

Продукты
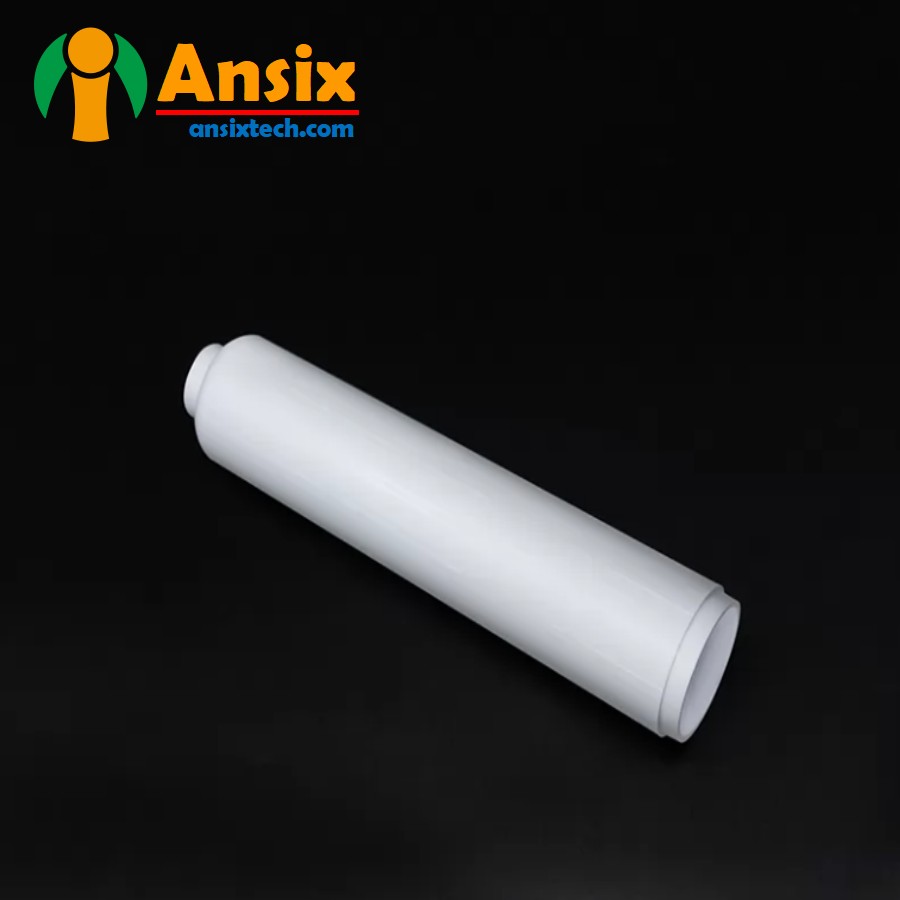
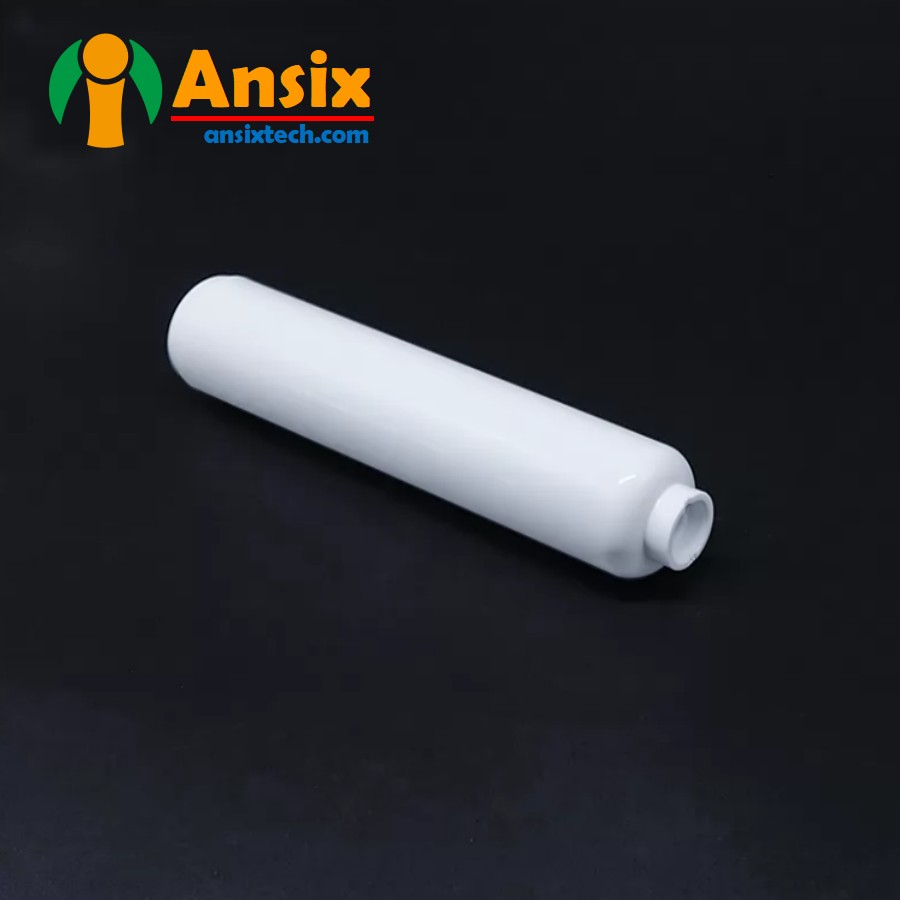
10-дюймовая литьевая форма для бытового водоочистителя для оболочки мембраны обратного осмоса
ФУНКЦИИ
-
Описание формы
Материалы продукта:
ПП
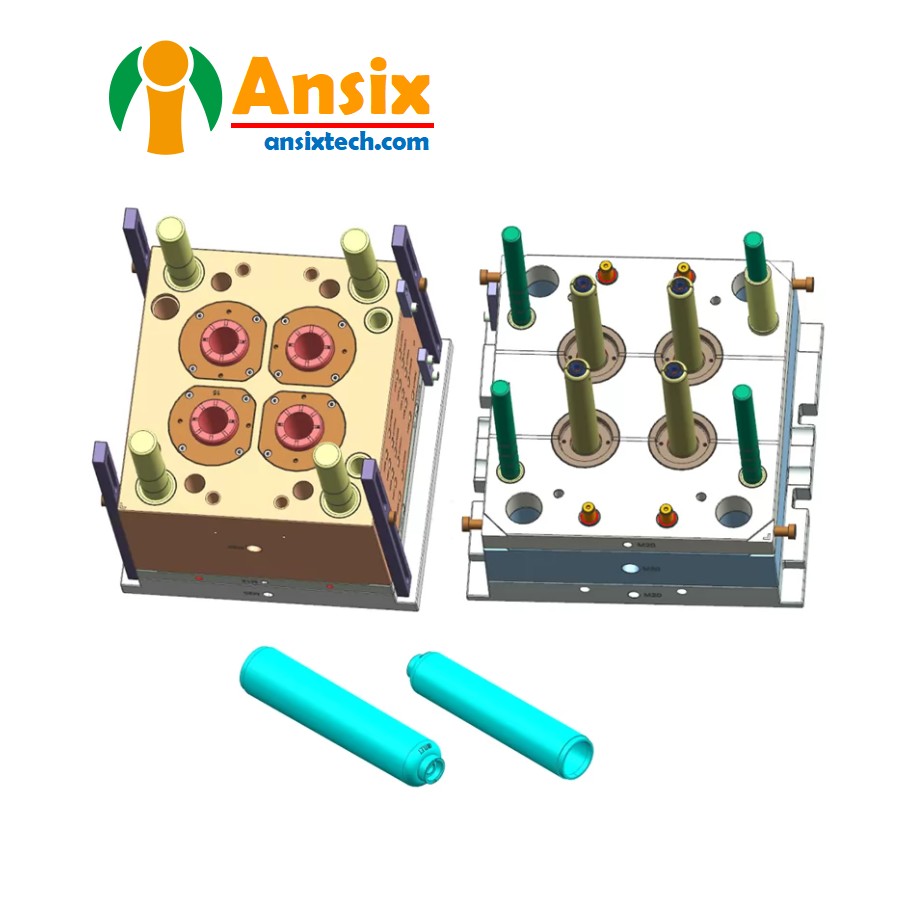
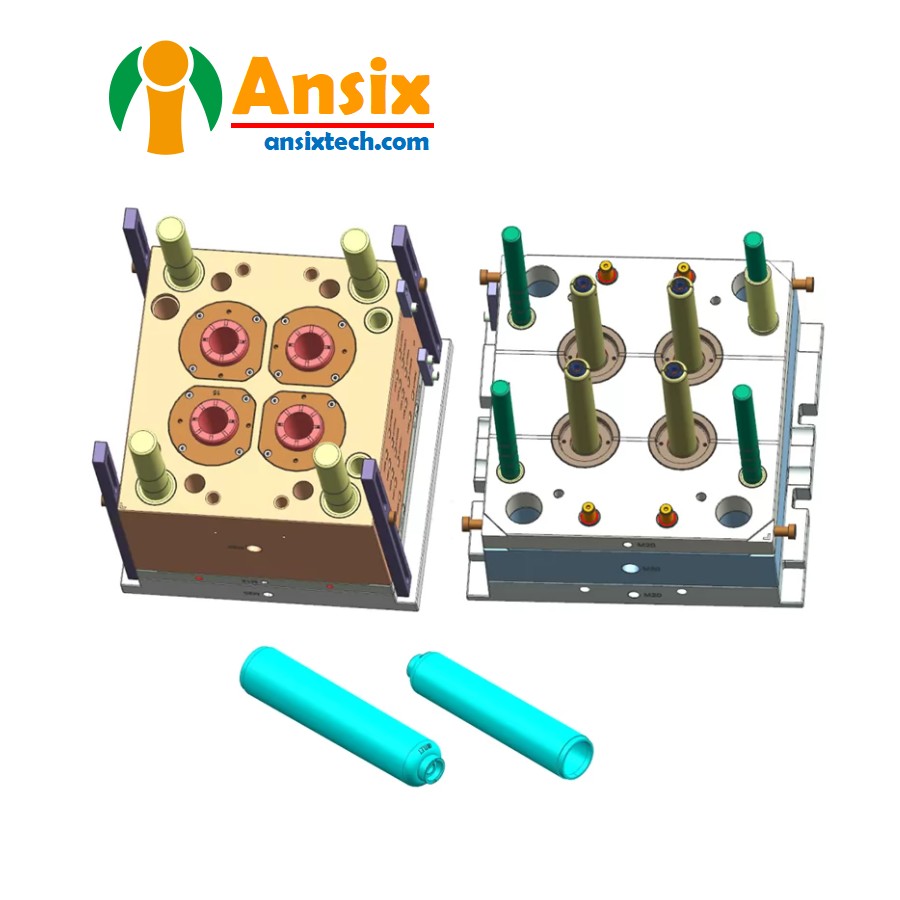
Материал формы:
738
Количество полостей:
1*4
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
31,5 с

- 10-дюймовая литьевая форма для бытового водоочистителя для оболочки мембраны обратного осмоса. Анализ потока пресс-формы и проектирование пресс-формыПри проектировании 10-дюймовой формы корпуса из полипропилена с мембраной обратного осмоса для бытового водоочистителя вы можете выполнить следующие шаги для проектирования и анализа текучести пресс-формы:Конструкция конструкции пресс-формы:В соответствии с требованиями к конструкции оболочки мембраны обратного осмоса определите структуру формы, включая полость формы, сердечник формы, систему извлечения из формы, систему охлаждения и т. д.Убедитесь, что точность и размер формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Учитывайте долговечность и простоту обслуживания формы, а также рационально проектируйте конструкцию и части формы, чтобы продлить срок службы и упростить обслуживание формы.Проектирование параметров процесса литья под давлением:Определите соответствующие параметры процесса литья под давлением, такие как скорость впрыска, температура, давление и т. д., на основе характеристик полипропиленового материала и требований оболочки мембраны обратного осмоса.Оптимизируйте параметры процесса литья под давлением посредством анализа текучести пресс-форм и экспериментов, чтобы обеспечить производительность наполнения и качество продукции.Конструкция системы охлаждения:Разумно спроектируйте систему охлаждения, чтобы обеспечить хороший охлаждающий эффект в процессе литья под давлением и повысить эффективность производства и качество продукции.Учитывайте форму и размер оболочки мембраны обратного осмоса, чтобы определить компоновку системы охлаждения и путь потока охлаждающей среды для улучшения охлаждающего эффекта.Конструкция системы распалубки:В соответствии с формой и требованиями оболочки мембраны обратного осмоса разработайте подходящую систему извлечения из формы, чтобы обеспечить плавное извлечение оболочки мембраны обратного осмоса и избежать повреждений и деформации.