

Продукты

Двойное литье под давлением для переключателя запуска автомобиля
ФУНКЦИИ
- Двойное литье под давлением для переключателя запуска автомобиля
Процесс двухцветного литья под давлением:В процессе двухцветного литья под давлением используются пластиковые материалы двух разных цветов. Два цвета пластика поочередно впрыскиваются в форму с помощью литьевой машины, создавая тем самым двухцветный эффект.Основные этапы процесса двухцветного литья под давлением включают в себя:Приготовьте пластиковые гранулы: отдельно приготовьте пластиковые гранулы двух разных цветов.Проектирование формы: в соответствии с требованиями к дизайну продукта спроектируйте форму, подходящую для двухцветного литья под давлением, включая две камеры для литья под давлением и поворотный стол или вращающийся механизм.Литье под давлением: поместите две пластиковые частицы разного цвета в два бункера термопластавтомата, затем пластик расплавляется термопластавтоматом и впрыскивается в форму. В процессе литья под давлением машина для литья под давлением поочередно впрыскивает пластик двух цветов, чтобы создать двухцветный эффект.Охлаждение и затвердевание: после завершения инъекции пластика форма будет продолжать охлаждаться и затвердевать в течение некоторого времени.Достаньте изделие: наконец, откройте форму и выньте образовавшуюся двухцветную кнопку запуска автомобиля.
