

Produk

Cetakan penutup penyesuaian bagian pengatur plastik perkakas dapur
FITUR
-
Deskripsi Cetakan
Bahan Produk:
POM
Bahan Cetakan:
S136
Jumlah Rongga:
1
Metode Pemberian Lem:
Pelari dingin
Metode Pendinginan:
Pendingin air
Siklus Pencetakan
22,5 detik

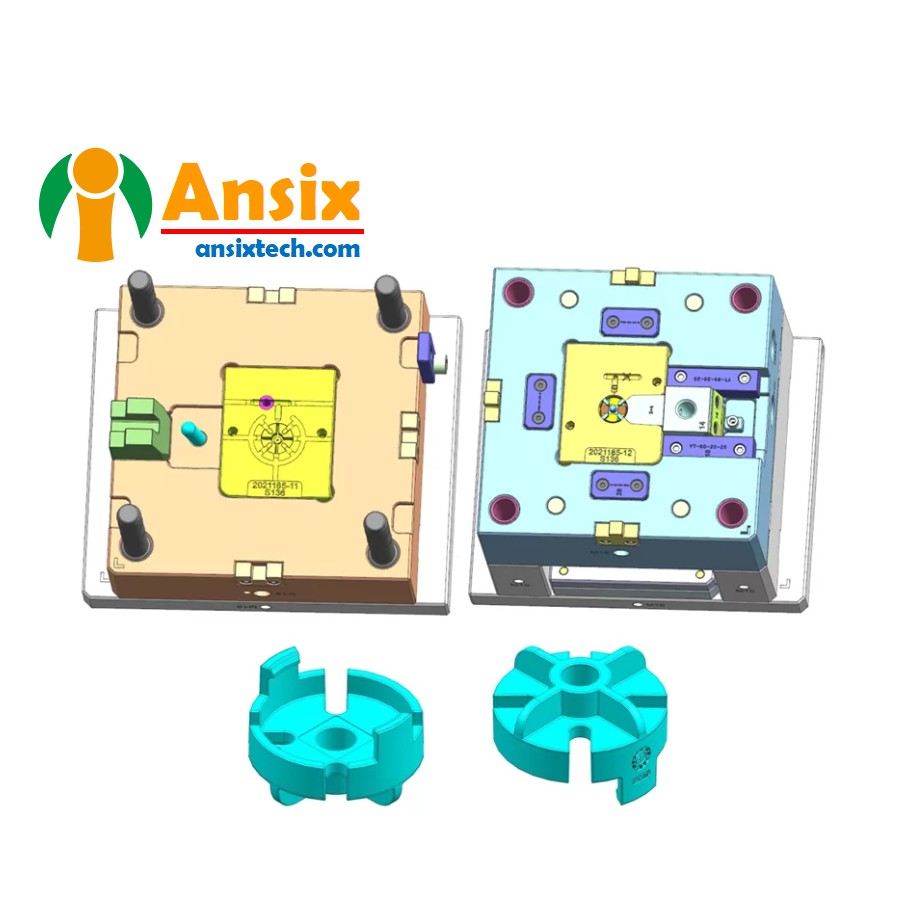
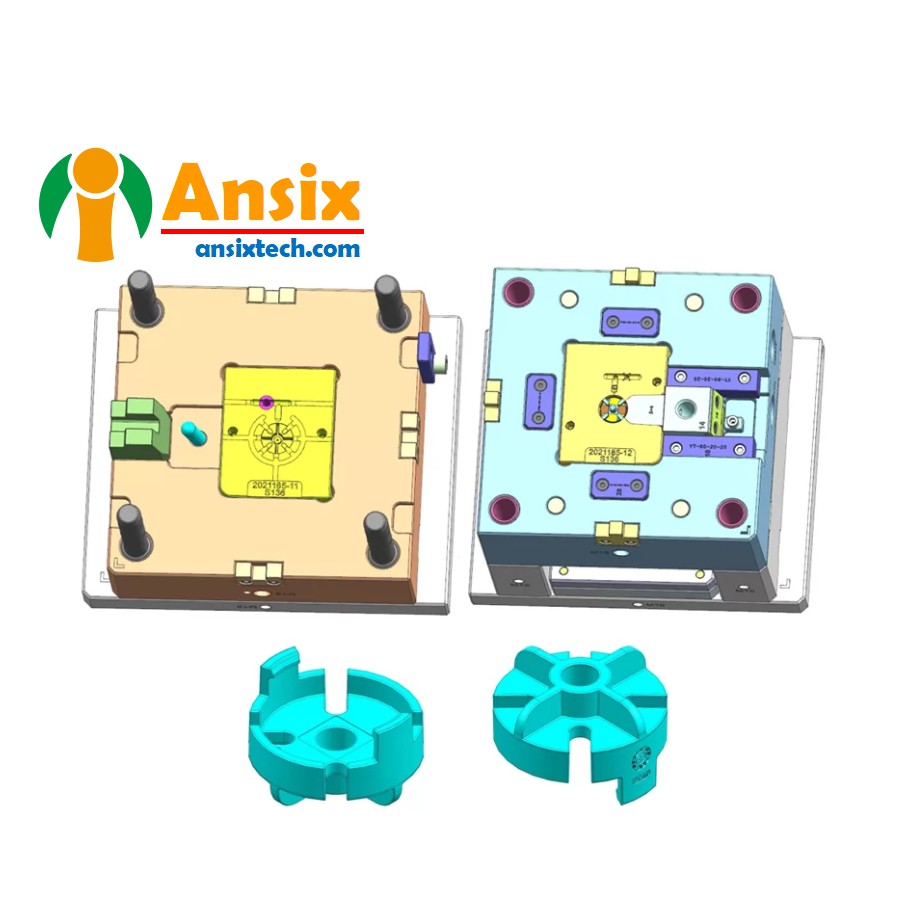
- Perkakas dapur penyesuaian bagian pengatur plastik menutupi cetakan Analisis aliran cetakan dan desain cetakanAnalisis desain dan aliran cetakan cetakan penutup pengatur alat dapur:Desain cetakan:Sesuai dengan persyaratan desain penutup penyesuaian regulator, tentukan struktur cetakan, termasuk rongga cetakan, inti cetakan, sistem demoulding, sistem pendingin, dll.Pastikan keakuratan dan ukuran cetakan memenuhi persyaratan untuk menjamin kualitas dan stabilitas cetakan injeksi.Pertimbangkan daya tahan dan kemudahan perawatan cetakan, dan rancang struktur dan bagian cetakan secara rasional untuk meningkatkan umur dan kemudahan perawatan cetakan.Analisis aliran cetakan:Gunakan perangkat lunak analisis aliran cetakan untuk mengimpor model CAD dari tutup penyesuaian regulator dan mengatur parameter proses pencetakan injeksi, seperti kecepatan injeksi, suhu, tekanan, dll.Melakukan analisis aliran cetakan untuk mensimulasikan aliran lelehan, pengisian, pendinginan, dan proses lainnya selama proses pencetakan injeksi untuk mengevaluasi kinerja pengisian, gelembung, tembakan pendek, dan