

Бытовая техника и электротехника и литье под давлением

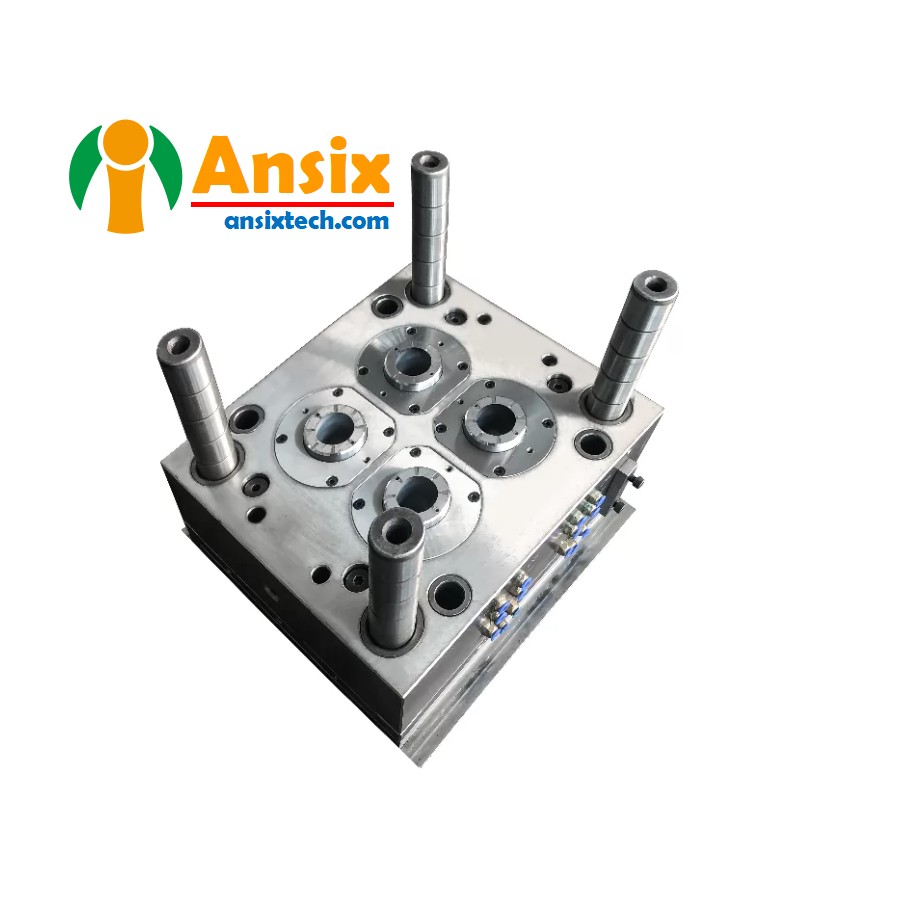
Крышка корпуса очистителя воды Пластиковая литьевая форма Фильтрующий элемент Крышка рукава из ПП
ФУНКЦИИ
-
Описание формы
Материалы продукта:
ПП
Материал формы:
738
Количество полостей:
1*4
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
33,5 с

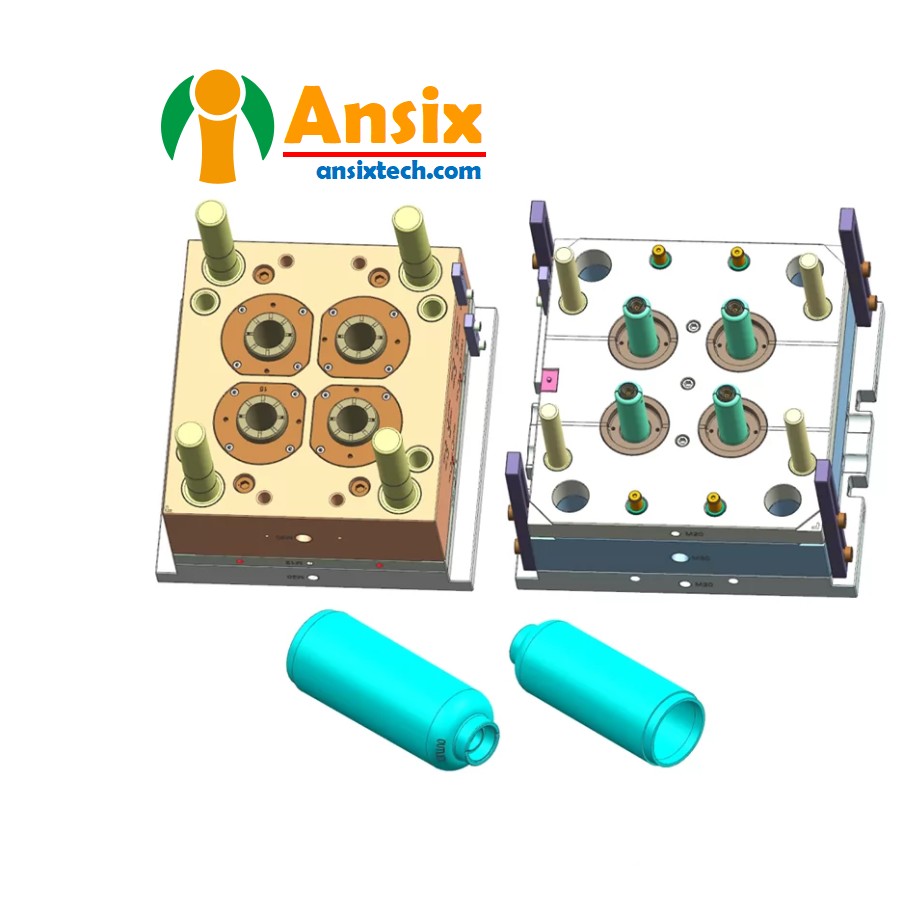
- Корпус очистителя воды Крышка фильтрующего элемента Крышка из полипропилена Анализ текучести пресс-формы и проектирование пресс-формыАнализ текучести пресс-формы и проектирование формы корпуса фильтрующего элемента водоочистителя являются очень важными звеньями в процессе производства корпуса фильтрующего элемента водоочистителя. Далее будет представлен анализ текучести пресс-формы и конструкция пресс-формы корпуса фильтрующего элемента водоочистителя.При проектировании формы корпуса фильтрующего элемента водоочистителя необходимо учитывать следующие аспекты:1. Конструкция формы: в соответствии с формой и размером корпуса сердечника фильтра для очистки воды, спроектируйте структуру формы, включая верхнюю форму, нижнюю форму, сердечник формы, полость формы и другие части формы. Учитывая, что методом литья под давлением одновременно можно производить четыре продукта, расположение форм должно быть разумно спроектировано, чтобы обеспечить качество формования каждого продукта.2. Проектирование системы охлаждения. Разработайте разумную систему охлаждения, обеспечивающую быстрое охлаждение и затвердевание пластиковых материалов и повышение эффективности производства. Для пресс-форм, которые отливают несколько изделий одновременно, конструкция системы охлаждения особенно важна, чтобы обеспечить равномерное охлаждение каждого изделия.3. Конструкция системы впрыска. Правильно спроектированная система впрыска гарантирует, что пластиковый материал сможет равномерно заполнить полость формы и избежать таких дефектов, как пузырьки и короткие впрыски. Для форм, которые впрыскивают несколько продуктов одновременно, особое внимание необходимо уделять конструкции системы впрыска, чтобы гарантировать, что каждое изделие может получать достаточное количество материала для литья под давлением.4. Выбор материала пресс-формы: выберите соответствующие материалы пресс-формы, обычно высококачественную инструментальную сталь или твердый сплав, чтобы обеспечить срок службы и стабильность формы.5. Точность обработки пресс-формы. Обработка пресс-форм должна обеспечивать высокую точность, чтобы гарантировать точность размеров и постоянство продукта. Для пресс-форм, которые отливают несколько изделий одновременно, точность обработки особенно важна, и необходимо обеспечить постоянную точность размеров каждого изделия.6. Отладка пресс-формы. После завершения обработки пресс-формы ее необходимо собрать и отладить, чтобы гарантировать, что пресс-форма может стабильно и эффективно производить продукцию, соответствующую требованиям.