

Бытовая техника и электротехника и литье под давлением


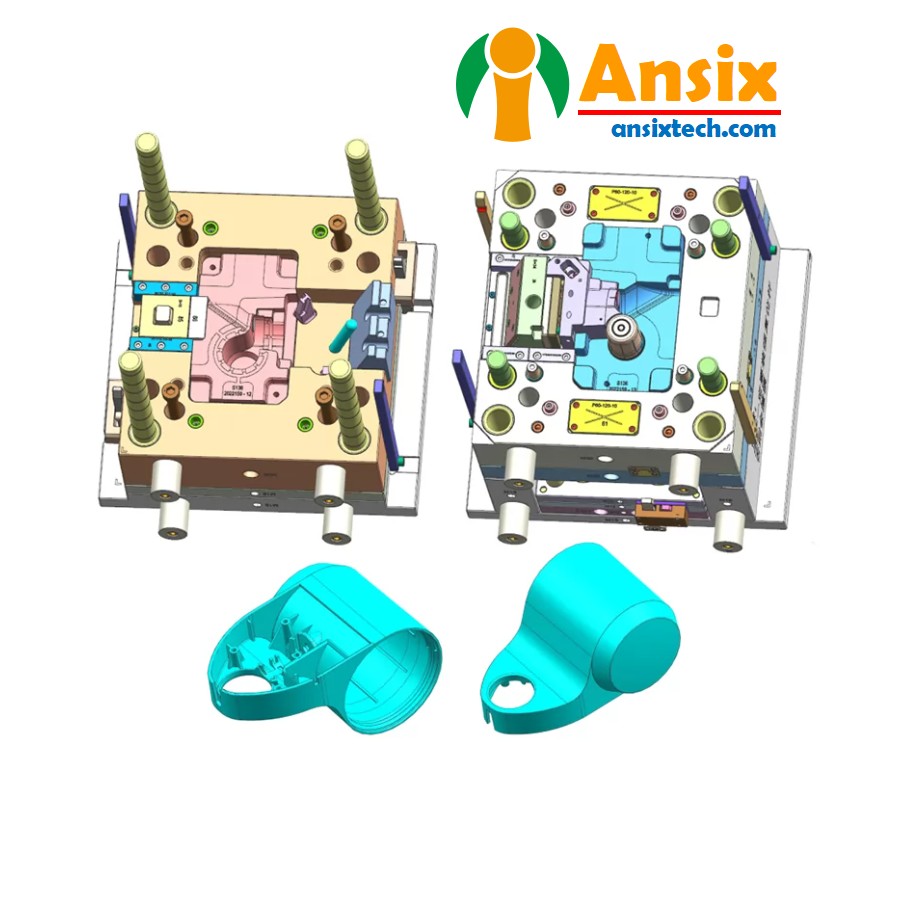
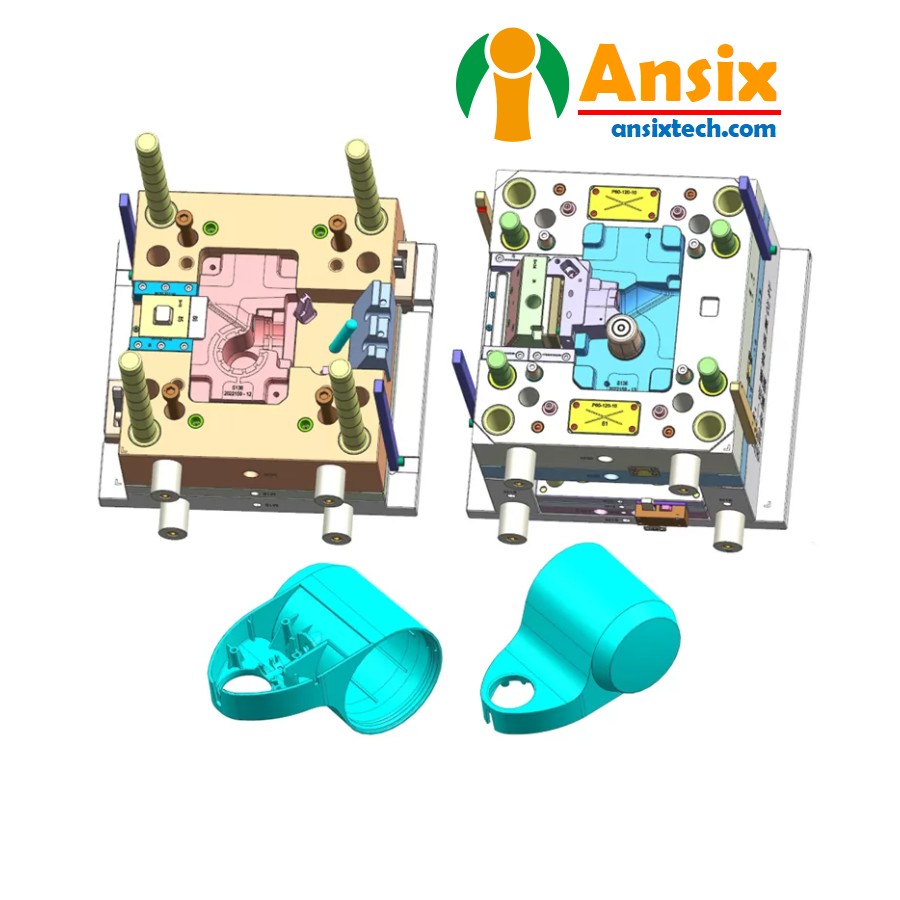
Корпус водяного фильтра для электрической пластиковой литьевой формы
ФУНКЦИИ
-
Описание формы
Материалы продукта:
АБС757
Материал формы:
S136SER
Количество полостей:
1*2
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
33,5 с

- Корпус электрического водяного фильтра Анализ текучести пресс-формы и проектирование пресс-формыПри проведении анализа текучести пресс-форм и проектирования пресс-формы корпуса электрофильтра:Конструкция пресс-формы:В соответствии с требованиями к конструкции корпуса электрического фильтра определите структуру формы, включая полость формы, сердечник формы, систему извлечения из формы, систему охлаждения и т. д.Убедитесь, что точность и размер формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Учитывайте долговечность и простоту обслуживания формы, а также рационально проектируйте конструкцию и части формы, чтобы продлить срок службы и упростить обслуживание формы.Анализ течения пресс-формы:Используйте программное обеспечение для анализа текучести пресс-формы, чтобы импортировать CAD-модель корпуса электрического фильтра и установить параметры процесса литья под давлением, такие как скорость впрыска, температура, давление и т. д.Проведите анализ текучести пресс-формы, чтобы смоделировать течение расплава, заполнение, охлаждение и другие процессы в процессе литья под давлением, чтобы оценить производительность наполнения, пузырьки, короткие выстрелы и другие дефекты, а также оптимизировать параметры процесса литья под давлением.