cacat lainnya, serta mengoptimalkan parameter proses pencetakan injeksi.Selama proses desain cetakan dan analisis aliran cetakan, Anda perlu memperhatikan hal-hal berikut:Pastikan kinerja pengisian: Melalui analisis aliran cetakan, parameter proses pencetakan injeksi dioptimalkan untuk memastikan kinerja pengisian yang baik dan menghindari cacat.Desain sistem pendingin: Rancang sistem pendingin secara wajar untuk memastikan efek pendinginan yang baik selama proses pencetakan injeksi dan meningkatkan efisiensi produksi dan kualitas produk.Desain sistem demoulding: Sesuai dengan bentuk dan persyaratan penutup penyetelan regulator, rancang sistem demoulding yang sesuai untuk memastikan bahwa penutup penyetelan dapat dibongkar dengan lancar dan menghindari kerusakan dan deformasi.Urutan pencetakan injeksi dan lokasi titik injeksi: Tentukan urutan injeksi dan lokasi titik injeksi untuk memastikan bahwa bahan plastik dapat mengisi rongga cetakan sepenuhnya dan menghindari rongga dan cacat.Melalui desain cetakan yang masuk akal dan analisis aliran cetakan, cetakan penutup penyesuaian regulator peralatan dapur berkualitas tinggi dapat diperoleh. Harap dicatat bahwa desain cetakan dan analisis aliran cetakan memerlukan pengetahuan dan pengalaman profesional. Disarankan untuk bekerja sama dengan tim desain cetakan dan analisis aliran cetakan profesional untuk memastikan keakuratan dan keandalan desain dan analisis.

