
010203

































-

глобальный крупный бизнес
Географические преимущества компании, трехмерное движение универсально.
-

управление качеством
В AnsixTech мы понимаем, что качество имеет первостепенное значение для нашего успеха.
-

стратегия устойчивого развития
Изучите альбом нашей компании, чтобы убедиться в нашем стремлении к совершенству...
-

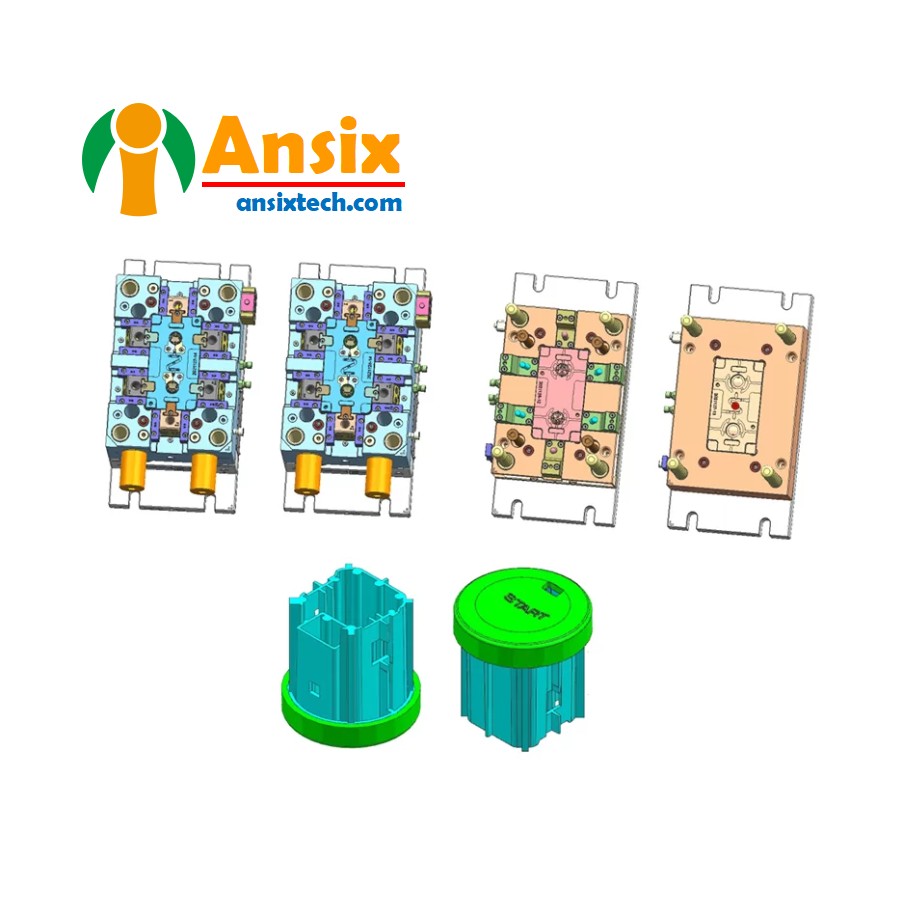
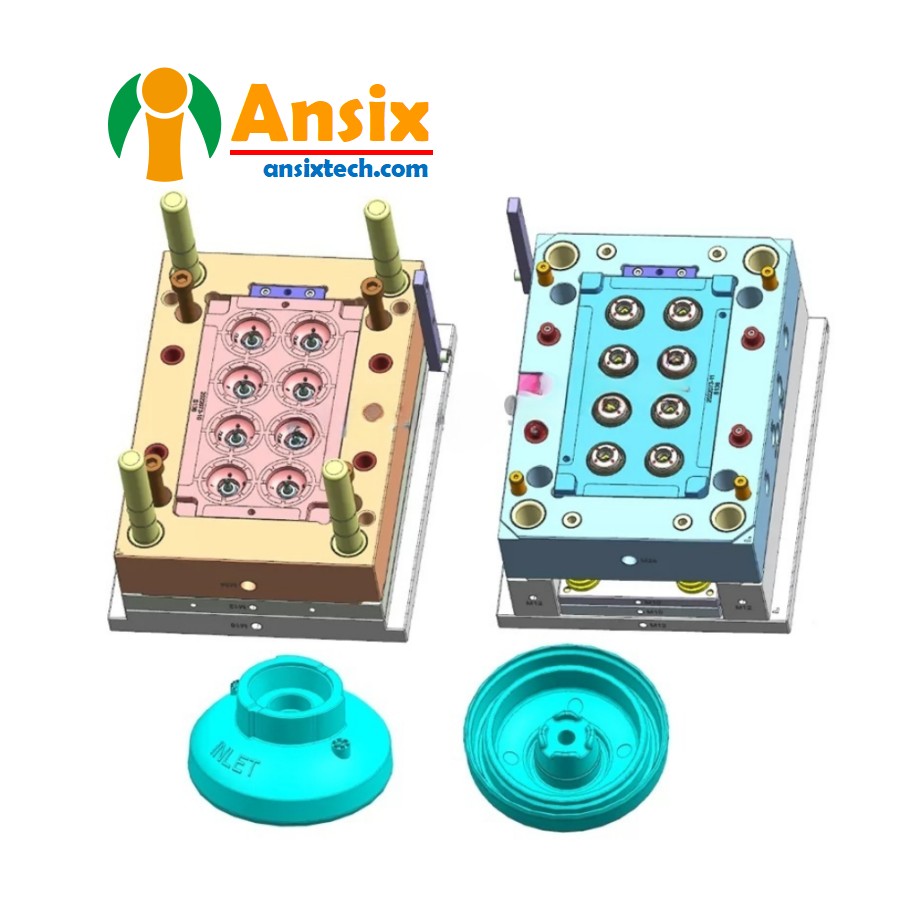
исследования и разработки
Предоставляем полный набор услуг по проектированию, прототипированию, моделированию, тестированию...
