

Бытовая техника и электротехника и литье под давлением


Крышка корпуса очистителя воды Пластиковая литьевая форма Фильтрующий элемент Крышка рукава из ПП
ФУНКЦИИ
-
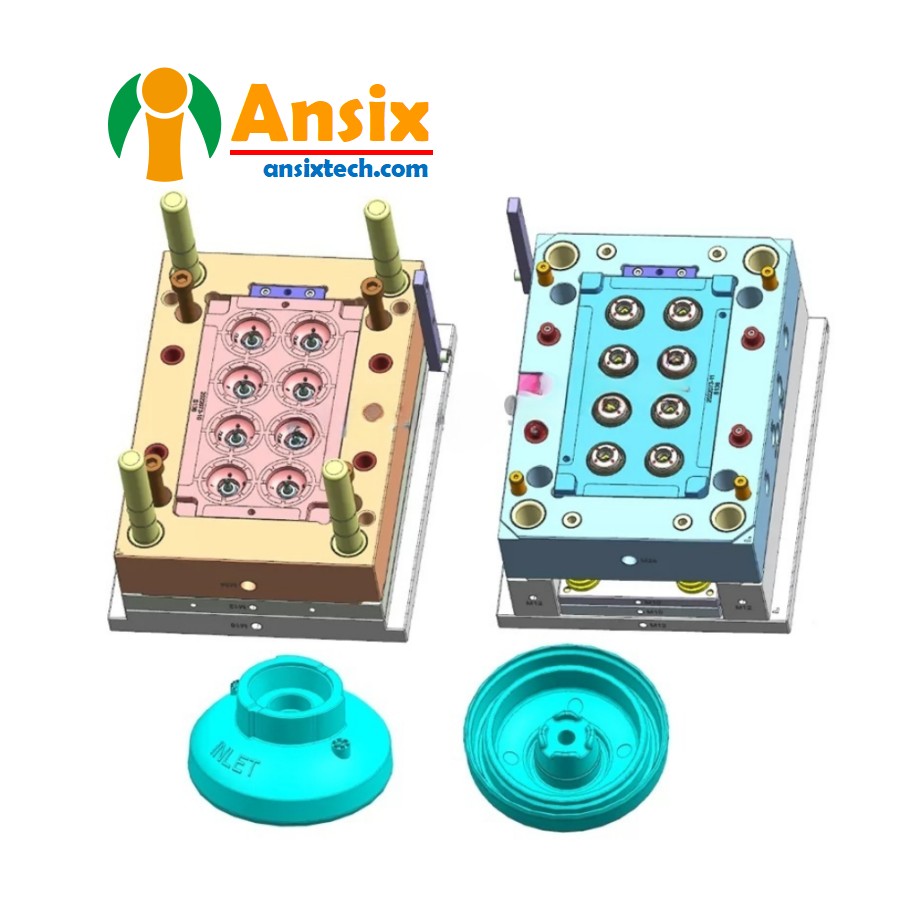
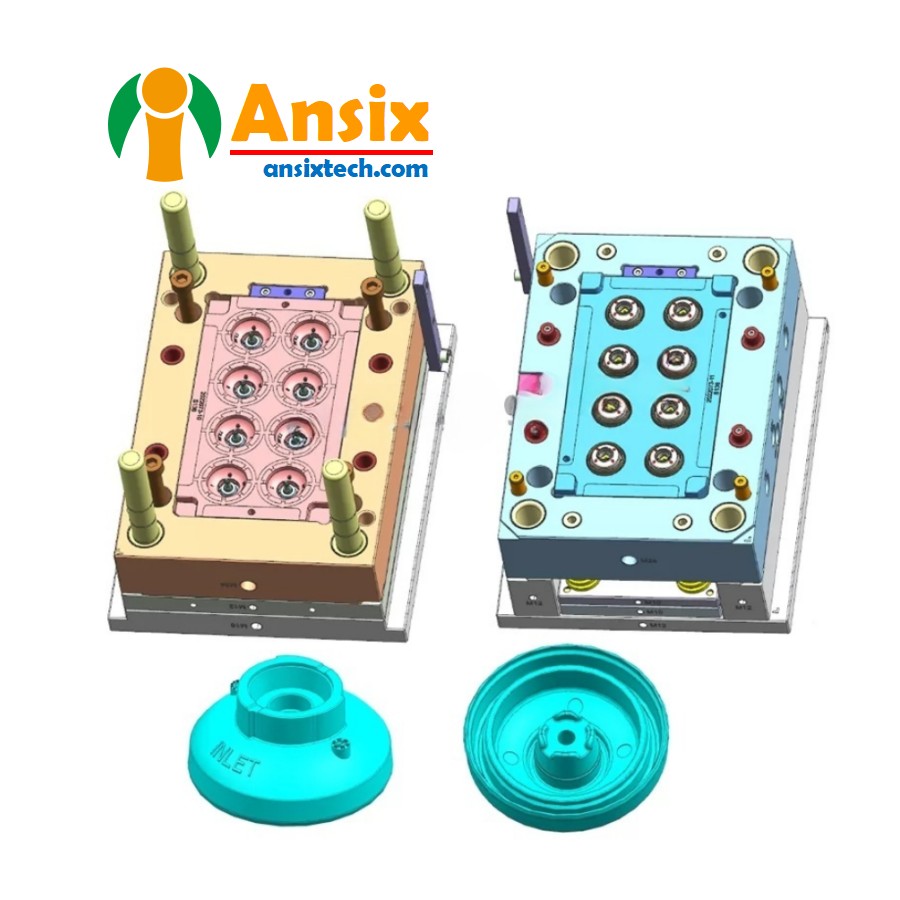
Описание формы
Материалы продукта:
ПП
Материал формы:
738
Количество полостей:
1*8
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
36,5 с

- Корпус очистителя воды Крышка фильтрующего элемента Крышка из полипропилена Анализ текучести пресс-формы и проектирование пресс-формыАнализ текучести пресс-формы и проектирование пресс-формы для крышки втулки фильтрующего элемента водоочистителя являются очень важными звеньями в производственном процессе. Далее будет представлен анализ текучести пресс-формы и конструкция пресс-формы для крышки корпуса фильтрующего элемента водоочистителя.Анализ потока пресс-формы для крышки втулки фильтрующего элемента водоочистителя:а. Используйте программное обеспечение для анализа текучести пресс-формы, чтобы импортировать CAD-модель крышки фильтрующей втулки и установить параметры процесса литья под давлением, такие как скорость впрыска, температура, давление и т. д.б. Проведите анализ течения пресс-формы, чтобы смоделировать течение расплава, заполнение, охлаждение и другие процессы в процессе литья под давлением, чтобы оценить производительность наполнения, пузырьки, короткие выстрелы и другие дефекты крышки фильтрующей втулки, а также оптимизировать параметры процесса литья под давлением.В процессе анализа текучести пресс-формы необходимо обратить внимание на следующие моменты:Обеспечение производительности наполнения. Благодаря анализу текучести пресс-формы параметры процесса литья под давлением оптимизируются, чтобы обеспечить хорошую производительность наполнения и избежать дефектов.Конструкция системы охлаждения: Разумно спроектируйте систему охлаждения, чтобы обеспечить хороший эффект охлаждения во время процесса литья под давлением и повысить эффективность производства и качество продукции.