
010203









010203
Ansix-profilVELKOMMEN TIL AT LÆRE OM VORES VIRKSOMHED
Shenzhen Ansix Tech Co., Ltd.
Dongguan Fuxiang Plastic Mould Co., Ltd.
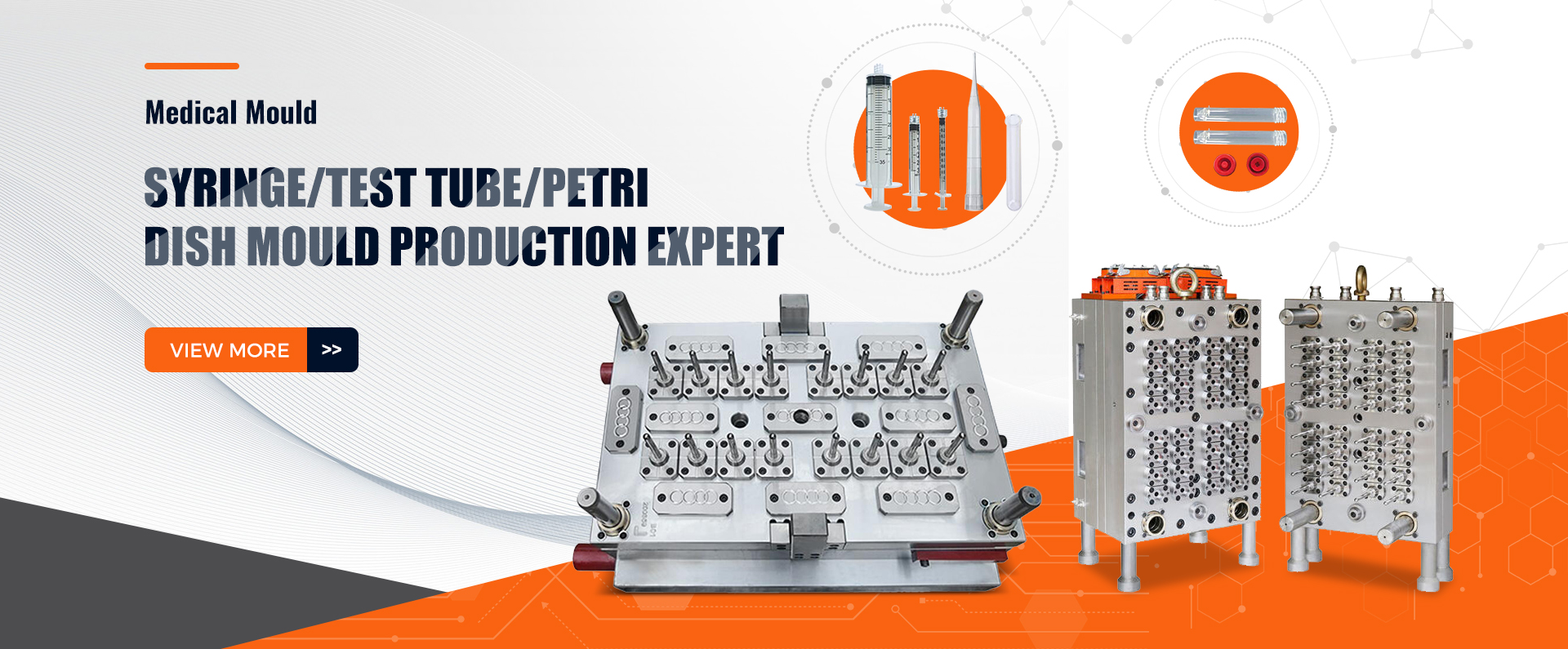
Ansix er en værktøjsproducent og -producent, der specialiserer sig i forskning og udvikling, design, fremstilling, salg og service af plastforme og -varer. Vores virksomhed fokuserer på at levere produkter af høj kvalitet, der er yderst tekniske og konkurrencedygtige, til vores kunder. Ansix Tech har et komplet kvalitetskontrolsystem og har bestået ISO9001, ISO14001, IATF16949 og ISO13485. Ansix har fire produktionsbaser i Kina og Vietnam. Vi har i alt 260 sprøjtestøbemaskiner og en mængde sprøjtestøbning fra de mindste 30 tons til 2800 tons.
- 1998årErfaring med produktionAnsix HongKong blev grundlagt i 1998
- 200000㎡arealet areal på mere end 200.000 kvadratmeter
- 1200medarbejderemere end 1200 medarbejdere
- 260maskineri alt 260 sprøjtestøbemaskiner
-

global storskalavirksomhed
Virksomhedens geografiske fordele, alsidig tredimensionel trafik.
-

kvalitetsstyring
Hos AnsixTech forstår vi, at kvalitet er altafgørende for vores succes.
-

bæredygtighedsstrategi
Udforsk vores firmaalbum og se vores engagement i ekspertise...
-

forskning og udvikling
Vi tilbyder en komplet portefølje af design, prototyping, simulering, testning...
-

hurtig levering
AnsixTech har fire produktionsbaser i Kina og Vietnam.

























































0102030405
















































virksomheds nyheder



01020304050607080910111213141516171819
kontakt os
Vi er glade for at have muligheden for at levere vores produkter/tjenester til dig og håber at etablere et langvarigt samarbejdsforhold med dig.
forespørgsel