-
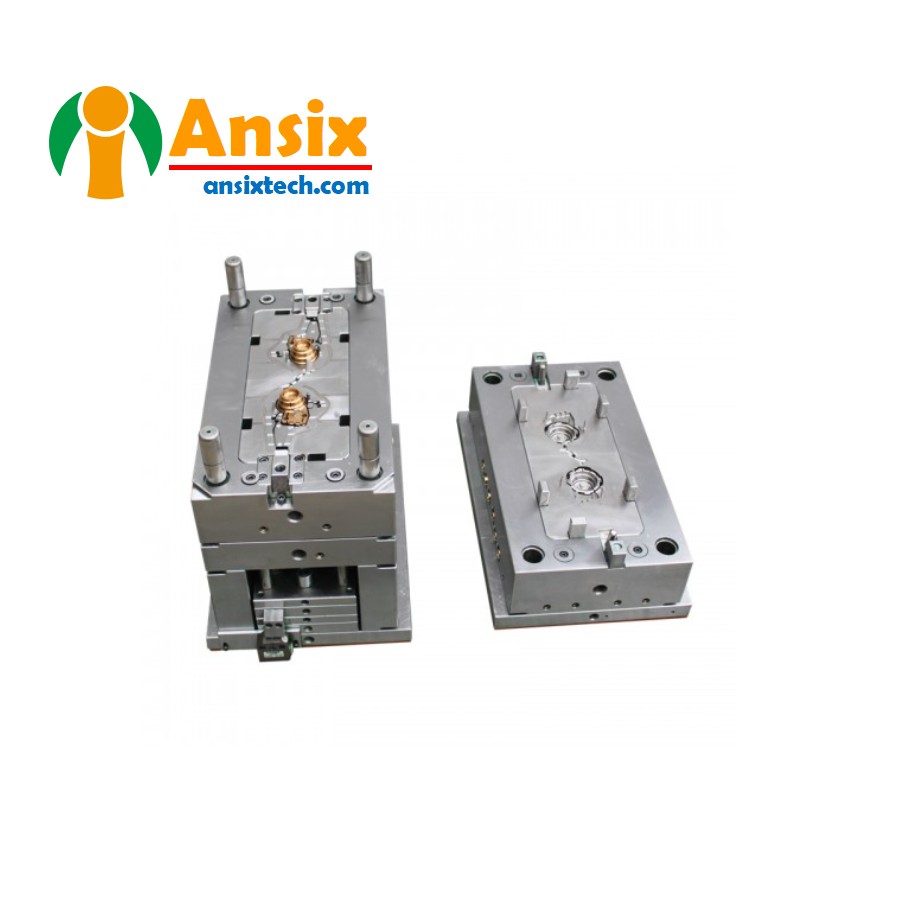
Описание формы
Материалы продукта:
АБС/ПК
Мягкая резина: ТПР
Материал формы:
S136ESR
Количество полостей:
2+2
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
16,5 с

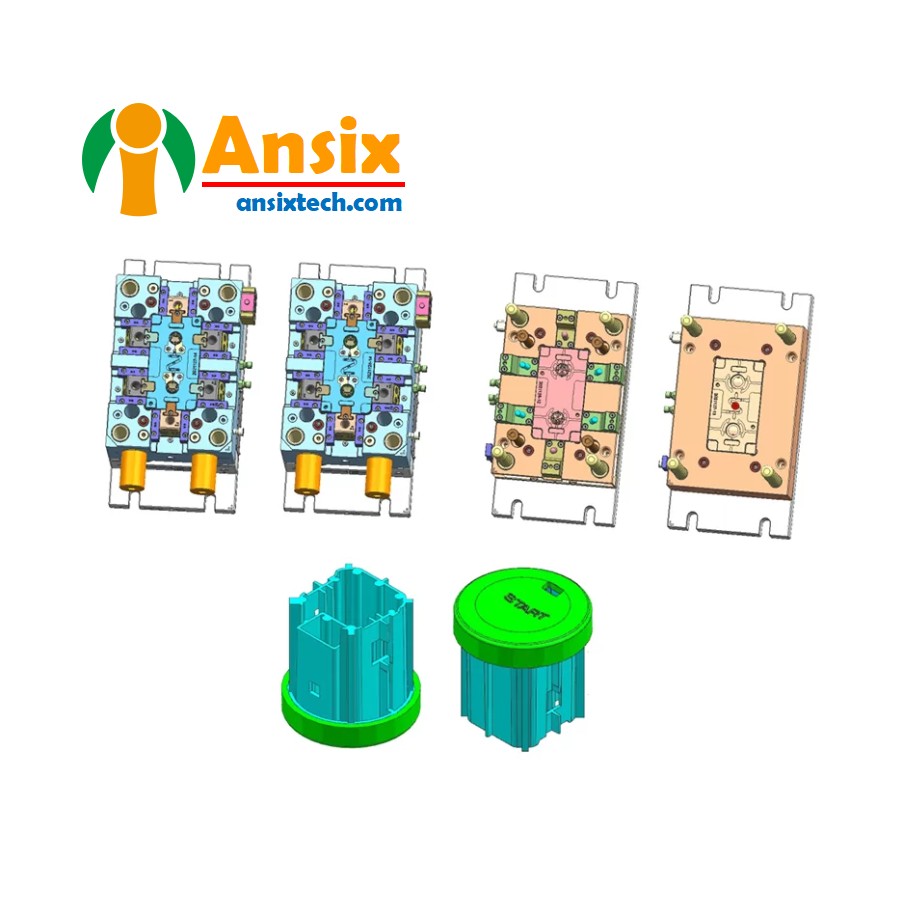
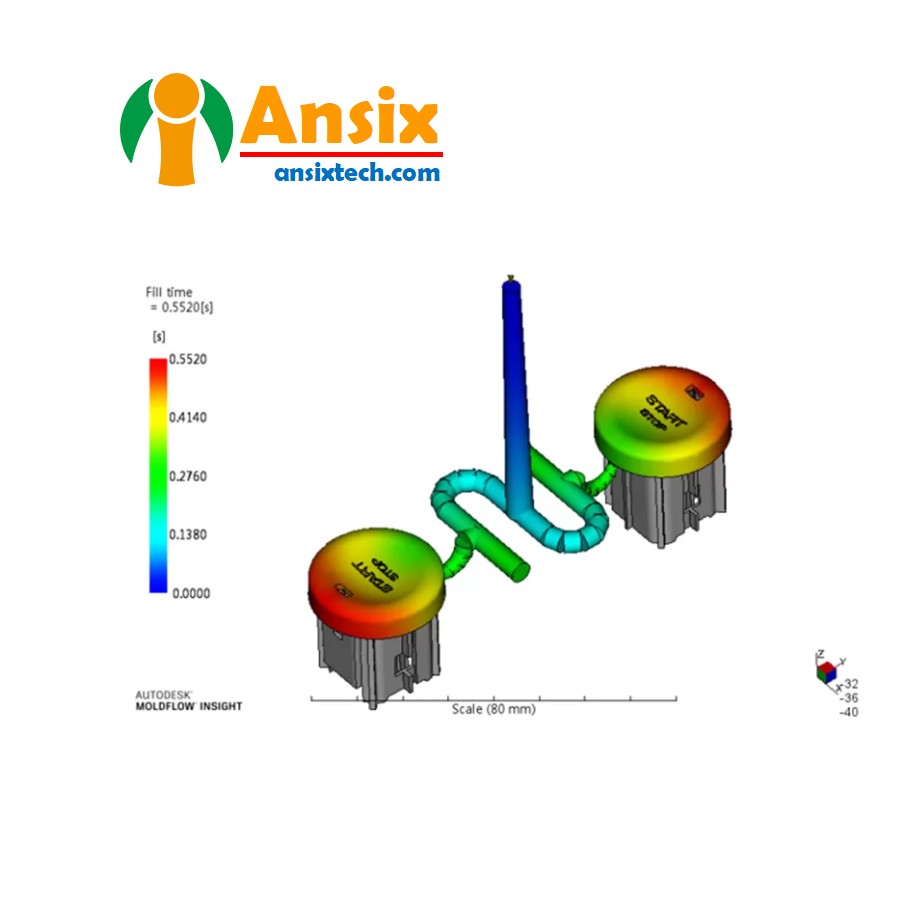
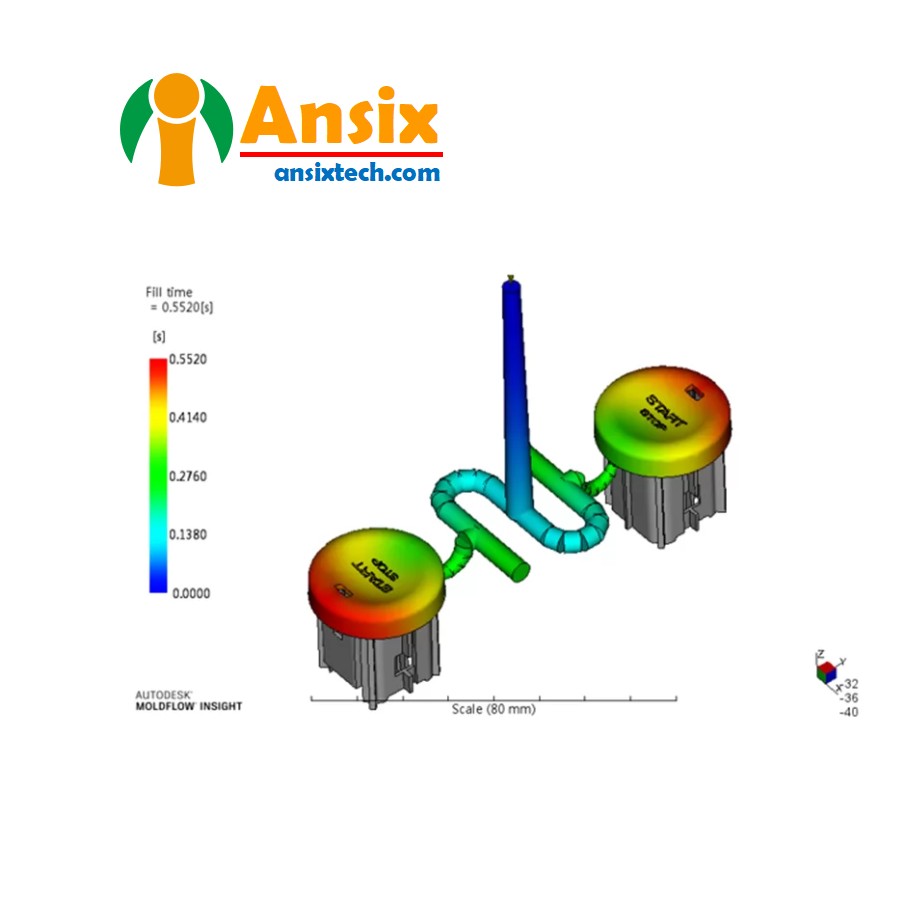
- Пресс-форма Double Shot для переключателя запуска автомобиля Анализ потока пресс-формы и проектирование пресс-формыДля анализа текучести пресс-формы двухцветной пресс-формы переключателя (кнопки) запуска автомобиля и конструкции пресс-формы однокнопочной кнопки запуска и остановки:Анализ течения пресс-формы:а. Соберите соответствующую информацию о выключателе (кнопке) запуска автомобиля, включая размер, форму, материал и т. д.б. Используйте программное обеспечение для анализа текучести пресс-формы, чтобы импортировать CAD-модель автомобильного пускового переключателя (кнопки) и установить параметры процесса литья под давлением, такие как скорость впрыска, температура, давление и т. д.в. Проведите анализ течения пресс-формы для моделирования течения расплава, наполнения, охлаждения и других процессов в процессе литья под давлением, чтобы оценить эффективность наполнения пускового переключателя (кнопки), пузырьков, коротких выстрелов и других дефектов, а также оптимизировать параметры процесса литья под давлением.