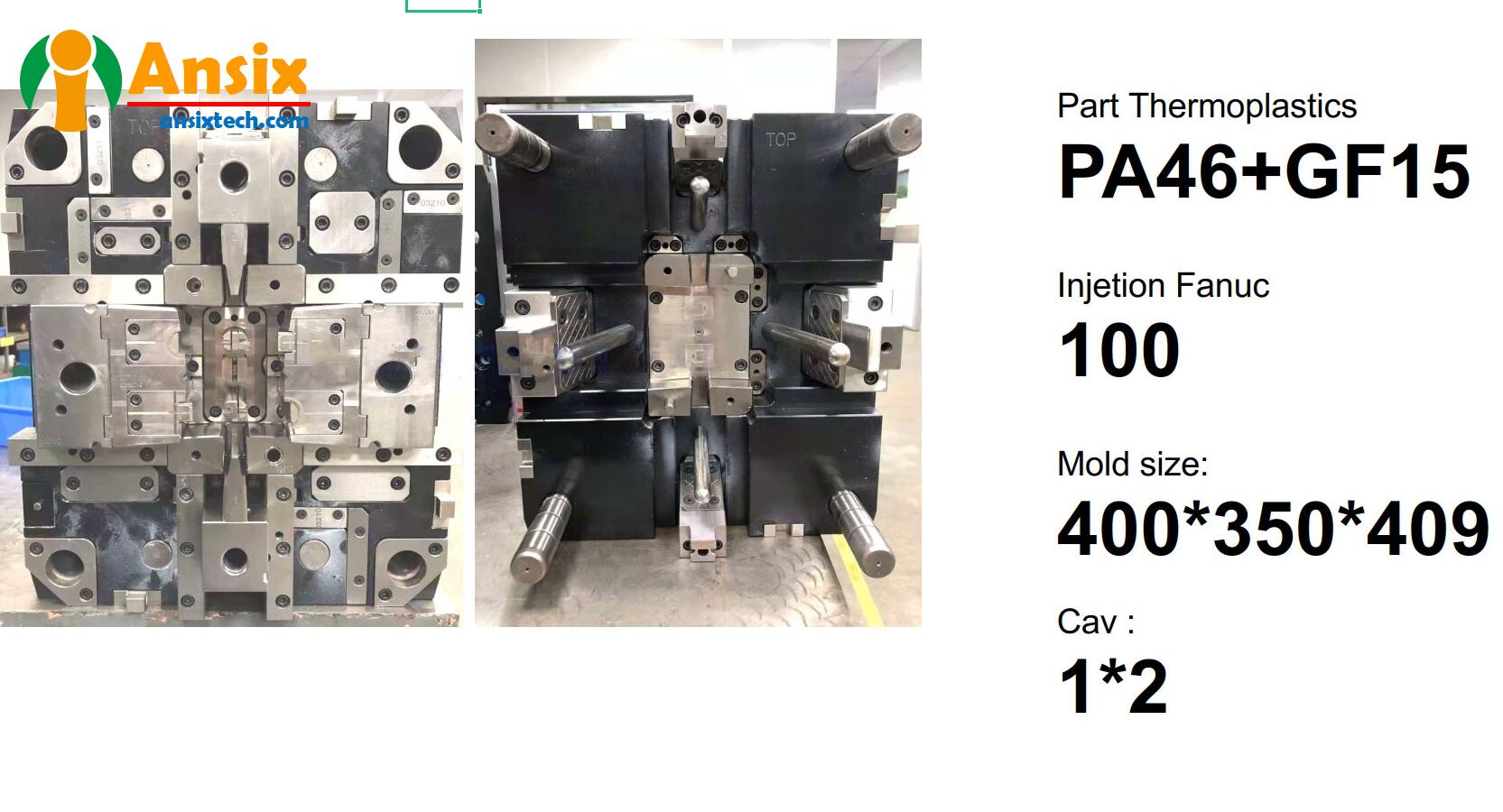
PA46+GF15
Mold Material:
SKD61
Number of Cavities:
1*2
Glue Feeding Method:
Hot runner
Cooling Method:
Water cooling
Molding Cycle
16.8s
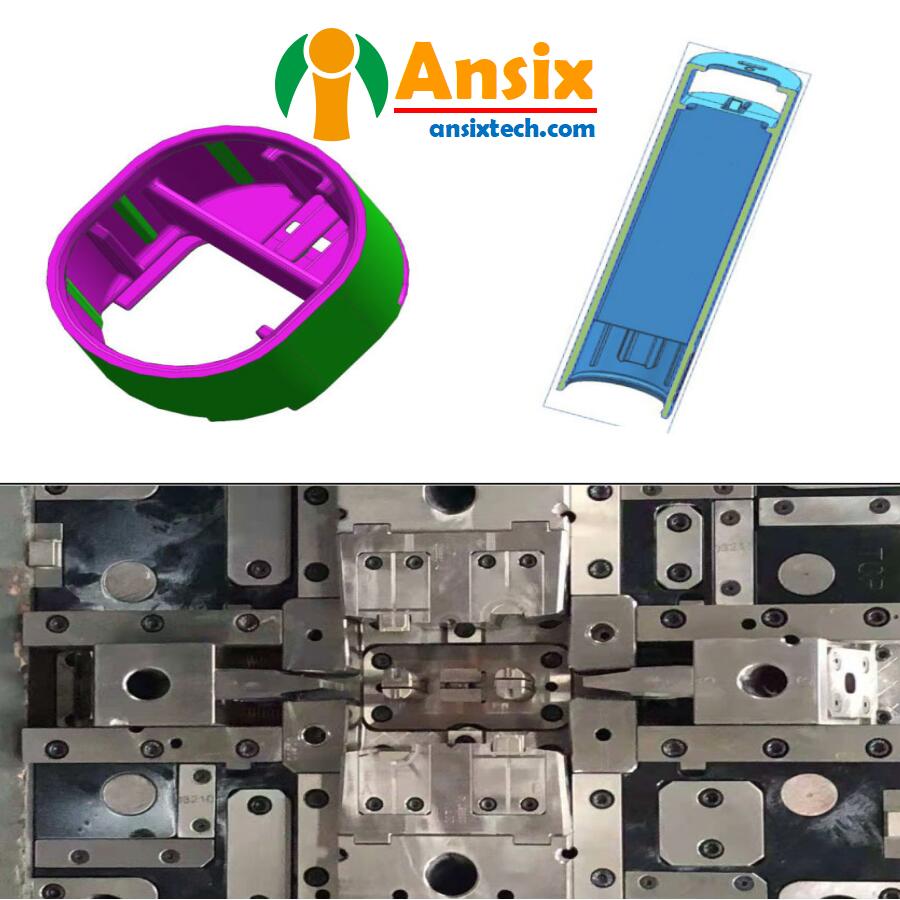
- The moldflow analysis and Mold design for P731 Carrier-high precision connectorFor the mold design of P731 Carrier-high-precision connector sleeve:Collect design requirements: Understand the design requirements of P731 Carrier-high-precision connector sleeve, including size, shape, material, etc.Mold structure design: According to the shape and requirements of the casing, design an appropriate mold structure, including mold cavity, mold core, demoulding system, cooling system, etc. Ensure that the mold structure can meet the molding needs of the casing.Material selection: Select the appropriate mold material according to the material requirements of the casing and the injection molding process. Commonly used mold materials include tool steel, stainless steel, etc., which have good wear resistance and thermal conductivity.Mold detail design: Based on the mold structure design, design the mold details, including the processing technology of the mold parts, assembly methods, and the design of the demoulding mechanism, etc. Use CAD software for mold design and generate three-dimensional models and engineering drawings of the mold.Mold manufacturing: According to the mold design drawings, select appropriate processing technology and equipment to process and assemble mold parts. Ensure that the processing accuracy and size meet the requirements.Mold trial and debugging: After the manufacturing is completed, the mold trial is carried out. Use the injection molding machine to test the mold to check whether the structure and size of the mold meet the requirements, as well as the effect of injection molding. Make necessary adjustments and optimizations based on the mold trial results.Mold maintenance and upkeep: Carry out regular maintenance and upkeep on the mold, including