Учитывая вышеуказанные факторы, при проектировании формы корпуса сердечника фильтра для очистки воды необходимо обратить внимание на конструкцию конструкции формы, конструкцию системы охлаждения, конструкцию системы впрыска, выбор материала формы, точность обработки формы и отладку формы, чтобы гарантировать, что форма может быть стабильным и эффективным. Производить продукцию, соответствующую требованиям.Анализ текучести пресс-формы корпуса фильтрующего элемента водоочистителя:а. Используйте программное обеспечение для анализа текучести пресс-формы, чтобы импортировать модель рукава фильтра CAE/CAD/CAM и установить параметры процесса литья под давлением, такие как скорость впрыска, температура, давление и т. д.б. Проведите анализ течения пресс-формы для моделирования течения расплава, наполнения, охлаждения и других процессов в процессе литья под давлением, чтобы оценить производительность наполнения, пузырьки, короткие выстрелы и другие дефекты корпуса фильтрующего элемента, а также оптимизировать параметры процесса литья под давлением.В процессе анализа текучести пресс-формы необходимо обратить внимание на следующие моменты:Конструкция системы извлечения из формы: в соответствии с формой и требованиями корпуса фильтрующего элемента спроектируйте соответствующую систему извлечения из формы, чтобы обеспечить плавное извлечение корпуса фильтрующего элемента из формы и избежать повреждений и деформации.Конструкция пресс-формы корпуса фильтрующего элемента водоочистителя:б. Убедитесь, что точность и размер формы соответствуют требованиям, обеспечивающим качество и стабильность корпуса фильтрующего элемента.Обработка поверхности формы: в соответствии с требованиями корпуса фильтрующего элемента выполните соответствующую обработку поверхности, такую как шлифовка, полировка и т. д., чтобы улучшить качество поверхности и гладкость корпуса фильтрующего элемента.Таким образом, анализ текучести пресс-формы и проектирование пресс-формы корпуса фильтрующего элемента водоочистителя требуют анализа текучести пресс-формы, оптимизации параметров процесса литья под давлением и конструкции пресс-формы. Благодаря разумному проектированию и контролю можно получить высококачественные корпуса фильтрующих картриджей для очистки воды.