-

быстрая доставка
AnsixTech имеет четыре производственные базы в Китае и Вьетнаме.



010203
Профиль АнсиксДОБРО ПОЖАЛОВАТЬ УЗНАТЬ О НАШЕМ ПРЕДПРИЯТИИ
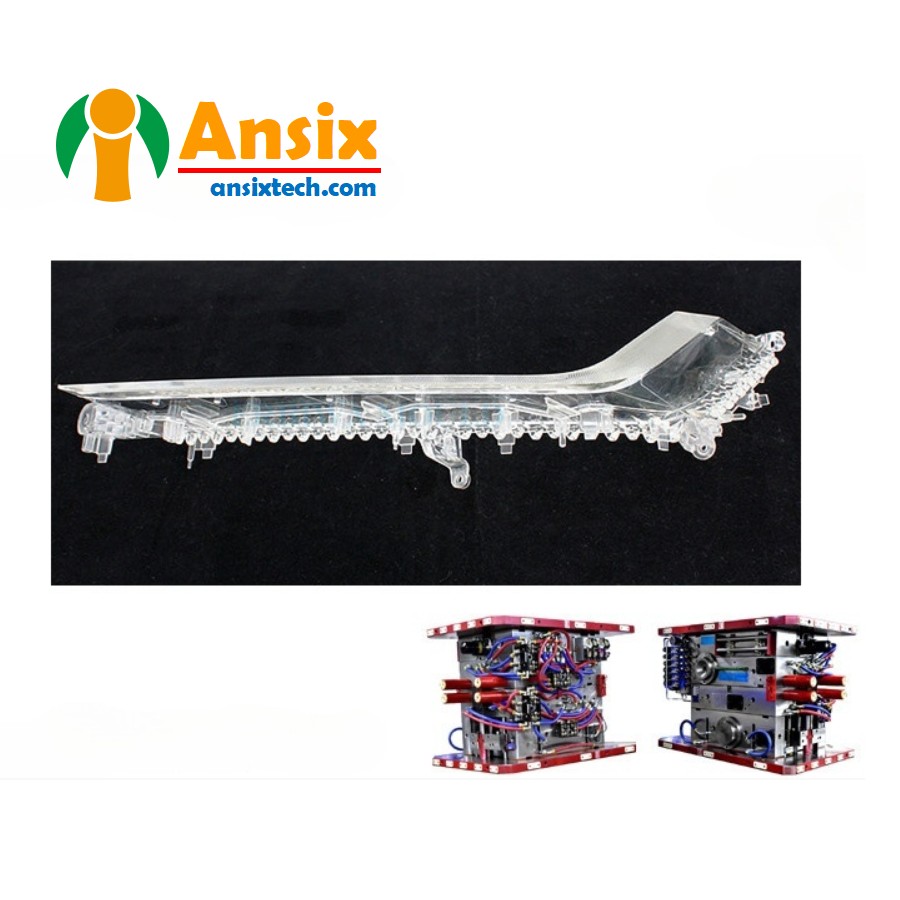
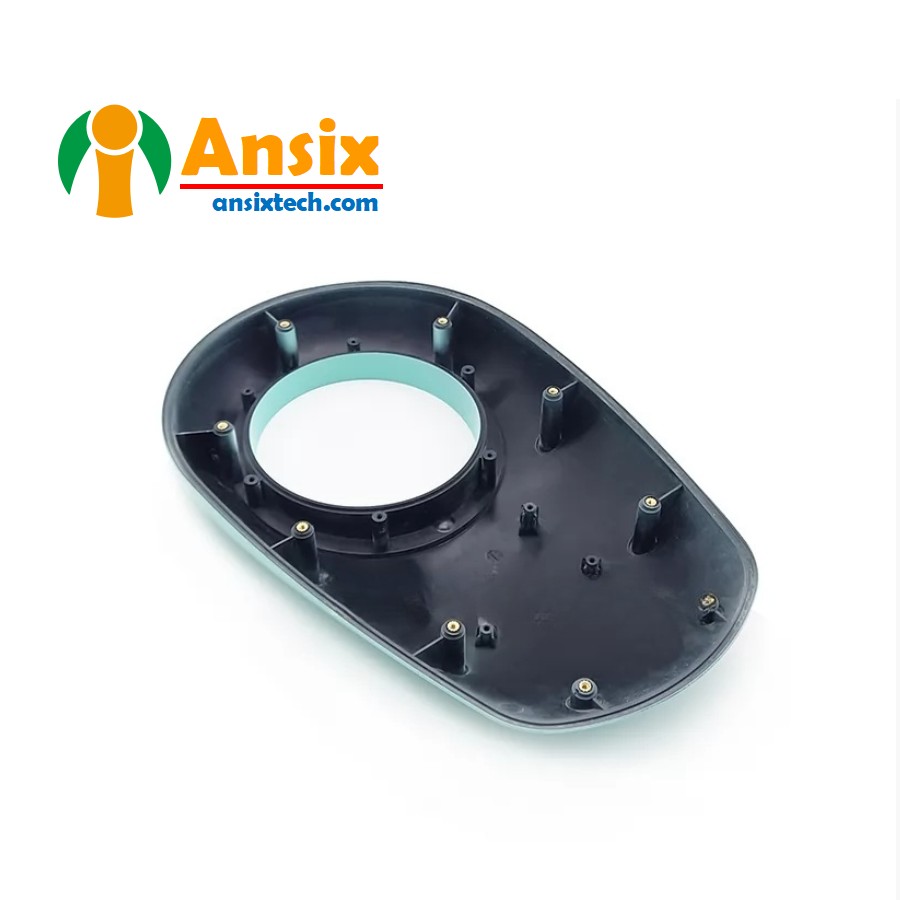
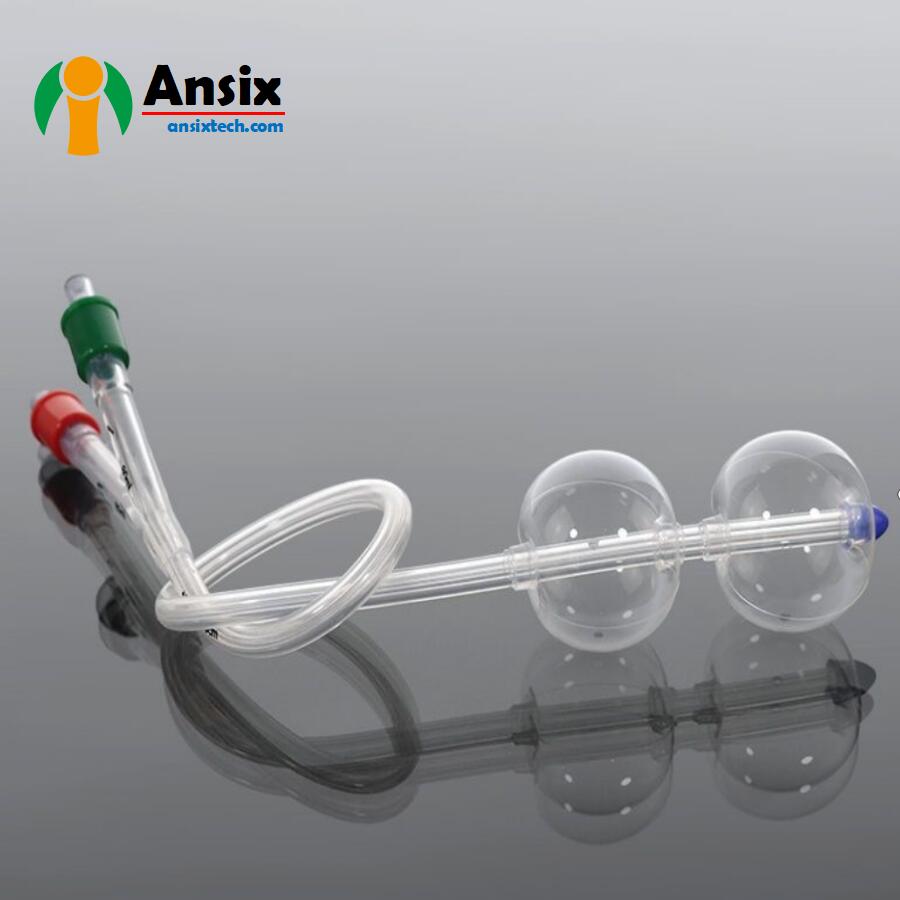
