

Stampo pre-deformazione

Stampo per ventola automobilistica. Stampaggio a iniezione delle pale della ventola di raffreddamento del serbatoio dell'acqua per auto
CARATTERISTICHE
- Stampo per ventola automobilistica. Stampaggio a iniezione delle pale della ventola di raffreddamento del serbatoio dell'acqua per auto
In generale, lo stampo a iniezione e il processo di stampaggio a iniezione per la produzione di pale di raffreddamento del serbatoio dell'acqua per automobili affrontano alcune difficoltà, come forme e strutture complesse, selezione e lavorazione dei materiali, ecc. Tuttavia, attraverso una progettazione e una produzione ragionevoli dello stampo, nonché un controllo preciso di parametri di stampaggio a iniezione e sistemi di raffreddamento, queste difficoltà possono essere superate e è possibile ottenere uno stampaggio a iniezione di ventole di raffreddamento del serbatoio dell'acqua per autoveicoli di alta qualità. Vi preghiamo di inviarci un messaggio (e-mail:info@ansixtech.com) in qualsiasi momento e il nostro team ti risponderà entro 12 ore.
-
Descrizione dello stampo
Materiali del prodotto:
computer
Materiale dello stampo:
2344
Numero di cavità:
1*1
Metodo di alimentazione della colla:
Canale caldo
Metodo di raffreddamento:
Raffreddamento dell'olio
Ciclo di stampaggio
38,5 s

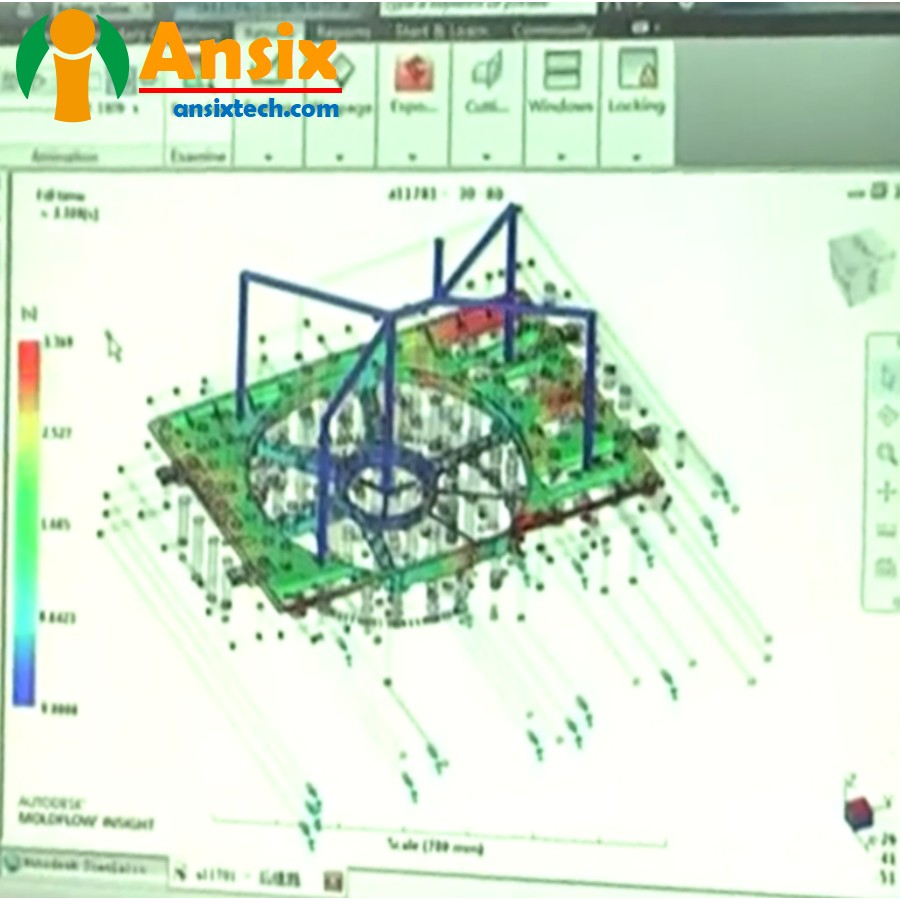
- La progettazione dello stampo e l'analisi del flusso dello stampo della copertura della pala della ventola di raffreddamento del serbatoio dell'acqua dell'automobile sono collegamenti chiave per garantire la qualità del prodotto e l'efficienza della produzione. Ecco alcuni degli aspetti chiave di progettazione e analisi coinvolti in un caso generale:Punti chiave della progettazione dello stampoProgettazione strutturale: progettare la struttura dello stampo per garantire che la struttura complessa e i dettagli della copertura della lama possano essere formati con precisione.Selezione del materiale: scegliere un materiale per stampi adatto, solitamente acciaio per utensili con elevata durezza, elevata resistenza e resistenza all'usura, per garantire la durata e la stabilità dello stampo.Progettazione del sistema di raffreddamento: progettare un sistema di raffreddamento ragionevole per garantire che i materiali plastici possano essere raffreddati rapidamente durante lo stampaggio a iniezione e ridurre i problemi di qualità causati da deformazione e ritiro irregolari.Design del cancello: un design ragionevole del cancello può garantire un riempimento uniforme della fusione e ridurre difetti come bolle e iniezione breve.Precisione della lavorazione dello stampo: la lavorazione dello stampo richiede un'elevata precisione per garantire le dimensioni e la qualità della superficie del prodotto finale.Dettagli dell'analisi del flusso dello stampoSimulazione di riempimento: simula il processo di riempimento del materiale fuso nella cavità dello stampo e valuta parametri quali tempo di riempimento, pressione di riempimento e velocità di riempimento per prevedere possibili difetti come scarso riempimento, bolle e iniezioni brevi.Simulazione di raffreddamento: effettua una simulazione di raffreddamento per valutare parametri quali tempo di raffreddamento, distribuzione della temperatura e restringimento per garantire un raffreddamento uniforme dell'intera copertura della lama e ridurre i problemi di qualità causati da deformazione e restringimento irregolari.Analisi dello stress termico: analizzare lo stress termico e progettare una struttura e un sistema di raffreddamento ragionevoli per ridurre l'impatto dello stress termico sulla qualità del prodotto.Ottimizzazione della struttura dello stampo: in base ai risultati dell'analisi del flusso dello stampo, la struttura dello stampo viene ottimizzata, inclusa l'ottimizzazione del sistema di raffreddamento, della progettazione del cancello, ecc., per migliorare la qualità dello stampaggio del prodotto e l'efficienza della produzione.Quanto sopra sono i punti chiave generali della progettazione dello stampo e dell'analisi del flusso dello stampo. Questi processi e analisi sono cruciali per garantire la qualità e l'efficienza della produzione della copertura della pala della ventola di raffreddamento del serbatoio dell'acqua dell'automobile.