Конструкция системы извлечения из формы: в соответствии с формой и требованиями крышки корпуса фильтрующего элемента спроектируйте подходящую систему извлечения из формы, чтобы обеспечить плавное извлечение крышки корпуса фильтрующего элемента и избежать повреждений и деформации.Последовательность литья под давлением и расположение точек впрыска: определите последовательность впрыска и расположение точек впрыска, чтобы гарантировать, что пластиковый материал может полностью заполнить полость формы и избежать пустот и дефектов.Конструкция пресс-формы крышки корпуса фильтрующего элемента водоочистителя:а. В соответствии с требованиями к конструкции крышки корпуса фильтрующего элемента спроектируйте форму, включая полость формы, сердечник формы, систему извлечения из формы, систему охлаждения и т. д.б. Убедитесь, что точность и размер формы соответствуют требованиям, обеспечивающим качество и стабильность крышки рукава фильтра.в. Используйте программное обеспечение САПР для проектирования пресс-формы и создания трехмерной модели и технических чертежей пресс-формы.В процессе проектирования пресс-формы необходимо обратить внимание на следующие моменты:Точность обработки и контроль размера: убедитесь, что точность обработки и размер деталей пресс-формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Обработка поверхности формы: в соответствии с требованиями к крышке корпуса фильтрующего элемента выполните соответствующую обработку поверхности, такую как шлифовка, полировка и т. д., чтобы улучшить качество поверхности и гладкость крышки корпуса фильтрующего элемента.Учитывайте долговечность и простоту обслуживания формы: разумно спроектируйте конструкцию и части формы, чтобы повысить долговечность и простоту обслуживания формы, а также сократить время простоя и затраты на ремонт.Таким образом, анализ текучести пресс-формы и проектирование пресс-формы крышки корпуса фильтрующего элемента водоочистителя требуют анализа текучести пресс-формы, оптимизации параметров процесса литья под давлением и конструкции пресс-формы. Благодаря разумному проектированию и контролю можно получить высококачественные чехлы для картриджей фильтров для очистки воды.