В процессе проектирования пресс-формы и анализа текучести пресс-формы необходимо обратить внимание на следующие моменты:Обеспечение производительности наполнения. Благодаря анализу текучести пресс-формы параметры процесса литья под давлением оптимизируются, чтобы обеспечить хорошую производительность наполнения и избежать дефектов.Конструкция системы охлаждения: Разумно спроектируйте систему охлаждения, чтобы обеспечить хороший эффект охлаждения во время процесса литья под давлением и повысить эффективность производства и качество продукции.Конструкция системы извлечения из формы: в соответствии с формой и требованиями корпуса электрического фильтра спроектируйте подходящую систему извлечения из формы, чтобы обеспечить плавное извлечение корпуса и избежать повреждений и деформации.Последовательность литья под давлением и расположение точек впрыска: определите последовательность впрыска и расположение точек впрыска, чтобы гарантировать, что пластиковый материал может полностью заполнить полость формы и избежать пустот и дефектов.Благодаря разумному проектированию пресс-форм и анализу текучести пресс-формы можно получить высококачественные формы для корпусов электрических фильтров. Обратите внимание, что проектирование пресс-форм и анализ текучести пресс-форм требуют профессиональных знаний и опыта. Рекомендуется сотрудничать с профессиональной командой по проектированию пресс-форм и анализу текучести пресс-форм, чтобы обеспечить точность и надежность проектирования и анализа.