Конструкция пресс-формы с одной кнопкой «старт-стоп»:а. На основе результатов анализа текучести пресс-формы определите структуру и размер пресс-формы для однокнопочной кнопки «старт-стоп». Принимая во внимание форму и требования к кнопке, спроектируйте соответствующую конструкцию пресс-формы, включая полость пресс-формы, сердечник пресс-формы, систему извлечения из формы, систему охлаждения и т. д.б. Определите технологический процесс двухцветного литья под давлением, включая последовательность впрыска, метод переключения цвета и т. д.в. Выполнить детальное проектирование пресс-формы, включая технологию обработки деталей пресс-формы, способ сборки, конструкцию механизма распалубки и т.д.д. Используйте программное обеспечение САПР для проектирования пресс-форм и создания трехмерных моделей и технических чертежей пресс-формы.В ходе анализа потока пресс-формы и процесса проектирования пресс-формы с кнопкой «старт-стоп» необходимо учитывать следующие моменты:Обеспечьте эффективность наполнения кнопок: посредством анализа текучести пресс-формы параметры процесса литья под давлением оптимизируются, чтобы обеспечить хорошую производительность наполнения кнопок и избежать дефектов.Конструкция системы охлаждения: Разумно спроектируйте систему охлаждения, чтобы обеспечить хороший эффект охлаждения во время процесса литья под давлением и повысить эффективность производства и качество продукции.Конструкция системы извлечения из формы: в соответствии с формой и требованиями кнопки спроектируйте подходящую систему извлечения из формы, чтобы обеспечить плавное извлечение кнопки и избежать повреждений и деформации.Последовательность литья под давлением и переключение цвета: Определите технологический процесс двухцветного литья под давлением, включая последовательность впрыска и метод переключения цвета, чтобы обеспечить эффект и качество двухцветного литья под давлением.Для анализа текучести двухцветной формы для переключателя (кнопки) запуска автомобиля и проектирования пресс-формы для однокнопочной кнопки старт-стоп необходимо провести анализ текучести пресс-формы, оптимизировать параметры процесса литья под давлением, спроектировать соответствующую структуру и размер формы, а также определить технологический процесс двухцветного литья под давлением. Выполняем детальный проект формы. Благодаря разумному проектированию и контролю можно получить высококачественные двухцветные автомобильные пусковые переключатели (кнопки), отлитые под давлением.