- Крышка корпуса очистителя воды Фильтрующий элемент Крышка рукава из полипропилена процесса изготовления пресс-формы и выбора материала изделияИзготовление и обработка формы крышки рукава фильтрующего элемента водоочистителя, а также выбор и применение материалов крышки:Изготовление и обработка пресс-форм:В соответствии с конструкцией пресс-формы выберите подходящую технологию обработки и оборудование, например обрабатывающий центр с ЧПУ, электроэрозионный станок и т. д.Обработка деталей пресс-формы, включая полость пресс-формы, стержень пресс-формы, систему извлечения из формы, систему охлаждения и т. д. Убедитесь, что точность и размер обработки соответствуют требованиям.Соберите детали формы, чтобы обеспечить точную подгонку и регулировку деталей, а также стабильность и надежность формы.Выбор материала покрытия:Выберите подходящий материал в соответствии с требованиями крышки рукава фильтра водоочистителя. Обычно используемые материалы включают полипропилен (ПП), полиэтилен (ПЭ) и т. д.Материал ПП обладает хорошей химической стойкостью, устойчивостью к высоким температурам и механическими свойствами. Он подходит для изготовления крышек корпусов фильтрующих элементов водоочистителей и отвечает требованиям химической стойкости и высокой температуры окружающей среды.В зависимости от конкретных требований применения можно также рассмотреть возможность использования других материалов, таких как АБС, ПК и т. д.Во время изготовления и обработки формы крышки рукава фильтрующего элемента водоочистителя, а также выбора и применения материалов крышки необходимо учитывать следующие моменты:Точность обработки и контроль размера: убедитесь, что точность обработки и размер деталей пресс-формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Обработка поверхности формы: В соответствии с требованиями к крышке корпуса фильтрующего элемента водоочистителя выполните соответствующую обработку поверхности, такую как шлифовка, полировка и т. д., чтобы улучшить качество поверхности и гладкость крышки корпуса фильтрующего элемента.Контроль параметров процесса литья под давлением: в соответствии с характеристиками материала покрытия параметры процесса литья под давлением разумно проектируются и контролируются, чтобы гарантировать, что характеристики наполнения и эффект отверждения материала соответствуют требованиям.Выбор и сертификация материалов. Выбирайте материалы для литья под давлением, которые соответствуют соответствующим стандартам и требованиям сертификации, чтобы обеспечить безопасность и гигиену продукции.Изготовление и обработка формы крышки рукава фильтрующего элемента водоочистителя, а также выбор и применение материалов крышки требуют выбора соответствующих методов обработки и оборудования, а также выбора материалов с хорошей химической стойкостью, устойчивостью к высоким температурам и механическими свойствами. Благодаря разумной обработке и контролю параметров процесса литья под давлением можно получить высококачественные крышки рукавов фильтрующих элементов водоочистителя.
- Крышка корпуса очистителя воды Фильтрующий элемент Крышка рукава из полипропилена Массовое производство и контроль качестваМассовое производство и вторичная обработка ультразвуковой сваркой чехлов фильтрующих элементов водоочистителя включает в себя следующие этапы:Массовое производство крышки картриджа фильтра для очистки воды:Подготовьте термопластавтомат, форму и подходящий материал крышки, например полипропилен (ПП).Осуществлять литьевое производство на основе конструкции пресс-формы и обеспечивать производительность наполнения и качество продукции за счет оптимизации параметров процесса литья под давлением.Используйте автоматизированное производственное оборудование, такое как автоматические термопластавтоматы и роботизированные системы, чтобы добиться эффективного производства, а также повысить его эффективность и стабильность.Проводить контроль качества и проверку, чтобы гарантировать, что продукция соответствует стандартам качества, включая качество внешнего вида, точность размеров, физические характеристики и т. д.Подготовьте оборудование для ультразвуковой сварки и обработайте:Подготовьте оборудование для ультразвуковой сварки, включая аппарат для ультразвуковой сварки и сварочную форму.В соответствии с требованиями к конструкции крышки корпуса фильтрующего элемента водоочистителя определите положение сварки и параметры сварки, такие как время сварки, давление и амплитуда и т. Д.Подготовьте сварочную форму и убедитесь, что точность и размер формы соответствуют требованиям, обеспечивающим качество и стабильность сварки.Провести ультразвуковую сварку вторичной обработки:Поместите втулку и крышку картриджа водоочистителя в сварочную форму, обеспечив правильное положение и выравнивание.Запустите ультразвуковой сварочный аппарат, чтобы он выработал тепловую энергию посредством ультразвуковой вибрации, чтобы нагреть и сжать контактные поверхности втулки фильтрующего элемента и крышки вместе.Контролируйте время и давление сварки, чтобы обеспечить качество и прочность сварки.После завершения сварки проведите проверку качества, чтобы убедиться в прочности и герметичности сварного шва.Благодаря массовому производству чехлов фильтрующих элементов для водоочистителей и вторичной обработке ультразвуковой сваркой можно добиться эффективного производства и высококачественной продукции. Ультразвуковая сварка может обеспечить прочное соединение и хорошую герметизацию, обеспечивая производительность и надежность крышки картриджа фильтра водоочистителя. На протяжении всего производственного процесса требуется контроль качества и инспекция для обеспечения качества и постоянства продукции.