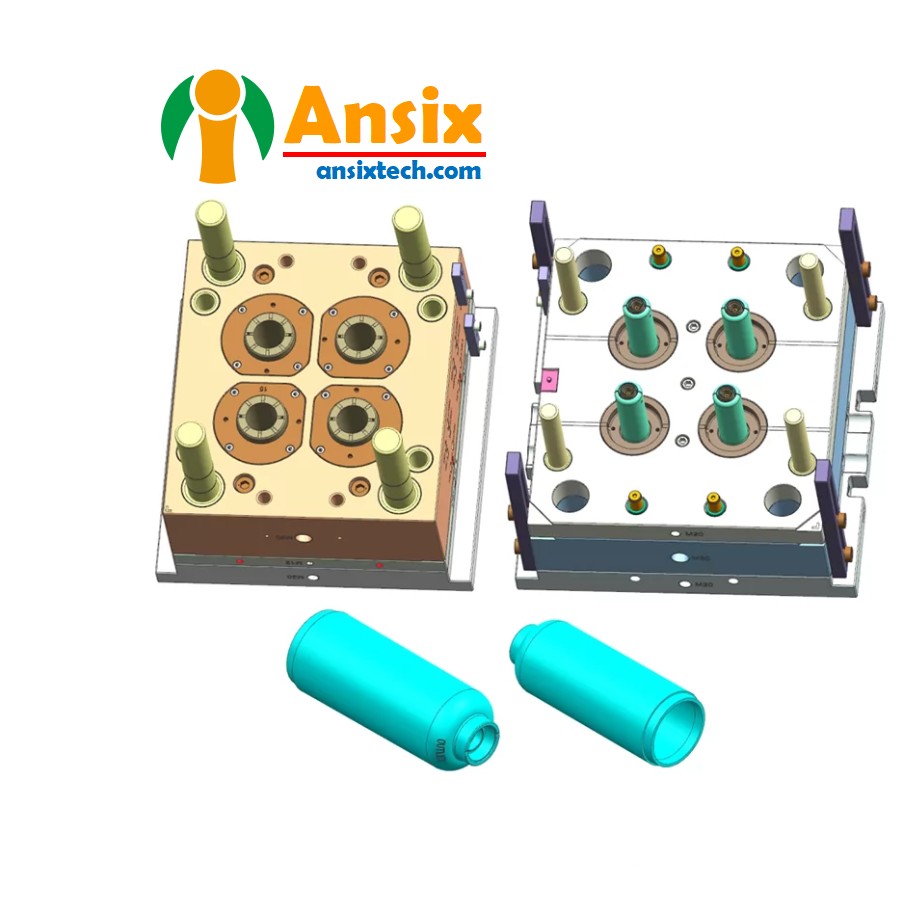
- Крышка корпуса очистителя воды Фильтрующий элемент Крышка рукава из полипропилена процесса изготовления пресс-формы и выбора материала изделияПроцесс обработки полипропиленового корпуса фильтрующего элемента водоочистителя обычно включает в себя следующие этапы:1. Проектирование пресс-формы: сначала необходимо спроектировать пресс-форму полипропиленового корпуса фильтрующего элемента водоочистителя, включая проектирование конструкции изделия, проектирование конструкции пресс-формы, проектирование системы литья под давлением и т. д. Проектировщикам необходимо спроектировать разумную конструкцию пресс-формы на основе форма, размер и функциональные требования к изделию.2. Подготовка материала. Выбор подходящего материала формы имеет решающее значение для качества и срока службы формы. К распространенным материалам пресс-форм относятся инструментальная сталь, твердый сплав и т. д. При выборе материалов следует учитывать такие факторы, как условия использования пресс-формы, технология обработки и стоимость.3. Обработка пресс-форм. Обработка пресс-форм обычно включает в себя обработку на станке с ЧПУ, электроэрозионную обработку, резку проволоки и другие процессы. Обработка с ЧПУ является одним из основных методов обработки пресс-форм, позволяющим добиться высокой точности и эффективности обработки. Электроэрозионная обработка и резка проволокой подходят для обработки высокотвердых и прецизионных деталей пресс-форм.4. Сборка и отладка пресс-формы. После завершения обработки пресс-формы ее необходимо собрать и отладить. Сюда входит сборка деталей пресс-формы, отладка и тестирование пресс-форм и т. д.5. Предварительная обработка сырья: выбранное пластиковое сырье подвергается предварительной обработке, обычно гранулированное пластиковое сырье нагревается и плавится для облегчения литья под давлением.6. Литье под давлением: введите предварительно нагретое пластиковое сырье в полость формы через винт термопластавтомата. При определенных условиях давления и температуры пластиковое сырье заполняет полость формы и формирует форму изделия.7. Охлаждение и затвердевание. Охлаждение в форме в течение определенного периода времени позволяет пластиковому сырью затвердеть и сформироваться.8. Выньте продукт: откройте форму и выньте сформированный полипропиленовый фильтрующий элемент для очистки воды.9. Обрезка и постобработка: обрезайте