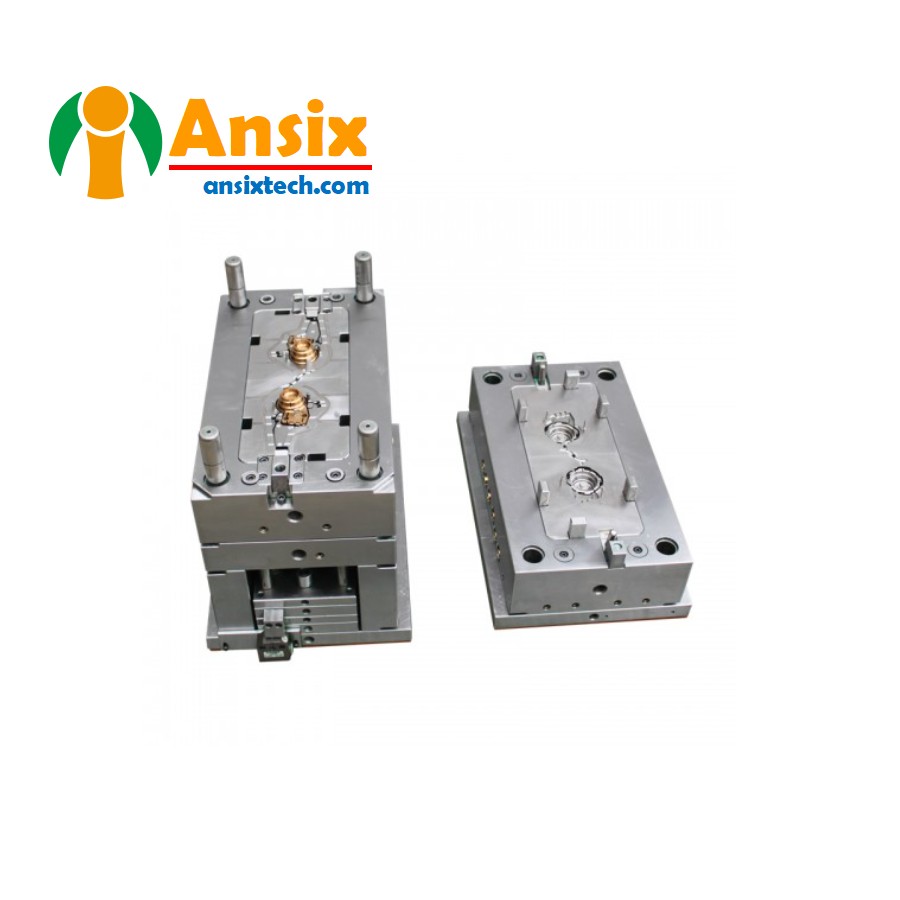
- Пресс-форма Double Shot для пускового переключателя автомобиля. Процесс изготовления пресс-формы и выбор материала изделия.