- Penyesuaian bagian pengatur plastik perkakas dapur menutupi cetakan proses pembuatan cetakan dan pemilihan bahan produkPembuatan dan pemrosesan cetakan penutup pengatur pengatur peralatan dapur serta pemilihan dan penerapan bahan cetakan injeksi:Pembuatan dan pemrosesan cetakan:Menurut desain cetakan, pilih teknologi dan peralatan pemrosesan yang sesuai, seperti pusat permesinan CNC, mesin EDM, dll.Pemrosesan bagian cetakan, termasuk rongga cetakan, inti cetakan, sistem demoulding, sistem pendingin, dll. Pastikan keakuratan dan ukuran pemrosesan memenuhi persyaratan.Rakit bagian cetakan untuk memastikan kesesuaian dan penyesuaian bagian yang akurat serta memastikan stabilitas dan keandalan cetakan.Pemilihan bahan cetakan injeksi:Pilih bahan cetakan injeksi yang sesuai dengan persyaratan penutup pengatur pengatur peralatan dapur. Bahan yang umum digunakan antara lain ABS (acrylonitrile-butadiene-styrene copolymer).Bahan ABS memiliki kekuatan, kekakuan dan ketahanan benturan yang baik. Sangat cocok untuk pembuatan penutup pengatur pengatur peralatan dapur dan dapat memenuhi persyaratan kekuatan dan daya tahan produk.Bahan ABS juga memiliki ketahanan kimia dan panas yang baik, serta dapat beradaptasi dengan bahan kimia dan suhu tinggi di lingkungan dapur.Selama proses pembuatan cetakan dan pemilihan bahan cetakan injeksi serta proses penerapannya, Anda perlu memperhatikan hal-hal berikut:Akurasi pemrosesan dan kontrol ukuran: Pastikan keakuratan pemrosesan dan ukuran bagian cetakan memenuhi persyaratan untuk memastikan kualitas dan stabilitas cetakan injeksi.Perawatan permukaan cetakan: Sesuai dengan persyaratan penutup penyesuaian regulator, lakukan perawatan permukaan yang sesuai, seperti penggilingan, pemolesan, dll., untuk meningkatkan kualitas permukaan dan kehalusan penutup penyesuaian.Pengendalian parameter proses pencetakan injeksi: Sesuai dengan karakteristik bahan ABS, parameter proses pencetakan injeksi dirancang dan dikontrol secara wajar untuk memastikan bahwa kinerja pengisian dan efek pengawetan bahan memenuhi persyaratan.Pemilihan dan sertifikasi bahan: Pilih bahan cetakan injeksi yang memenuhi standar dan persyaratan sertifikasi yang relevan untuk memastikan keamanan dan kebersihan produk.Singkatnya, pembuatan dan pemrosesan cetakan penutup pengatur pengatur peralatan dapur serta pemilihan dan penerapan bahan cetakan injeksi memerlukan pemilihan teknik dan peralatan pemrosesan yang tepat, serta pemilihan bahan ABS dengan kekuatan, kekakuan, dan ketahanan benturan yang baik. Melalui pemrosesan yang wajar dan kontrol parameter proses pencetakan injeksi, tutup simpul berkualitas tinggi yang dapat disesuaikan dapat dicapai. Harap dicatat bahwa pemrosesan pembuatan cetakan dan pemilihan bahan cetakan injeksi memerlukan pengetahuan dan pengalaman profesional. Disarankan untuk bekerja sama dengan pembuat cetakan profesional dan pemasok bahan cetakan injeksi untuk memastikan keakuratan dan keandalan pembuatan dan pemilihan.