Учитывайте силу извлечения из формы и угол извлечения из формы, чтобы определить структуру и части системы извлечения из формы, чтобы улучшить эффект извлечения из формы.Выбор материала пресс-формы:Выбирайте подходящие материалы формы, например, высококачественную сталь, чтобы обеспечить долговечность и стабильность формы.В соответствии с требованиями оболочки мембраны обратного осмоса выберите износостойкие и коррозионностойкие материалы пресс-формы, чтобы увеличить срок службы пресс-формы.Анализ течения пресс-формы:Используйте программное обеспечение для анализа текучести пресс-формы, чтобы импортировать CAD-модель оболочки мембраны обратного осмоса и установить параметры процесса литья под давлением.Проведите анализ текучести пресс-формы, чтобы смоделировать течение расплава, заполнение, охлаждение и другие процессы в процессе литья под давлением, чтобы оценить производительность наполнения, пузырьки, короткие выстрелы и другие дефекты, а также оптимизировать параметры процесса литья под давлением.Благодаря разумному проектированию и анализу текучести пресс-формы можно получить высококачественную 10-дюймовую форму для корпуса из полипропилена с мембраной обратного осмоса для бытового водоочистителя. Обратите внимание, что проектирование пресс-форм и анализ текучести пресс-форм требуют профессиональных знаний и опыта, и рекомендуется сотрудничать с профессиональной командой по проектированию пресс-форм и анализу текучести пресс-форм, чтобы обеспечить точность и осуществимость проектирования и анализа.

- 10-дюймовая литьевая форма для бытового водоочистителя для оболочки RO-мембраны процесса производства формы и выбора материала изделияИзготовление и обработка формы полипропиленового корпуса для мембранного корпуса RO 10-дюймового бытового водоочистителя, а также выбор и применение полипропиленового материала корпуса:1. Сложная структура: корпуса фильтрующих элементов водоочистителя обычно имеют сложную конструкцию, включая внутреннюю резьбу, соединения, опорные конструкции фильтрующего элемента и т. д. При проектировании и обработке пресс-формы необходимо учитывать эти сложные структурные