cleaning, lubrication, repair, etc. Through maintenance, the service life of the mold is extended and the stability and quality of production are ensured.During the mold design process, you need to pay attention to the following points:Ensure the filling performance of the mold: Through mold flow analysis and mold testing, the injection molding process parameters are optimized to ensure good filling performance of the casing and avoid defects.Design of cooling system: Reasonably design the cooling system to ensure good cooling effect during the injection molding process and avoid problems such as casing deformation and shrinkage.Design of demoulding system: According to the shape and requirements of the casing, design a suitable demoulding system to ensure that the casing can be demoulded smoothly and avoid damage and deformation.Mold processing and assembly quality: ensure the processing accuracy and dimensional control of mold parts, and ensure the stability and reliability of the mold.In short, for the mold design of P731 Carrier-high-precision connector sleeve, mold structure design, material selection, mold detail design, mold manufacturing, mold trial and debugging, as well as mold maintenance and repair are required. Through reasonable design and control, high-quality injection molded sleeves can be obtained.
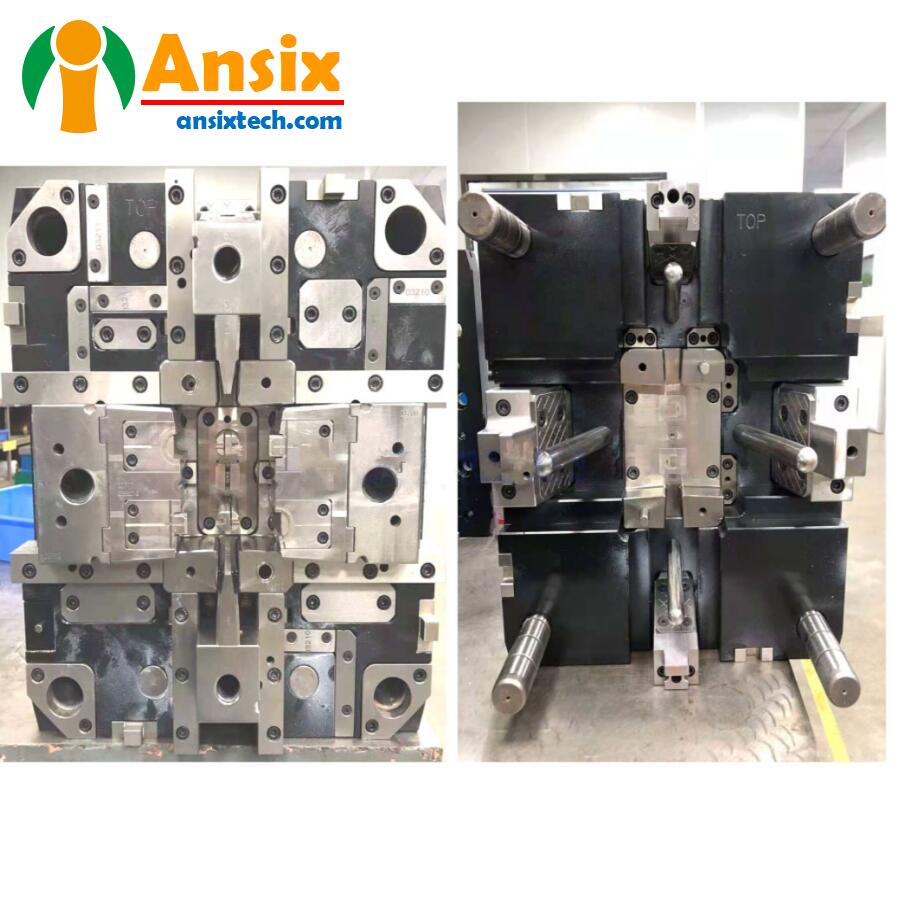
- P731 Carrier-high precision connector of mold manufacturing process and product material selectionThe mold manufacturing process and part material selection of P731 Carrier-high-precision connector sleeve can be carried out according:Mold manufacturing process:a. Mold design: According to the shape and requirements of the casing, design the mold, including mold cavity, mold core, demoulding system, cooling system, etc.b. Mold processing: According to the mold design drawings, select appropriate processing technology and equipment to process and assemble mold parts.c. Mold trial and debugging: After the manufacturing is completed, the mold trial is carried