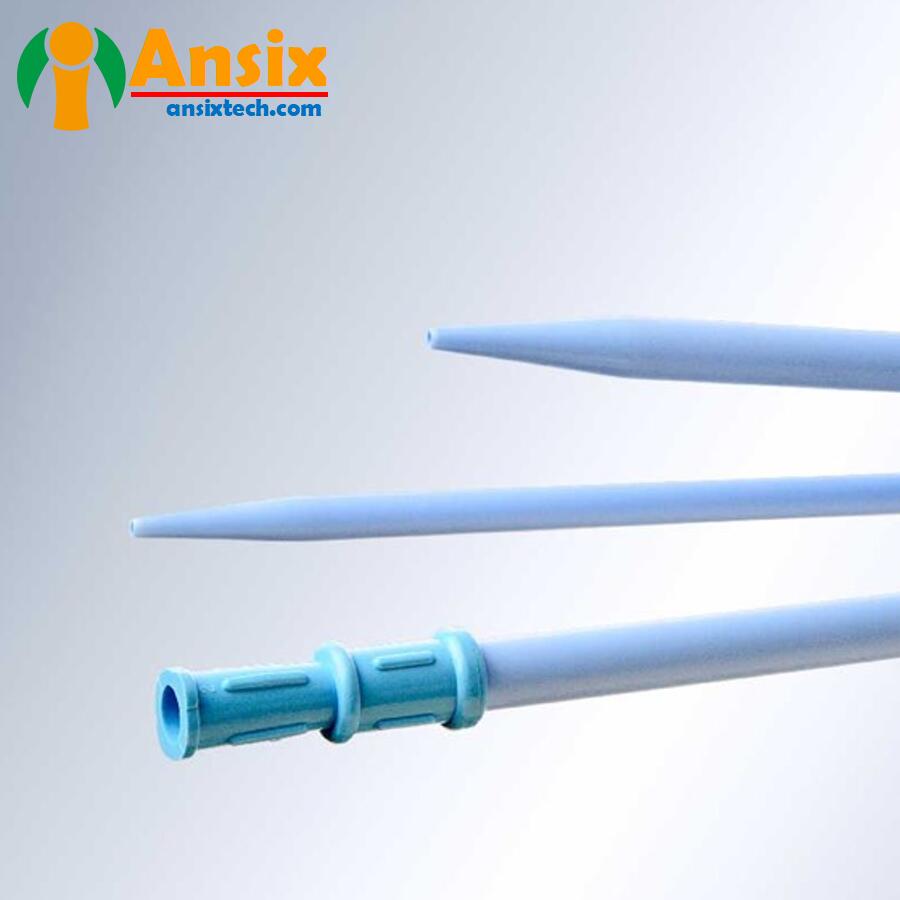
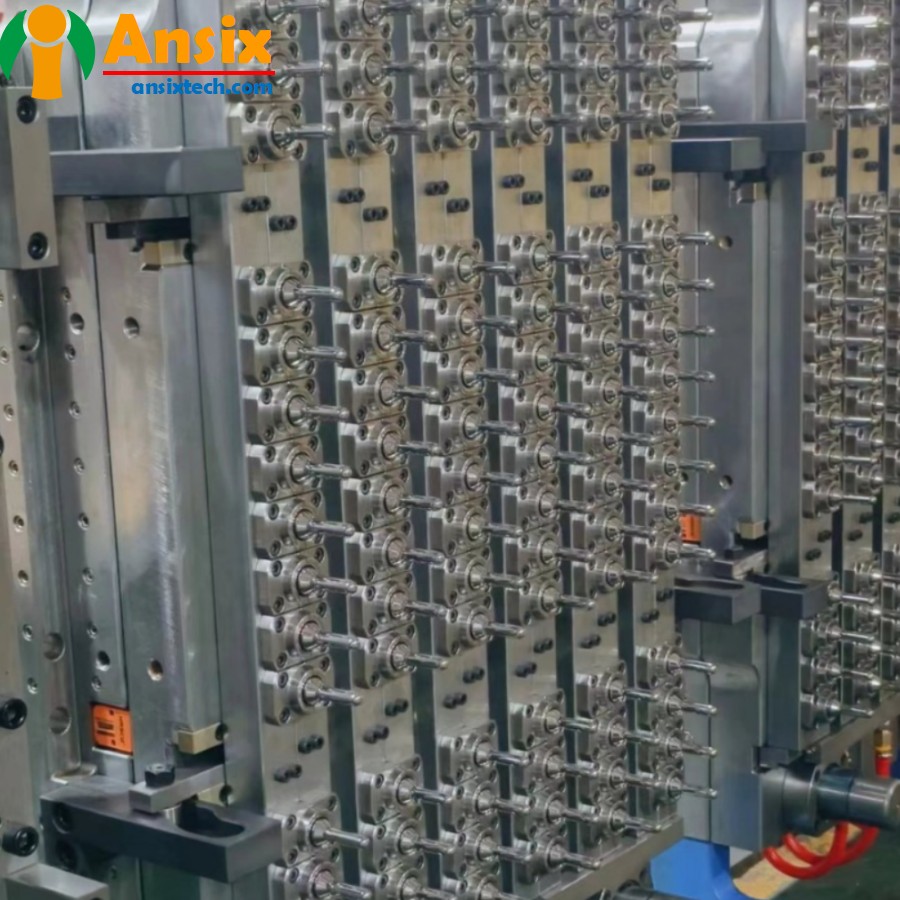
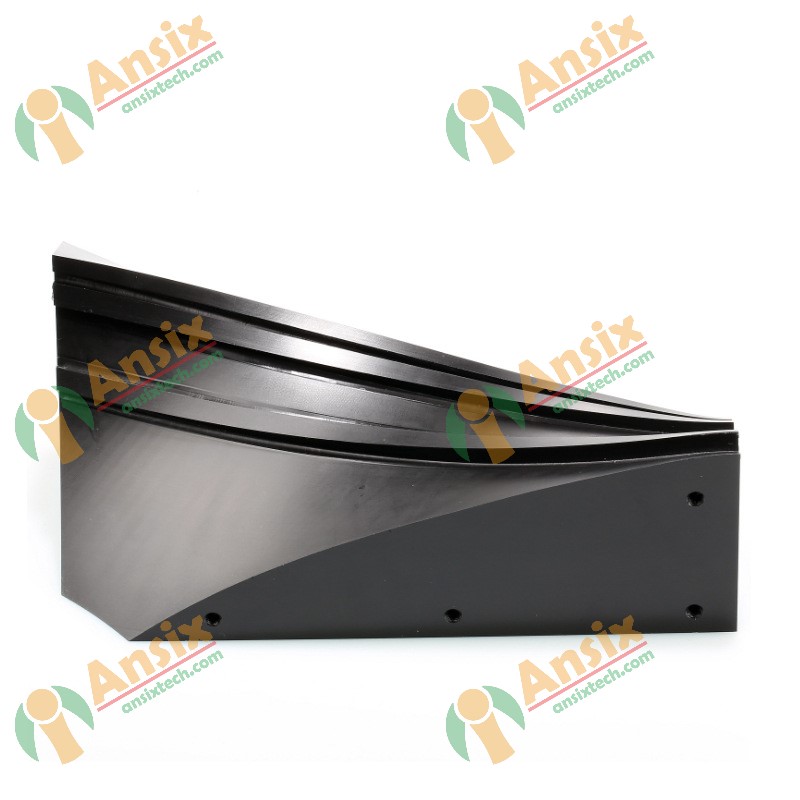
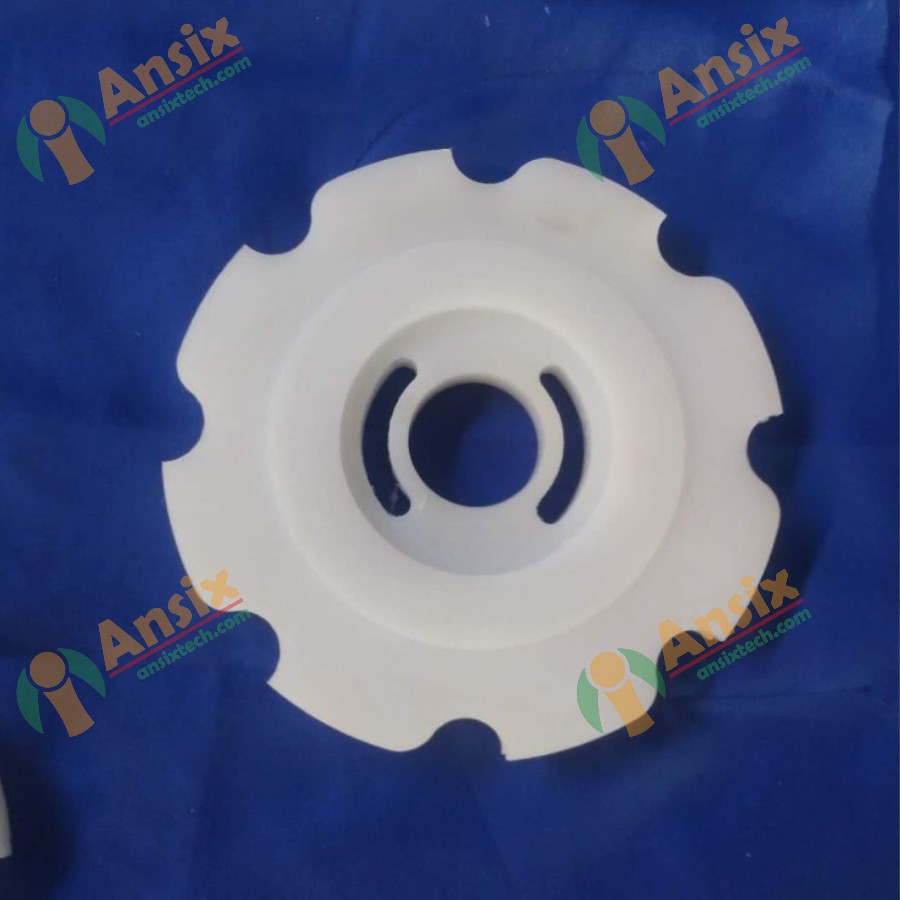
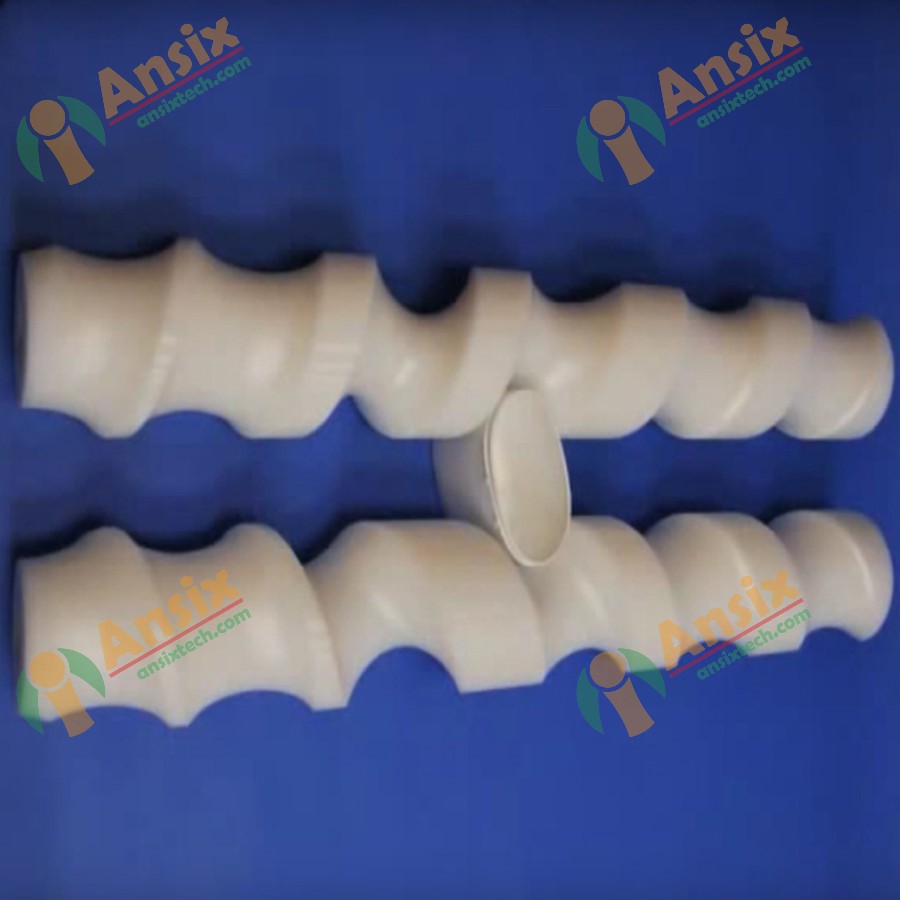
Шэньчжэньская компания Ansix Tech Co., Ltd.