характеристики.2. Требования к высокой точности размеров: точность размеров корпуса фильтра водоочистителя высокая, особенно точность размеров внутренней резьбы и соединений. Обработка пресс-форм должна обеспечивать точность размеров и постоянство продукта.3. Выбор материала. Корпус фильтрующего элемента водоочистителя обычно должен быть изготовлен из устойчивых к высоким температурам, давлению и коррозии пластиковых материалов, чтобы обеспечить срок службы и стабильность продукта.4. Управление процессом литья под давлением. Процесс литья под давлением корпуса фильтра водоочистителя должен строго контролироваться, включая давление впрыска, скорость, температуру и другие параметры процесса, чтобы обеспечить качество формования продукта.При выборе материала корпуса фильтра водоочистителя обычно необходимо учитывать следующие факторы:1. Устойчивость к высоким температурам. Корпус фильтра водоочистителя должен иметь определенную устойчивость к высоким температурам, чтобы обеспечить стабильность в условиях высоких температур.2. Устойчивость к давлению. Корпус фильтрующего элемента водоочистителя должен иметь определенную устойчивость к давлению, чтобы гарантировать, что продукт не деформируется и не сломается во время использования.3. Коррозионная стойкость. Корпус фильтра водоочистителя должен обладать определенной коррозионной стойкостью, чтобы гарантировать, что продукт не подвергнется коррозии при контакте с водой.4. Производительность обработки литьем под давлением: материал должен иметь хорошие характеристики обработки литьем под давлением, чтобы обеспечить качество литья и эффективность производства продукта.Обычные материалы, используемые для изготовления корпусов фильтрующих картриджей водоочистителей, включают:1. Полипропилен (ПП): ПП-материал обладает хорошей термостойкостью, коррозионной стойкостью и характеристиками литья под давлением, а также подходит для изготовления корпусов фильтров для очистки воды.2. Полиэфирсульфон (ПЭС): материал ПЭС обладает превосходной устойчивостью к высоким температурам и давлению и подходит для изготовления корпусов фильтров для очистки воды при высокой температуре и высоком давлении.3. Политетрафторэтилен (ПТФЭ): материал ПТФЭ обладает превосходной коррозионной стойкостью и устойчивостью к высоким температурам и подходит для изготовления корпусов фильтров водоочистителей, которые обладают высокой химической коррозией.