Материал для литья под давлением: выберите подходящий материал для литья под давлением в соответствии с требованиями пластикового изделия и средой применения. Общие пластиковые материалы включают ABS, PP, PC, ABS/PC, PBT, PMMA, SAN, PA, PA66, PA6, POM, PET, PE, PVT, TPE, TPR, СИЛИКОН, PEEK, PEI, PS, PES, PI, PPSU,PETG,PCTG,PFA,NBR,PTFE,PAEK,PAA,PEAA и т. д. В соответствии с характеристиками и требованиями продукта выбирайте материалы с соответствующей твердостью, износостойкостью, химической стойкостью и другими свойствами.Для обработки двухцветных форм для автомобильных выключателей (кнопок) и нанесения двухцветного TPR из мягкой резины с покрытием ABS/PC:а. В соответствии с требованиями к дизайну двухцветной формы выберите соответствующую технологию обработки и оборудование, например обрабатывающий центр с ЧПУ, электроэрозионный станок и т. д.б. Обрабатывайте детали пресс-формы, включая полость пресс-формы, сердечник пресс-формы, систему извлечения из формы, систему охлаждения и т. д. Убедитесь, что точность обработки и размер соответствуют требованиям.в. Соберите детали формы, чтобы обеспечить точную подгонку и регулировку деталей, а также стабильность и надежность формы.Применение двухцветного TPR из АБС/ПК с пластиковым покрытием и мягким покрытием:а. Двухцветный материал TPR с мягким покрытием ABS/PC с пластиковым покрытием сочетает в себе прочность и жесткость пластика ABS/PC с гибкостью и износостойкостью эластомера TPR и подходит для применения в автомобильных пусковых выключателях (кнопках).б. Двухцветный материал TPR с мягким покрытием из АБС/ПК с пластиковым покрытием обладает хорошей химической стойкостью и термостойкостью, а также может противостоять эрозии некоторых химических веществ и использованию в высокотемпературных средах.в. Двухцветный материал TPR с мягким покрытием ABS/PC с пластиковым покрытием имеет хорошую текстуру поверхности и приятный на ощупь, а также обеспечивает приятные ощущения и комфорт.В технологии обработки пресс-форм и процессе нанесения двухцветного покрытия из мягкой резины ABS/PC из TPR необходимо обратить внимание на следующие моменты:Точность обработки и контроль размера: убедитесь, что точность обработки и размер деталей пресс-формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Обработка поверхности: В соответствии с требованиями к выключателю (кнопке) запуска автомобиля выполните соответствующую обработку поверхности, такую как шлифовка, полировка и т. д., чтобы улучшить качество поверхности и гладкость кнопки.Термическая обработка материалов: в соответствии с требованиями к материалу формы проводится соответствующая термическая обработка, такая как закалка, отпуск и т. д., для повышения твердости и износостойкости материала.Техническое обслуживание и уход за пресс-формой: регулярно обслуживайте и обслуживайте пресс-форму, включая очистку, смазку, ремонт и т. д., чтобы продлить срок службы пресс-формы и обеспечить стабильность производства.Выбор материала пресс-формы:При выборе материалов пресс-формы следует учитывать форму, размеры и требования к пластмассовому изделию, а также срок службы и объем производства пресс-формы. Обычные материалы пресс-форм включают инструментальную сталь, нержавеющую сталь, 738, 2738H, 718, 718H, NAK80, 2083, 2316, 2344, 2083H, 2316H, S136, S136H, S136-D, HPM38, M300, S-ST. AR, M333, S196 и т. д. ., которые обладают высокой твердостью и износостойкостью.Для обработки двухцветных форм для автомобильных выключателей (кнопок) запуска и нанесения двухцветного мягкого каучука TPR с покрытием ABS/PC необходимо выбрать соответствующую технологию обработки и оборудование, чтобы обеспечить точность обработки и контроль размеров. Что касается применения двухцветного инкапсулированного мягкого каучука ABS/PC, в соответствии с требованиями к конструкции и условиями использования пускового переключателя (кнопки) автомобиля, двухцветный инкапсулированный пакет ABS/PC с хорошими механическими свойствами, износостойкостью. и выбрана химическая стойкость. Мягкий материал TPR. Благодаря разумной технологии обработки и выбору материалов можно получить высококачественные двухцветные пусковые переключатели (кнопки) автомобилей, отлитые под давлением.