out. Use the injection molding machine to test the mold to check whether the structure and size of the mold meet the requirements, as well as the effect of injection molding. Make necessary adjustments and optimizations based on the mold trial results.d. Mold maintenance and upkeep: Perform regular maintenance and upkeep on the mold, including cleaning, lubrication, repair, etc. Through maintenance, the service life of the mold is extended and the stability and quality of production are ensured.Part material selection:a. Considering factors such as temperature, pressure and wear during the injection molding process, select a mold material with good wear resistance and thermal conductivity. Commonly used mold materials include tool steel, stainless steel, etc.b. Select the appropriate material according to the requirements of the casing and the use environment. For example, if the casing needs to be resistant to high temperatures, you can choose high-temperature resistant plastic or metal materials.During the mold manufacturing process and part material selection process, you need to pay attention to the following points:Processing accuracy and size control: Ensure that the processing accuracy and size of mold parts meet the requirements to ensure the quality and stability of injection molding.Surface treatment: According to the requirements of the casing, carry out appropriate surface treatment, such as grinding, polishing, etc., to improve the surface quality and smoothness of the casing.Heat treatment of materials: According to the requirements of the mold material, appropriate heat treatment, such as quenching, tempering, etc., is performed to improve the hardness and wear resistance of the material.Mold maintenance and upkeep: Regularly maintain and maintain the mold, including cleaning, lubrication, repair, etc., to extend the service life of the mold and ensure the stability of production.For the mold manufacturing process and part material selection of P731 Carrier-high-precision connector