При выборе материалов необходимо учитывать комплексные соображения, основанные на конкретных требованиях к продукту и среде использования.Выбор материала корпуса ПП:Выберите подходящий материал в соответствии с требованиями корпуса мембраны RO 10-дюймового бытового водоочистителя. Обычно используемые материалы включают полипропилен (ПП).Материал ПП обладает хорошей химической стойкостью, устойчивостью к высоким температурам и механическими свойствами. Он подходит для изготовления корпусов мембран обратного осмоса для водоочистителей и может отвечать требованиям химической стойкости и высокой температуры окружающей среды.При изготовлении и обработке форм для корпусов из полипропилена для мембранных оболочек водоочистителей, а также при выборе и применении материалов для изготовления корпусов из полипропилена необходимо учитывать следующие моменты:Обработка поверхности формы: В соответствии с требованиями корпуса мембраны RO очистителя воды выполните соответствующую обработку поверхности, такую как шлифовка, полировка и т. д., чтобы улучшить качество поверхности и гладкость корпуса.Контроль параметров процесса литья под давлением: в соответствии с характеристиками полипропиленового материала оболочки параметры процесса литья под давлением разумно проектируются и контролируются, чтобы гарантировать, что характеристики наполнения и эффект отверждения материала соответствуют требованиям.Производство и обработка форм для корпусов из полипропилена для 10-дюймовых мембранных корпусов бытовых водоочистителей, а также выбор и применение материалов корпуса из полипропилена требуют выбора соответствующих методов обработки и оборудования, а также выбора материалов с хорошей химической стойкостью, устойчивостью к высоким температурам. и механические свойства. Благодаря разумной обработке и контролю параметров процесса литья под давлением можно получить высококачественную полипропиленовую оболочку с мембраной обратного осмоса.