- Массовое производство и контроль качества пресс-формы Double Shot для пускового переключателя автомобиляВыключатель запуска автомобиля (кнопка) Двухцветная пресс-форма для массового производства и выбора материала для литья под давлениемВыключатель (кнопка) запуска автомобиля является одним из важных функциональных узлов автомобиля. Его качество и эксплуатационные характеристики напрямую связаны с безопасностью и удобством использования автомобиля. При массовом производстве двухцветных форм для литья под давлением автомобильных выключателей (кнопок) необходимо учитывать следующие аспекты: оптимизация процесса, конструкция пресс-формы, выбор материала, эффективность производства, контроль затрат и обеспечение качества.Прежде всего, оптимизация процесса является ключом к обеспечению качества литья под давлением автомобильных переключателей (кнопок). Посредством анализа текучести пресс-формы и фактической проверки производства параметры процесса литья под давлением, включая скорость впрыска, температуру, давление и т. д., оптимизируются для обеспечения производительности наполнения и стабильности качества пуговиц. В то же время система охлаждения должна быть спроектирована рационально, чтобы обеспечить хороший охлаждающий эффект в процессе литья под давлением и повысить эффективность производства и качество продукции.Во-вторых, конструкция пресс-формы является ключом к реализации двухцветного литья под давлением. По результатам анализа текучести пресс-формы определить структуру и размер двухцветной пресс-формы. Принимая во внимание форму и требования к кнопке, спроектируйте соответствующую конструкцию пресс-формы, включая полость пресс-формы, сердечник пресс-формы, систему извлечения из формы, систему охлаждения и т. д. Определите технологическую схему двухцветного литья под давлением, включая последовательность впрыска и переключение цвета. метод, чтобы обеспечить эффект и качество двухцветного литья под давлением.Выбор материала – еще один важный момент. Для двухцветного литья под давлением автомобильных переключателей (кнопок) обычно используется материал TPR, инкапсулированный из АБС/ПК. Этот материал сочетает в себе прочность и жесткость пластика ABS/PC с гибкостью и износостойкостью эластомера TPR, что обеспечивает высокую прочность, жесткость и ударопрочность. Кроме того, материал TPR, инкапсулированный ABS/PC, также обладает хорошей химической стойкостью и термостойкостью, а также может противостоять эрозии некоторых химических веществ и использованию в высокотемпературных средах. В то же время он имеет хорошую текстуру поверхности и приятный на ощупь, что обеспечивает приятные ощущения и комфорт.При осуществлении серийного производства двухцветного литья под давлением автомобильных переключателей (кнопок) необходимо уделять внимание эффективности производства и контролю затрат. За счет автоматизации производства с использованием автоматических термопластавтоматов и роботизированных систем достигается автоматизация производства, повышается эффективность производства и снижаются затраты на рабочую силу. При этом рационально составлять производственные планы и графики, оптимизировать производственные процессы, сокращать простои производства и повышать эффективность производства. Что касается контроля затрат на материалы, выберите подходящие материалы для литья под давлением и проводите управление закупками и запасами на основе фактических потребностей для контроля материальных затрат.Наконец, обеспечение качества является важной частью обеспечения качества литья под давлением автомобильного переключателя (кнопки). Создайте полную систему контроля качества, включая проверку качества, контроль процессов и обработку дефектной продукции, чтобы гарантировать, что продукция соответствует стандартам качества. Осмотрите и протестируйте отлитые под давлением пуговицы, включая качество внешнего вида, точность размеров, постоянство цвета и т. д., чтобы гарантировать качество и постоянство продукции. Регулярно оценивать и анализировать производственный процесс, чтобы находить возможности для улучшения, оптимизировать производственные процессы и процессы, повышать качество продукции и эффективность производства.Таким образом, при массовом производстве и выборе материалов для литья под давлением двухцветных форм для автомобильных переключателей (кнопок) необходимо учитывать оптимизацию процесса, конструкцию пресс-формы, выбор материала, эффективность производства, контроль затрат и обеспечение качества. Благодаря разумному проектированию процессов и пресс-форм, выбору подходящих материалов, оптимизации эффективности производства и контроля затрат, созданию системы контроля качества и постоянному совершенствованию может быть достигнуто высококачественное и эффективное массовое производство автомобильных пусковых выключателей (кнопок).