sleeve, mold design, mold processing, mold trial and debugging, as well as mold maintenance and repair are required. In terms of material selection, consider factors such as temperature, pressure and wear during the injection molding process, and select mold materials with good wear resistance and thermal conductivity. High-quality molds and injection molded sleeves can be achieved through proper manufacturing processes and material selection.
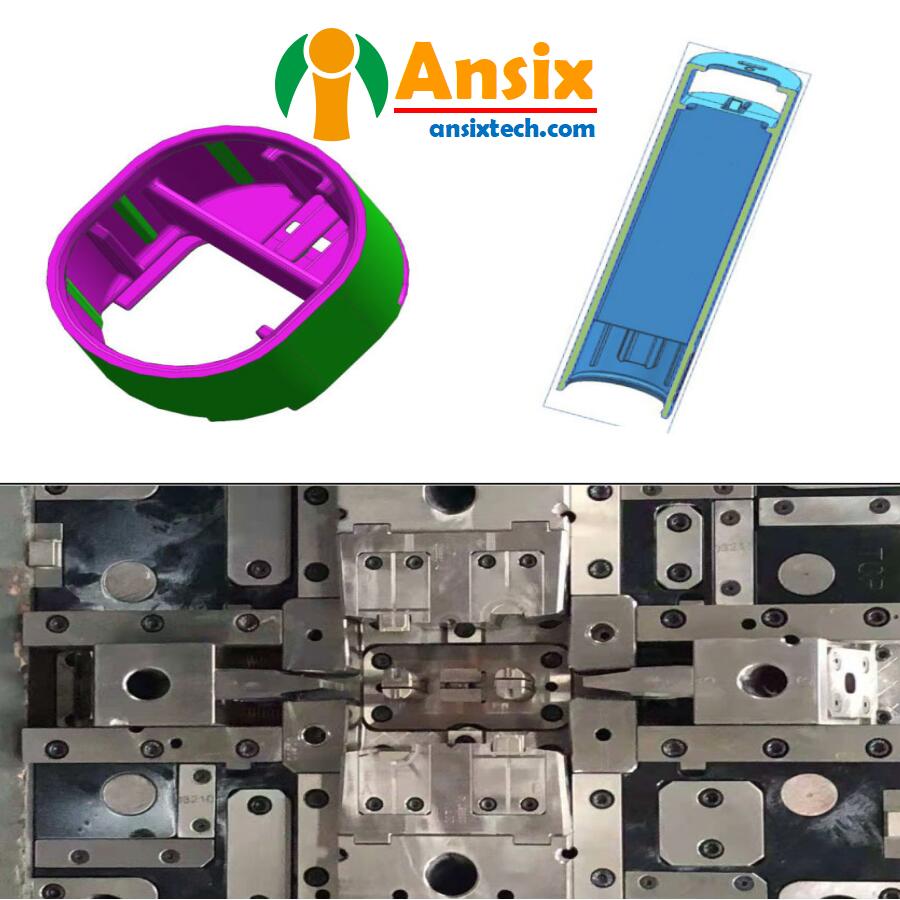
- Mass production and quality assurance of P731 Carrier-high precision connectorFor the batch injection molding of P731 Carrier-high-precision connector sleeves and the application of PA46+GF15% materials:Injection molding:a. Develop reasonable production plans and schedules to ensure that injection molding can be carried out on time, and reasonably arrange production resources and manpower.b. Control the parameters of the injection molding machine, such as temperature, pressure, speed, etc., to ensure the stability and consistency of the injection molding process.c. Carry out mold trial and debugging, and check whether the structure and size of the mold meet the requirements through the trial, as well as the effect of injection molding. Make necessary adjustments and optimizations based on the mold trial results.d. Carry out batch injection molding and produce according to the production plan to ensure product quality and delivery time.Application of PA46+GF15% material:a. PA46+GF15% is a reinforced nylon material with high strength and stiffness, and good heat resistance and wear resistance. Suitable for demanding applications such as high-precision connector sleeves.b. During the injection molding process, control the melting temperature and injection speed of the material to ensure the fluidity and filling performance of the material.c. Pay attention to the drying process of materials to avoid the impact of moisture on material properties.d. Carry out strict quality control and inspect the size, appearance and