- 10-дюймовая литьевая форма для бытового очистителя воды для оболочки мембраны обратного осмоса. Массовое производство и контроль качества.Массовое производство и вторичная обработка ультразвуковой сварки 10-дюймового бытового водоочистителя с мембранной оболочкой из полипропилена:Массовое производство оболочки из ПП с мембраной обратного осмоса:Подготовьте термопластавтомат, форму и подходящий полипропиленовый материал.Осуществлять литьевое производство в соответствии с конструкцией пресс-формы и обеспечивать производительность наполнения и качество продукции за счет оптимизации параметров процесса литья под давлением.Подготовьте приспособление:В соответствии с формой и требованиями полипропиленового корпуса RO-мембраны разработайте и изготовьте подходящие приспособления для фиксации и позиционирования корпуса в процессе ультразвуковой сварки.Крепление должно иметь хорошую жесткость и устойчивость, чтобы обеспечить положение и соосность корпуса.Провести ультразвуковую сварку вторичной обработки:Поместите полипропиленовую втулку корпуса мембраны обратного осмоса в приспособление для инструментов, обеспечив правильное положение и выравнивание.Запустите оборудование для ультразвуковой сварки, чтобы генерировать тепловую энергию посредством ультразвуковой вибрации, нагревая контактные поверхности корпуса и сжимая их вместе.Контроль качества процесса:Создайте полную систему контроля качества, включая проверку качества, контроль процессов и обработку дефектной продукции, чтобы гарантировать, что продукция соответствует стандартам качества.Проводить проверки и испытания качества внешнего вида продукции, точности размеров, физических свойств и т. д., чтобы гарантировать качество и стабильность продукции.Контролируйте параметры процесса литья под давлением и параметры ультразвуковой сварки, а также своевременно вносите коррективы и оптимизации для обеспечения стабильности и последовательности производственного процесса.Благодаря массовому производству полипропиленового корпуса с мембраной обратного осмоса и вторичной обработке ультразвуковой сваркой можно добиться эффективного производства и высококачественной продукции. Использование оснастки позволяет повысить эффективность производства и качество сварки. Внедрение контроля качества процесса обеспечивает качество и стабильность продукции. На протяжении всего производственного процесса требуется контроль качества и инспекция для обеспечения качества и постоянства продукции.