

Продукты



Двухкомпонентное литье под давлением 2K ручки зубной щетки.
ФУНКЦИИ
- Двухкомпонентное литье под давлением 2K ручки зубной щетки.
Охлаждение и затвердевание: после завершения инъекции пластика форма будет продолжать охлаждаться и затвердевать в течение определенного периода времени.Достаньте изделие: наконец, откройте форму и достаньте образовавшуюся двухцветную ручку зубной щетки.Подведем итог:Процесс двухцветной формовки ручки зубной щетки AnsixTech и процесс двухцветного литья под давлением — это оба метода, которые обычно используются для производства двухцветных ручек зубных щеток. Оба процесса позволяют различным частям ручки иметь разные цвета, тем самым повышая эстетику и персонализацию продукта. Конкретный выбор процесса зависит от таких факторов, как требования к конструкции продукта, производственные затраты и эффективность производства. пожалуйста, отправьте нам сообщение (электронная почта: info@ansixtech.com) в любое время, и наша команда ответит вам в течение 12 часов.
-
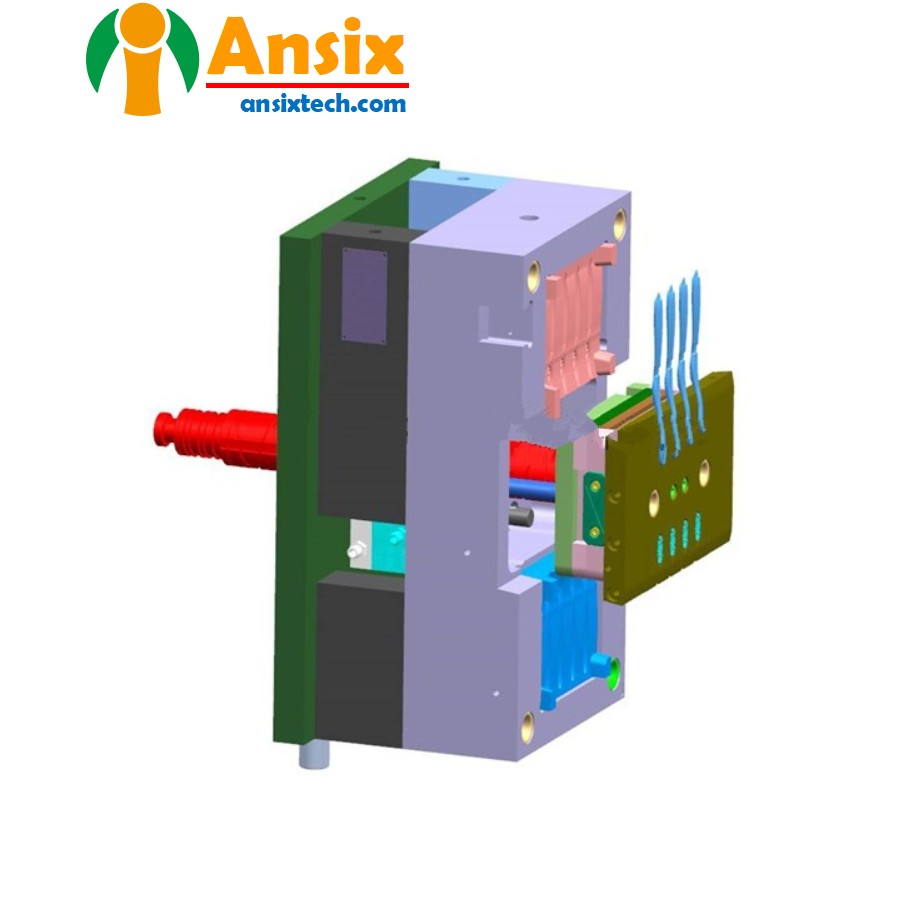
Описание формы
Материалы продукта:
ПП
Мягкая резина: ТПР
Материал формы:
S136ESR
Количество полостей:
12+12
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
15,5 с