performance of the injection molded casing to ensure that the product meets the requirements.During batch injection molding and application of PA46+GF15% materials, the following points need to be noted:Control of injection molding process parameters: Control the parameters of the injection molding machine, such as temperature, pressure, speed, etc., to ensure the stability and consistency of the injection molding process.Maintenance and maintenance of molds: Regular maintenance and upkeep of molds, including cleaning, lubrication, repair, etc., to extend the service life of the mold and ensure the stability of production.Quality control: Establish a complete quality inspection system and conduct sampling inspections on each production batch. Through inspection, ensure that the size, appearance, performance, etc. of the product meet the requirements.Process improvement and continuous optimization: Regularly evaluate and analyze the production process to find opportunities for improvement, optimize injection molding processes and processes, and improve production efficiency and product quality.For the batch injection molding of P731 Carrier high-precision connector sleeves and the application of PA46+GF15% materials, it is necessary to control the injection molding process parameters, conduct strict quality control, maintain and maintain the mold, and carry out process improvements. and continuous optimization. Through these measures, high-quality batch injection molded sleeves can be achieved and the advantages of PA46+GF15% materials can be fully utilized.
contact us
Try Our Problem-solving Injection Molding Services Now
ISO 13485 Certified factory
ISO 8 Cleanroom
Robust Expertise for Medical Injection Molding
Advanced mold manufacturing capabilities and plastic injection molding equipment
Quick Response within 12 hours
- If you have any questions about products in the medical field, please send us a message(Email: info@ansixtech.com ) at any time and our team will reply to you within 12 hours.