- Корпус электрического фильтра для воды, процесс изготовления пресс-формы и выбор материала изделияИзготовление и обработка форм для корпусов электрофильтров:Эффективное производство. Изготовление и обработка пресс-форм могут обеспечить массовое производство и повысить эффективность и производительность производства. Благодаря автоматизированному оборудованию и оптимизации процессов можно добиться высокоскоростного литья под давлением и сокращения времени цикла, что позволит повысить эффективность производства.Контроль точности: изготовление и обработка пресс-форм позволяют добиться высокоточного литья под давлением, чтобы обеспечить постоянство размера и формы корпуса. Благодаря точному проектированию и обработке пресс-форм можно контролировать качество и точность продукта.Многофункциональный дизайн: изготовление и обработка пресс-форм позволяют реализовать конструкцию оболочек сложных форм и конструкций. Благодаря конструкции с несколькими полостями и обработке пресс-формы на нескольких станциях можно одновременно изготавливать несколько оболочек, что повышает эффективность производства.Экономия затрат: изготовление и обработка пресс-форм могут снизить производственные затраты. Хотя первоначальные инвестиции в производство пресс-форм высоки, стоимость одной оболочки постепенно снижается по мере развития массового производства. Кроме того, пресс-форма имеет длительный срок службы и может быть изготовлена несколько раз, что снижает последующие производственные затраты.При выборе литьевых материалов необходимо учитывать следующие факторы:Физические свойства: выбирайте материалы для литья под давлением с хорошими физическими свойствами, такими как прочность, твердость, износостойкость и т. д., чтобы соответствовать требованиям использования корпуса электрического фильтра.Химическая стойкость: выбирайте материалы для литья под давлением с хорошей химической стойкостью, чтобы иметь дело с химикатами и окружающей средой, с которыми может столкнуться ваш электрический фильтр.Устойчивость к высоким температурам: выбирайте материалы для литья под давлением с хорошей устойчивостью к высоким температурам, чтобы адаптироваться к рабочим требованиям электрического фильтра в условиях высоких температур.Технологичность: выбирайте материалы для литья под давлением, которые легко обрабатывать и формовать, чтобы обеспечить бесперебойное изготовление пресс-форм и литье под давлением.Обычно используемые материалы для литья под давлением включают полипропилен (ПП), полиэтилен (ПЭ), поликарбонат (ПК), полистирол (ПС) и т. д. В соответствии с конкретными требованиями к корпусу электрического фильтра выберите соответствующий материал для литья под давлением, соответствующий характеристикам и требования к качеству продукции.
- Корпус электрического фильтра для воды. Массовое производство и контроль качества.Для достижения массового производства корпусов электрофильтров и повышения эффективности производства, контроля качества процессов и контроля затрат:Проектирование и использование оснастки:Разработайте и изготовьте оснастку, подходящую для корпусов электрических фильтров, для фиксации и позиционирования корпусов в процессе литья под давлением, чтобы обеспечить единообразие и точность продукта.Использование оснастки позволяет повысить эффективность производства, сократить время работы и возникновение ручных ошибок.Автоматизированное производственное оборудование:Используйте автоматизированные термопластавтоматы и роботизированные системы для автоматизации производства, сокращения ручных операций и повышения эффективности производства.Автоматизированное оборудование может повысить скорость и стабильность производства, а также уменьшить количество человеческих ошибок.Контроль качества процесса:Создайте полную систему контроля качества, включая проверку качества, контроль процессов и обработку дефектной продукции, чтобы гарантировать, что продукция соответствует стандартам качества.Проводить проверки и испытания качества внешнего вида продукции, точности размеров, физических свойств и т. д., чтобы гарантировать качество и стабильность продукции.Контролируйте параметры процесса литья под давлением и ключевые контрольные точки производственного процесса, а также своевременно вносите коррективы и оптимизации для обеспечения стабильности и последовательности производственного процесса.Контроль за уровнем издержек:Разумный выбор материалов для литья под давлением и материалов для форм для снижения материальных затрат и затрат на производство пресс-форм.Оптимизируйте производственный процесс, уменьшите процент брака и энергопотребление, а также сократите производственные затраты.Проводить анализ и оптимизацию затрат, чтобы найти возможности снижения затрат, например, оптимизацию производственных процессов, повышение эффективности производства и т. д.Благодаря разумному проектированию и использованию оснастки, применению автоматизированного производственного оборудования, контролю качества процесса и мерам по контролю затрат можно добиться массового производства корпусов электрических фильтров и повысить эффективность производства, контроль качества процесса и контроль затрат. Это повышает эффективность производства, снижает затраты и обеспечивает качество и стабильность продукции.