- Quella che segue è una breve panoramica del processo di produzione dello stampo del coperchio della pala della ventola di raffreddamento del serbatoio dell'acqua automobilistico:Il coperchio della pala della ventola di raffreddamento del serbatoio dell'acqua dell'auto è un componente importante nel sistema di raffreddamento dell'auto. Viene utilizzato per coprire le pale della ventola di raffreddamento, guidare il flusso d'aria, aumentare l'effetto di dissipazione del calore e proteggere le pale della ventola da danni causati da oggetti esterni. La sua tecnologia di produzione e lavorazione richiede molteplici collegamenti come la progettazione di stampi, la lavorazione degli stampi e lo stampaggio a iniezione.Progettazione di stampiProgettazione strutturale: in base alla forma e alle dimensioni della copertura della lama, progettare la struttura dello stampo, compresa la cavità dello stampo, il sistema di raffreddamento, il cancello, ecc.Selezione del materiale: scegliere un materiale per stampi adatto, solitamente acciaio per utensili con elevata durezza, elevata resistenza e resistenza all'usura, per garantire la durata e la stabilità dello stampo.Progettazione del sistema di raffreddamento: progettare un sistema di raffreddamento ragionevole per garantire che i materiali plastici possano essere raffreddati rapidamente durante lo stampaggio a iniezione e ridurre i problemi di qualità causati da deformazione e ritiro irregolari.Design del cancello: un design ragionevole del cancello può garantire un riempimento uniforme della fusione e ridurre difetti come bolle e iniezione breve.Lavorazione dello stampoLa lavorazione degli stampi comprende lavorazione CNC, elettroerosione, taglio a filo e altri processi per eseguire lavorazioni di precisione delle parti dello stampo.Assemblaggio dello stampo: assemblaggio di parti dello stampo, inclusa l'installazione del sistema di raffreddamento, del sistema di accesso, ecc.Debug dello stampo: eseguire il debug dello stampo assemblato per garantire la precisione e la stabilità dello stampo.Stampaggio a iniezioneIl processo di stampaggio a iniezione richiede la selezione della macchina di stampaggio a iniezione e dei parametri di processo appropriati in base ai requisiti specifici di progettazione del coperchio della pala.Durante il processo di stampaggio a iniezione, la temperatura, la pressione e la velocità di iniezione devono essere rigorosamente controllate per garantire la qualità dello stampaggio del prodotto.Quanto sopra è una breve panoramica del processo di produzione dello stampo del coperchio delle pale della ventola di raffreddamento del serbatoio dell'acqua per autoveicoli. Questo processo richiede un controllo rigoroso di ogni collegamento per garantire la qualità e le prestazioni del prodotto finale.Le coperture delle pale delle ventole di raffreddamento dei radiatori automobilistici richiedono solitamente la selezione di materiali con buona resistenza al calore, resistenza alla corrosione e proprietà meccaniche. Ecco alcune scelte di materiali comuni e le loro proprietà:Nylon rinforzato con fibra di vetro (PA66-GF30): questo materiale ha una buona resistenza al calore e resistenza meccanica ed è adatto per applicazioni che devono resistere a temperature elevate e requisiti di elevata resistenza. Il nylon rinforzato con fibra di vetro ha anche una buona resistenza alla corrosione e rigidità ed è adatto per l'uso nella produzione di componenti automobilistici.Polipropilene (PP): il polipropilene ha una buona resistenza al calore e stabilità chimica, nonché un'elevata resistenza agli urti e rigidità. È adatto per la produzione di parti di automobili che richiedono resistenza alla corrosione e resistenza alle alte temperature. .Polifenilene solfuro (PPS): il polifenilene solfuro ha un'eccellente resistenza al calore, resistenza alla corrosione e proprietà meccaniche ed è adatto per la produzione di parti automobilistiche in ambienti ad alta temperatura, come parti nel vano motore. .Polistirene (PS): il polistirene ha buone proprietà