Компания Dongguan Fuxiang Plastic Mold Co., Ltd.
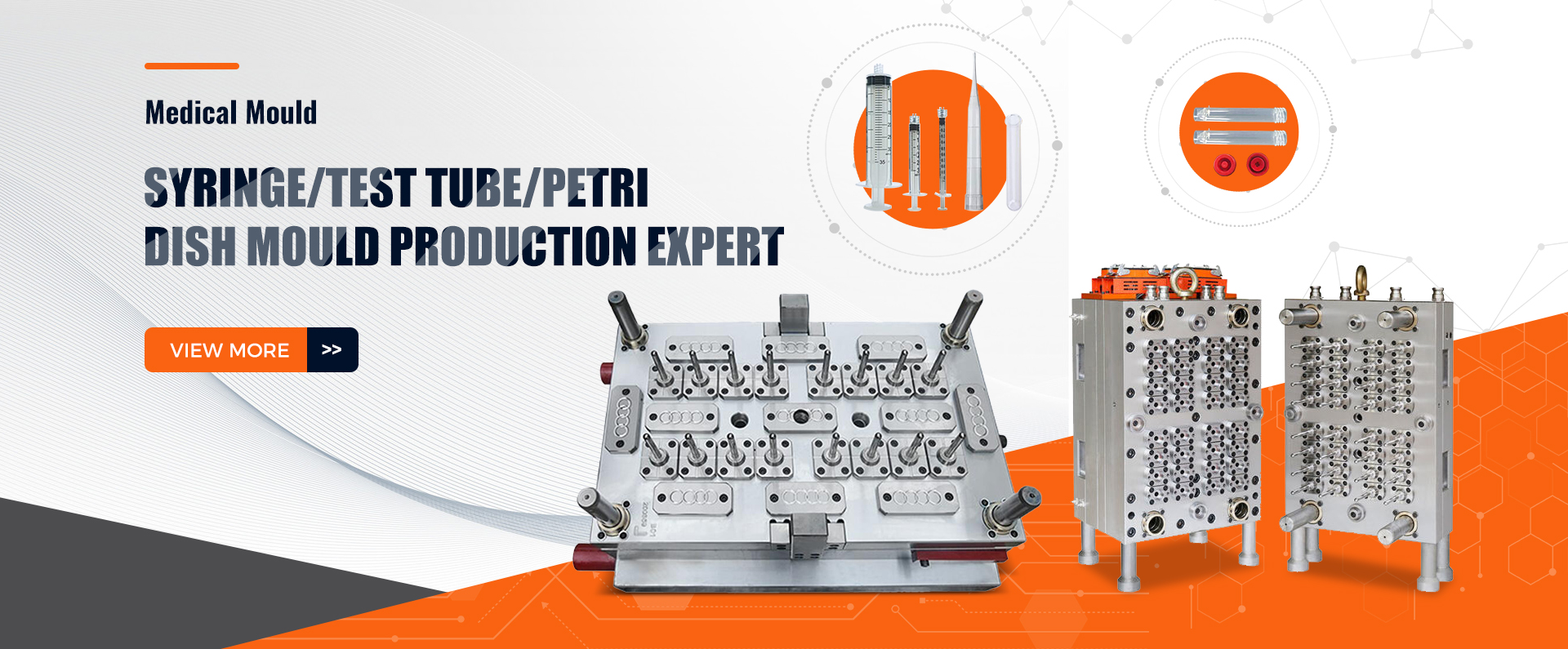
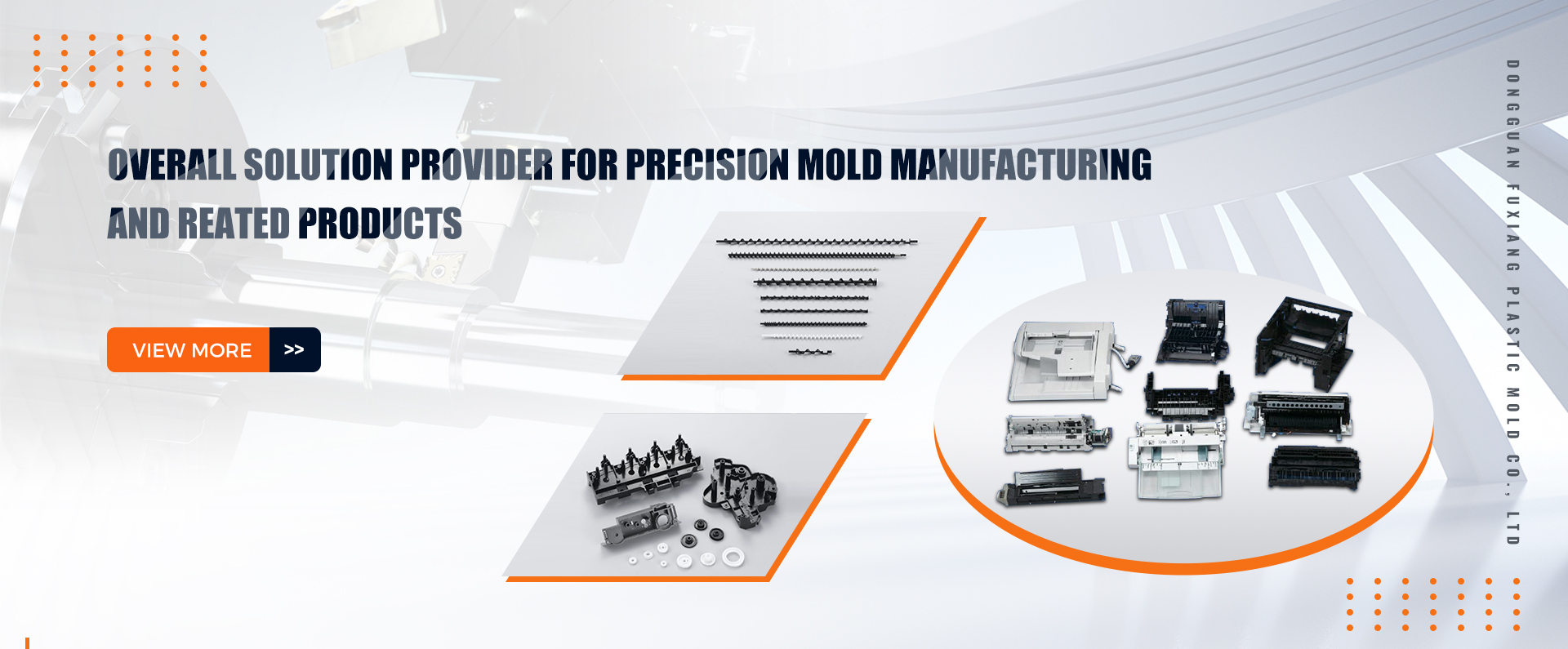
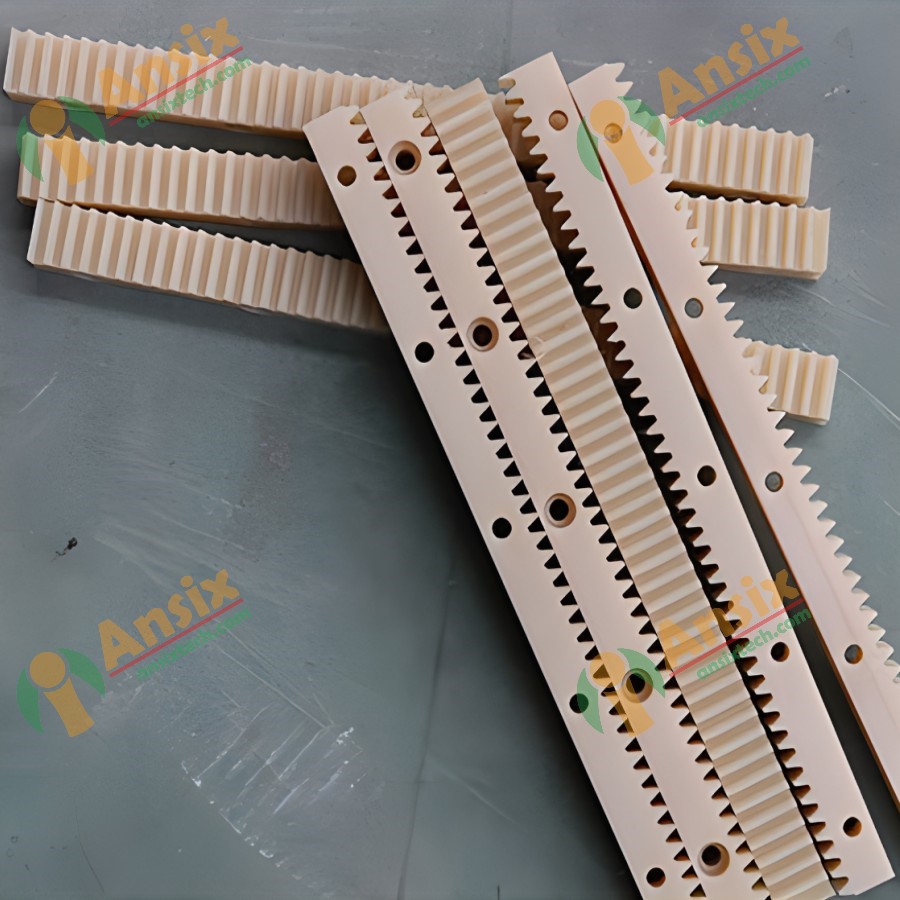
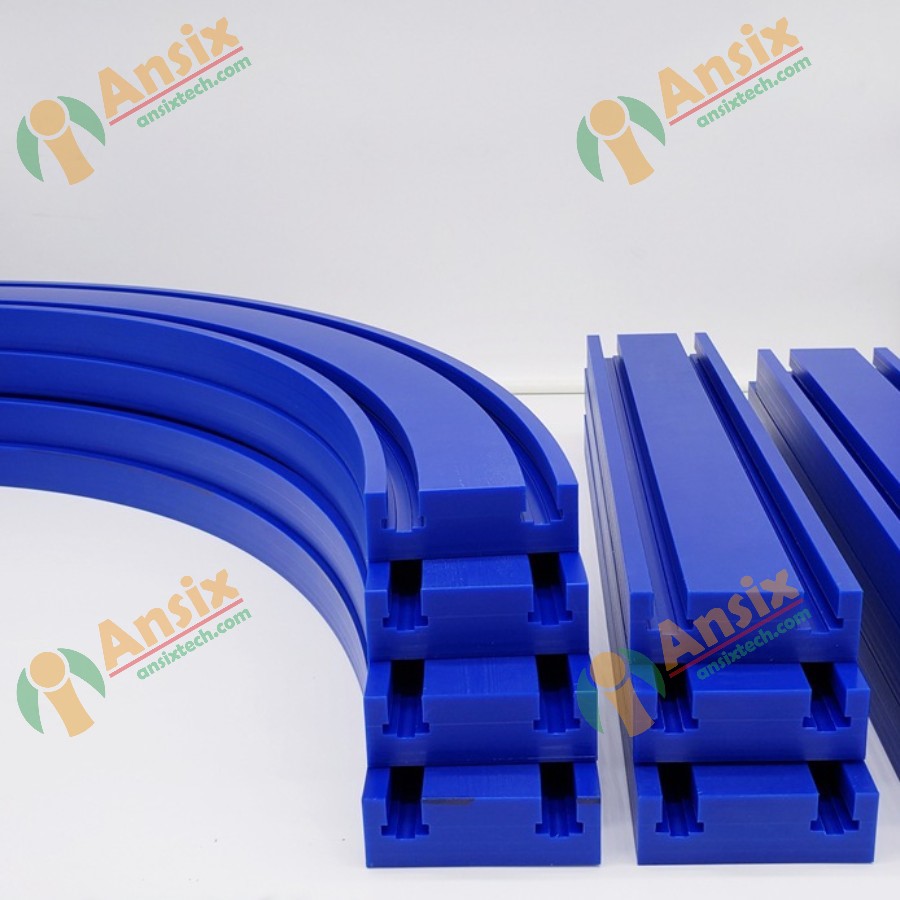
Ansix — производитель инструментов, специализирующийся на исследованиях и разработках, проектировании, производстве, продаже и обслуживании пластиковых форм и изделий. Наша компания специализируется на предоставлении нашим клиентам высококачественной, высокотехнологичной и конкурентоспособной продукции. Ansix Tech имеет полную систему контроля качества и успешно прошла испытания ISO9001, ISO14001, IATF16949, ISO13485. Ansix имеет четыре производственные базы в Китае и Вьетнаме. У нас есть в общей сложности 260 машин для литья под давлением. и тоннаж закачки от самых маленьких 30 тонн до 2800 тонн.
- 1998 годгодыОпыт производстваКомпания Ansix HongKong была основана в 1998 году.
- 200000㎡областьплощадь более 200000 квадратных метров
- 1200сотрудникиболее 1200 сотрудников
- 260машинывсего 260 термопластавтоматов

























































0102030405
корпоративныйНовости


01020304050607080910111213141516171819
связаться
Мы рады возможности предоставить вам наши продукты/услуги и надеемся установить с вами долгосрочные отношения сотрудничества.
расследование