изделие, удаляйте лишний материал, удаляйте блики и другие процессы постобработки.10. Проверка качества: Проведите проверку качества формованной продукции. Сюда входят измерения размеров, визуальный осмотр, функциональные испытания и т. д., чтобы убедиться, что продукт соответствует требованиям и стандартам клиентов.11. Упаковка и транспортировка. Продукты, прошедшие проверку качества, упаковываются и готовятся к отправке.При выборе материала полипропиленового корпуса фильтрующего элемента водоочистителя обычно необходимо учитывать следующие факторы:1. Коррозионная стойкость. Корпус фильтрующего элемента водоочистителя должен обладать определенной коррозионной стойкостью, чтобы гарантировать, что продукт не подвергнется коррозии при контакте с водой.2. Устойчивость к высоким температурам. Корпус фильтрующего элемента водоочистителя должен иметь определенную устойчивость к высоким температурам, чтобы обеспечить стабильность в условиях высоких температур.3. Производительность обработки литьем под давлением: материал должен иметь хорошие характеристики обработки литьем под давлением, чтобы обеспечить качество литья и эффективность производства продукта.Обычно используемые материалы для полипропиленовых корпусов фильтрующих элементов водоочистителей включают:1. Полипропилен (ПП): материал ПП обладает хорошей коррозионной стойкостью и устойчивостью к высоким температурам и подходит для изготовления корпусов фильтров для водоочистителей.2. Полиэтилен (ПЭ): полиэтиленовый материал обладает хорошей коррозионной стойкостью и устойчивостью к высоким температурам и подходит для изготовления корпусов фильтров для очистки воды.При выборе материалов необходимо учитывать комплексные соображения, основанные на конкретных требованиях к продукту и среде использования.В зависимости от конкретных требований применения можно также рассмотреть возможность использования других материалов, таких как АБС, ПК и т. д.Производство и обработка форм корпуса фильтрующего элемента водоочистителя, а также выбор и применение материалов корпуса требуют выбора соответствующих методов обработки и оборудования, а также выбора материалов с хорошей химической стойкостью, устойчивостью к высоким температурам и механическими свойствами. Благодаря разумной обработке и контролю параметров процесса литья под давлением можно получить высококачественные корпуса фильтрующих элементов водоочистителя.