di stampaggio e qualità superficiale ed è adatto per la produzione di parti automobilistiche con elevati requisiti estetici.Lega di alluminio: la lega di alluminio è una scelta comune per alcune applicazioni che richiedono maggiore robustezza e resistenza alla corrosione. La lega di alluminio ha una bassa densità e una buona conduttività termica, che la rendono adatta alla produzione di componenti automobilistici leggeri.Questi materiali hanno proprietà diverse nella produzione di coperture delle pale delle ventole di raffreddamento dei radiatori automobilistici e possono essere selezionati in base a requisiti applicativi specifici e considerazioni sui costi. Quando si selezionano i materiali, fattori quali l'ambiente di utilizzo del prodotto, i costi, le prestazioni di lavorazione, ecc. devono essere considerati in modo completo per garantire che il prodotto finale abbia buone prestazioni ed economia.
- La produzione tramite stampaggio a iniezione di volumi elevati di coperture delle pale delle ventole di raffreddamento dei radiatori automobilistici richiede una combinazione di configurazione automatizzata e garanzia della qualità del processo per garantire l'efficienza della produzione e la qualità del prodotto. Di seguito sono riportate alcune possibili misure di controllo della produzione e della qualità:Configurazione automatizzataLinea di produzione automatizzata di stampaggio a iniezione: introdurre una linea di produzione automatizzata di stampaggio a iniezione, comprendente alimentazione automatica, stampaggio automatico, sformatura automatica e altri collegamenti per migliorare l'efficienza della produzione e ridurre l'intervento manuale.Attrezzature intelligenti per lo stampaggio a iniezione: utilizzare apparecchiature intelligenti per lo stampaggio a iniezione per ottenere uno stampaggio a iniezione ad alta velocità e alta precisione, migliorando l'efficienza produttiva e la consistenza del prodotto.Sistema di cambio stampo automatizzato: utilizzare un sistema di cambio stampo automatizzato per ridurre i tempi di cambio stampo e migliorare l'utilizzo della linea di produzione.Sistema di monitoraggio della qualità online: introdurre un sistema di monitoraggio della qualità online per monitorare le dimensioni, l'aspetto, ecc. del prodotto in tempo reale e rilevare e gestire le anomalie in modo tempestivo.Garanzia di qualità del processoControllo dei parametri del processo di stampaggio a iniezione: controllare rigorosamente i parametri del processo di stampaggio a iniezione per garantire una qualità di stampaggio del prodotto stabile.Ispezione delle dimensioni del prodotto: utilizzare apparecchiature automatizzate per l'ispezione delle dimensioni per condurre un'ispezione online delle dimensioni del prodotto per garantire la stabilità delle dimensioni del prodotto.Ispezione della qualità dell'aspetto: introdurre apparecchiature automatizzate per l'ispezione della qualità dell'aspetto per condurre un'ispezione online dell'aspetto del prodotto per garantire una qualità dell'aspetto stabile del prodotto.Tracciabilità dei registri di qualità: stabilire un sistema completo di tracciabilità dei registri di qualità per registrare e tracciare i dati di qualità durante il processo di produzione per garantire che la qualità del prodotto sia controllabile.Collaborazione uomo-macchinaFormazione e miglioramento delle competenze: fornire formazione al personale di produzione per migliorare le proprie capacità di funzionamento e manutenzione delle apparecchiature di automazione per garantire il normale funzionamento delle apparecchiature.Partecipazione del personale al controllo di qualità: incoraggiare il personale di produzione a partecipare al controllo di qualità e a scoprire e risolvere tempestivamente i problemi di qualità nel processo di produzione.Attraverso le misure di cui sopra, è possibile migliorare l'efficienza produttiva dello stampaggio a iniezione e la qualità dei prodotti delle coperture delle pale delle ventole di raffreddamento dei serbatoi dell'acqua delle automobili, garantendo che i prodotti possano soddisfare la domanda del mercato e migliorare la competitività dell'impresa.