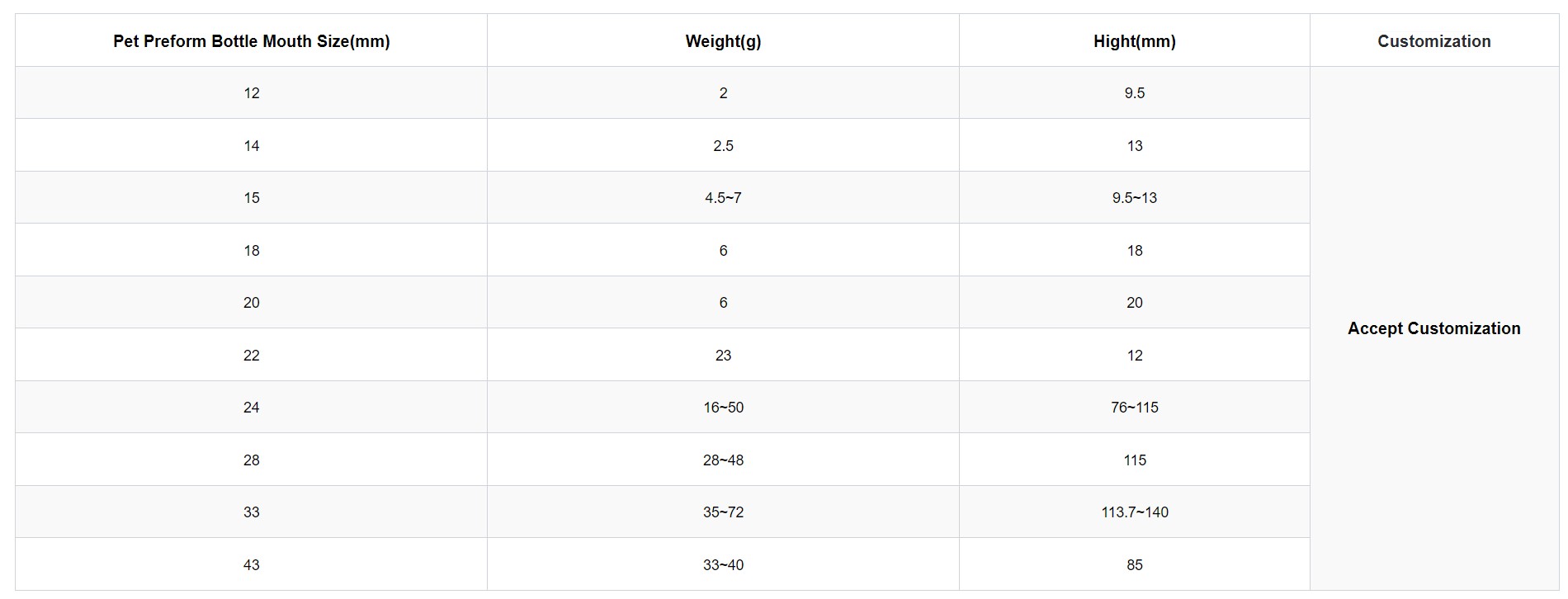
Массовое производство литья под давлением преформ для бутылок из ПЭТ-бутылок включает в себя множество аспектов, таких как повышение эффективности литья под давлением, контроль затрат на продукцию, автоматизированное оснащение и настройка приспособлений, а также обеспечение качества процесса.
Повышение эффективности литья под давлением:
Для повышения эффективности литья под давлением можно принять следующие меры:
Автоматизированная производственная линия: внедрение автоматизированного оборудования и производственных линий для достижения эффективной работы автоматизированных литьевых и производственных процессов.
Параллельное производство. Параллельное производство применяется для одновременного выполнения нескольких процессов с целью сокращения производственного цикла.
Оптимизация параметров процесса литья под давлением. Повышайте эффективность и качество литья под давлением за счет оптимизации параметров процесса литья под давлением, таких как скорость впрыска, контроль температуры и т. д.
Контроль стоимости продукции:
В процессе массового производства необходимо осуществлять контроль себестоимости продукции для снижения производственных затрат. Общие меры контроля затрат включают в себя:
Контроль затрат на сырье: выберите подходящих поставщиков сырья, проведите переговоры и оптимизацию затрат, а также сократите затраты на сырье.
Контроль затрат на рабочую силу: оптимизируйте производственный процесс, повысьте эффективность производства и сократите время ручных операций и затраты на рабочую силу.
Контроль затрат на оборудование: разумно выбирайте поставщиков оборудования, контролируйте затраты на закупку и обслуживание оборудования, а также сокращайте затраты на оборудование.