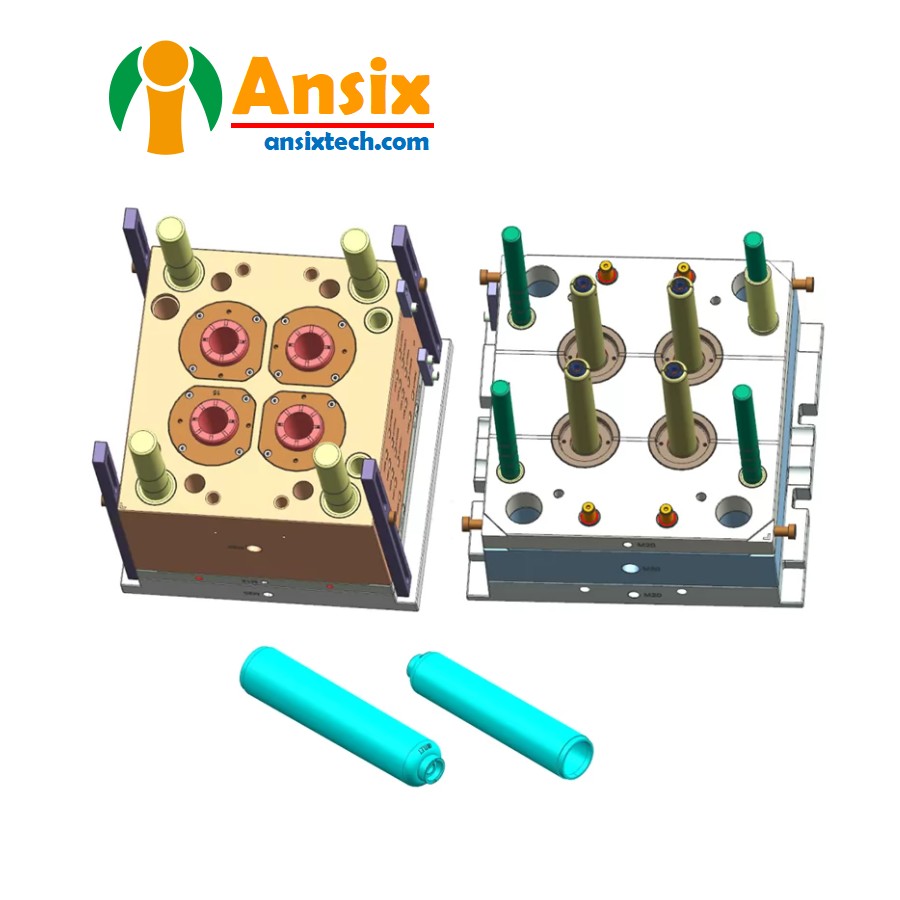
- Фильтрующий элемент Крышка рукава из ПП Массовое производство и контроль качества дляКорпус очистителя водыМассовое производство литьевых втулок фильтрующих картриджей для водоочистителей включает в себя следующие аспекты:Оптимизация параметров процесса литья под давлением: Путем оптимизации параметров процесса литья под давлением, таких как скорость впрыска, температура, давление и т. д., для улучшения производительности наполнения и сокращения производственного цикла. Определите соответствующие параметры процесса литья под давлением на основе характеристик материала корпуса и требований к продукту.Проектирование и изготовление пресс-формы: в соответствии с требованиями к конструкции корпуса фильтрующего элемента проектируется и изготавливается пресс-форма. Убедитесь, что точность и размер формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Автоматизированное производственное оборудование: используйте автоматические термопластавтоматы и роботизированные системы для автоматизации производства, сокращения ручных операций и повышения эффективности производства. Автоматизированное оборудование может повысить скорость и стабильность производства, а также уменьшить количество человеческих ошибок.Многополосная пресс-форма и многомашинное производство: Многополосная пресс-форма и многомашинное производство используются для одновременного производства для увеличения производительности и эффективности производства. Многоместные формы позволяют одновременно впрыскивать несколько оболочек, что повышает эффективность производства.Контроль качества и инспекция. Создайте полную систему контроля качества, включая проверку качества, контроль процессов и обработку дефектной продукции, чтобы гарантировать, что продукция соответствует стандартам качества. Проводить проверки и испытания качества внешнего вида продукции, точности размеров, физических свойств и т. д., чтобы гарантировать качество и стабильность продукции.Контроль затрат: разумно выбирайте материалы для литья под давлением и материалы для форм, чтобы снизить затраты на материалы и затраты на производство пресс-форм. Оптимизируйте производственный процесс, уменьшите процент брака и энергопотребление, а также сократите производственные затраты.Постоянное совершенствование: постоянно совершенствуйте производственный процесс и технологию, оптимизируйте параметры процесса литья под давлением и конструкцию пресс-форм для улучшения качества продукции и эффективности производства. Проводить анализ неисправностей и решение проблем, своевременно устранять нештатные ситуации на производстве, избегать выпуска бракованной продукции.Благодаря разумной оптимизации параметров процесса литья под давлением, проектированию и изготовлению пресс-форм, применению автоматизированного производственного оборудования, а также мерам по контролю качества и контролю затрат можно добиться массового производства корпусов фильтрующих элементов водоочистителей литьем под давлением. Это повышает эффективность производства, снижает затраты и обеспечивает качество и стабильность продукции.