- Cetakan penutup penyesuaian bagian pengatur plastik perkakas dapur Produksi massal dan kontrol kualitasUntuk mencapai produksi cetakan injeksi batch dan pemrosesan sekunder (seperti sablon sutra, injeksi minyak, dan pengelasan) penyesuaian regulator peralatan dapur meliputi:Produksi cetakan injeksi:Siapkan mesin cetak injeksi, cetakan dan bahan cetak injeksi yang sesuai, seperti ABS.Melaksanakan produksi cetakan injeksi sesuai dengan desain cetakan, dan memastikan kinerja pengisian dan kualitas produk dengan mengoptimalkan parameter proses pencetakan injeksi.Gunakan peralatan produksi otomatis, seperti mesin cetak injeksi otomatis dan sistem robot, untuk mencapai produksi yang efisien serta meningkatkan efisiensi dan konsistensi produksi.Melakukan kontrol kualitas dan inspeksi untuk memastikan bahwa produk memenuhi standar kualitas, termasuk kualitas penampilan, akurasi dimensi dan kinerja fisik, dll.Pemrosesan sekunder:Lakukan pencetakan sutra: Sesuai dengan persyaratan desain, lakukan pencetakan sutra pada penutup penyesuaian, seperti logo, pola, dll. Gunakan peralatan sablon dan tinta yang sesuai untuk memastikan kualitas dan daya tahan sablon.Minyak semprot: Sesuai dengan persyaratan desain, semprotkan minyak pada tutup pengatur, seperti warna, tekstur, dll. Gunakan peralatan penyemprot dan bahan penyemprot yang sesuai untuk memastikan hasil dan daya tahan penyemprotan.Lakukan pengelasan: Jika perlu, las penutup penyetel, seperti pengelasan untuk menyambung bagian lain. Gunakan peralatan dan proses pengelasan yang sesuai untuk memastikan kualitas dan kekuatan pengelasan.Selama produksi cetakan injeksi batch dan pemrosesan sekunder, Anda perlu memperhatikan hal-hal berikut:Pengendalian efisiensi produksi: Mengoptimalkan efisiensi produksi, mengurangi siklus produksi dan meningkatkan kapasitas produksi melalui perencanaan produksi dan proses produksi yang wajar.Pengendalian mutu proses: Membangun sistem kendali mutu yang lengkap, termasuk pemeriksaan mutu, pengendalian proses, dan pemrosesan produk cacat, untuk memastikan bahwa produk memenuhi standar mutu.Pengendalian biaya: Mengoptimalkan proses produksi dan penggunaan material untuk mengurangi biaya produksi. Pada saat yang sama, analisis dan optimalisasi biaya dilakukan untuk mencari peluang pengurangan biaya.Melalui langkah-langkah produksi cetakan injeksi yang wajar dan pemrosesan sekunder (sablon sutra, injeksi bahan bakar, pengelasan), produksi massal penutup penyesuaian regulator peralatan dapur dapat dicapai, dan efisiensi produksi, pengendalian kualitas proses, dan efek pengendalian biaya dapat ditingkatkan. Hal ini meningkatkan efisiensi produksi, mengurangi biaya, dan memastikan kualitas dan konsistensi produk.