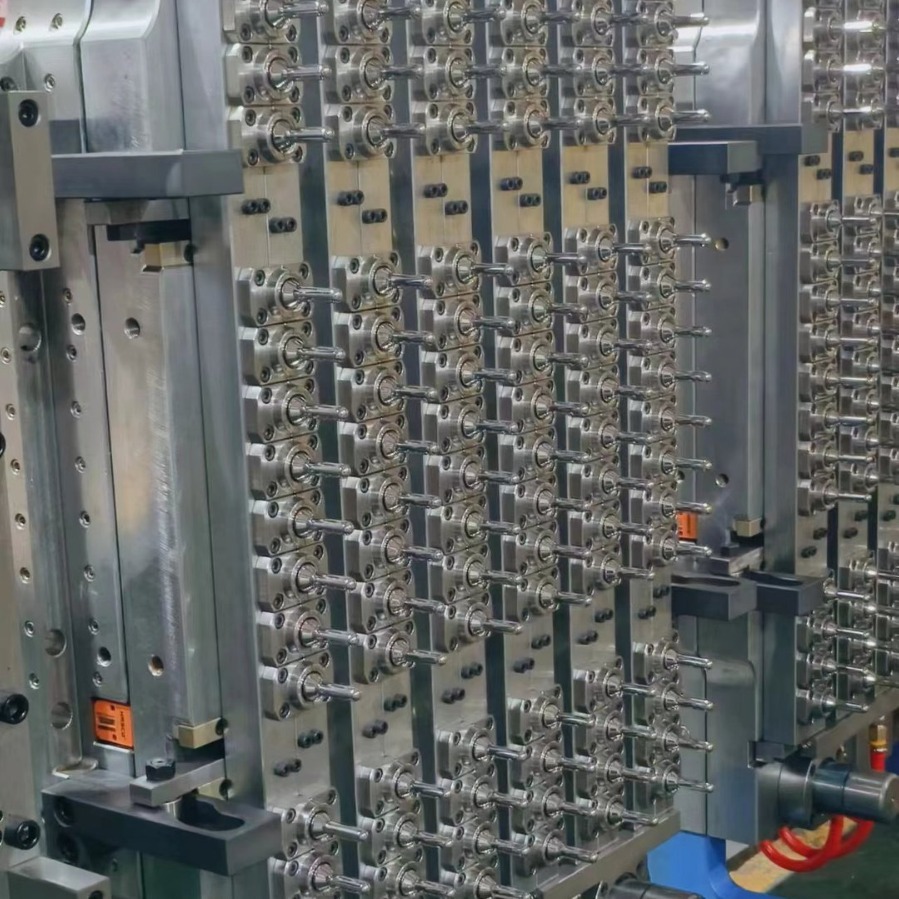
Автоматизированная настройка оснастки и приспособлений:
Путем настройки автоматизированных оснасток можно повысить эффективность производства и качество продукции, а также снизить зависимость от ручных операций. Автоматизированные приспособления для оснастки могут выполнять следующие функции:
Автоматическая загрузка и разгрузка: Автоматическая загрузка и разгрузка осуществляется с помощью автоматизированных устройств, что сокращает время ручных операций.
Автоматическое позиционирование и зажим. Автоматическое позиционирование и зажим продуктов достигается за счет автоматизированных приспособлений, что повышает эффективность производства и стабильность продукции.
Автоматическое обнаружение и устранение: автоматическое обнаружение и устранение продуктов осуществляется с помощью автоматизированных устройств для повышения качества продукции и эффективности производства.
Обеспечение качества процесса:
Во время массового производства требуется обеспечение качества процесса для обеспечения единообразия и стабильности продукта. Общие меры обеспечения качества включают в себя:
План контроля качества: Разработайте план контроля качества, чтобы уточнить требования к качеству и методы контроля для каждого звена.
Проверка и тестирование. Проведите проверку и тестирование продукта, например, проверку внешнего вида, измерение размеров, функциональные испытания и т. д., чтобы убедиться, что продукт соответствует требованиям.
Мониторинг процесса. Контролируйте производственный процесс, например, контроль температуры, контроль давления впрыска и т. д., чтобы обеспечить единообразие и стабильность продукта.
Массовое производство литья под давлением преформ для бутылок из ПЭТ-бутылок включает в себя множество аспектов, таких как повышение эффективности литья под давлением, контроль затрат на продукцию, автоматизированное оснащение и настройка приспособлений, а также обеспечение качества процесса. Благодаря разумным мерам и управлению можно повысить эффективность литья под давлением, снизить затраты, а также обеспечить качество и стабильность продукции.