- Ручка зубной щетки Анализ текучести пресс-формы и проектирование пресс-формыДля анализа текучести двухцветной формы ручки зубной щетки и проектирования двухцветной герметизирующей формы 2K:Анализ течения пресс-формы:а. Соберите соответствующую информацию о ручке зубной щетки, включая размер, форму, материал и т. д.б. Используйте программное обеспечение для анализа текучести пресс-формы, чтобы импортировать CAD-модель ручки зубной щетки и установить параметры процесса литья под давлением, такие как скорость впрыска, температура, давление и т. д.в. Проведите анализ течения пресс-формы, чтобы смоделировать течение расплава, наполнение, охлаждение и другие процессы в процессе литья под давлением, чтобы оценить производительность наполнения, пузырьки, короткие выстрелы и другие дефекты ручки зубной щетки, а также оптимизировать параметры процесса литья под давлением.Конструкция двухцветной инкапсуляционной формы 2K:а. На основании результатов анализа текучести пресс-формы определите структуру и размер формы с двухцветным покрытием 2К. Принимая во внимание форму и требования к ручке зубной щетки, спроектируйте соответствующую конструкцию пресс-формы, включая полость пресс-формы, сердечник пресс-формы, систему извлечения из формы, систему охлаждения и т. д.б. Определите технологический процесс двухцветного литья под давлением, включая последовательность впрыска, метод переключения цвета и т. д.в. Выполнить детальное проектирование пресс-формы, включая технологию обработки деталей пресс-формы, способ сборки, конструкцию механизма распалубки и т.д.д. Используйте программное обеспечение САПР для проектирования пресс-форм и создания трехмерных моделей и технических чертежей пресс-формы.В ходе анализа текучести пресс-формы и процесса проектирования двухцветной инкапсулированной формы 2K необходимо учитывать следующие моменты:Обеспечьте эффективность наполнения ручки зубной щетки. Благодаря анализу текучести пресс-формы параметры процесса литья под давлением оптимизируются, чтобы обеспечить хорошую производительность наполнения ручки зубной щетки и избежать дефектов.Конструкция системы охлаждения: Разумно спроектируйте систему охлаждения, чтобы обеспечить хороший эффект охлаждения во время процесса литья под давлением и повысить эффективность производства и качество продукции.Конструкция системы извлечения из формы: в соответствии с формой и требованиями ручки зубной щетки спроектируйте подходящую систему извлечения из формы, чтобы обеспечить плавное извлечение ручки зубной щетки из формы и избежать повреждений и деформации.Последовательность литья под давлением и переключение цвета: Определите технологический процесс двухцветного литья под давлением, включая последовательность впрыска и метод переключения цвета, чтобы обеспечить эффект и качество двухцветного литья под давлением.Для анализа текучести формы двухцветной ручки зубной щетки и проектирования двухцветной формы для формования 2K необходимо провести анализ текучести формы, оптимизировать параметры процесса литья под давлением, спроектировать соответствующую структуру и размер формы, определить процесс двухцветного литья под давлением и провести детальное проектирование формы. . Благодаря разумному проектированию и контролю можно получить высококачественные двухцветные ручки зубных щеток, отлитые под давлением.

- Процесс изготовления формы и выбор материала изделия для ручки зубной щеткиДля технологии обработки двухцветной формы ручки зубной щетки и выбора двухцветного литьевого материала с инкапсуляцией из ПП и ТПР:Технология обработки пресс-форм:а. В соответствии с требованиями к дизайну двухцветной формы выберите соответствующую технологию обработки и оборудование, например обрабатывающий центр с ЧПУ, электроэрозионный станок и т. д.б. Обрабатывайте детали пресс-формы, включая полость пресс-формы, сердечник пресс-формы, систему извлечения из формы, систему охлаждения и т. д. Убедитесь, что точность обработки и размер соответствуют требованиям.в. Соберите детали формы, чтобы обеспечить точную подгонку и регулировку деталей, а также стабильность и надежность формы.Выбор двухцветного материала для литья под давлением:а. Учитывайте требования к конструкции и условия использования ручки зубной щетки и выберите подходящий двухцветный материал для литья под давлением. В этом случае вы можете выбрать материал TPR, инкапсулированный из ПП, который сочетает в себе прочность и жесткость ПП-пластика с гибкостью и износостойкостью эластомера TPR.б. Сотрудничайте с надежными поставщиками материалов, чтобы обеспечить качество и стабильные поставки материалов.В технологии обработки пресс-форм и процессе выбора двухцветного материала для литья под давлением необходимо обратить внимание на следующие моменты:Точность обработки и контроль размера: убедитесь, что точность обработки и размер деталей пресс-формы соответствуют требованиям, обеспечивающим качество и стабильность литья под давлением.Обработка поверхности: В соответствии с требованиями к ручке зубной щетки проведите соответствующую обработку поверхности, такую как шлифовка, полировка и т. д., чтобы улучшить качество поверхности и гладкость ручки зубной щетки.Термическая обработка материалов: в соответствии с требованиями к материалу формы проводится соответствующая термическая обработка, такая как закалка, отпуск и т. д., для повышения твердости и износостойкости материала.Техническое обслуживание и уход за пресс-формой: регулярно обслуживайте и обслуживайте пресс-форму, включая очистку, смазку, ремонт и т. д., чтобы продлить срок службы пресс-формы и обеспечить стабильность производства.Для технологии обработки двухцветной формы ручки зубной щетки и выбора двухцветного литьевого материала, полипропиленовой капсулы TPR, необходимо выбрать соответствующую технологию обработки и оборудование, чтобы обеспечить точность обработки и контроль размеров. Что касается выбора двухцветных материалов для литья под давлением, в соответствии с требованиями к дизайну и условиями использования ручки зубной щетки, выберите подходящий двухцветный материал для литья под давлением, например материал TPR, инкапсулированный из полипропилена. Благодаря разумной технологии обработки и выбору материалов можно получить высококачественные двухцветные ручки зубных щеток, отлитые под давлением.
- Ручка зубной щетки Массовое производство и контроль качестваРучка зубной щетки, двухцветная обработка литьем под давлением, массовое производство имеет следующие преимущества в эффективности и стоимости:Эффективное производство. Литье под давлением — это эффективный и быстрый метод производства, подходящий для массового производства. Благодаря разумному планированию и составлению графиков производства можно достичь высокой производительности и стабильной эффективности производства.Автоматизированное производство: литье под давлением позволяет реализовать автоматизированное производство. С помощью автоматических термопластавтоматов и роботизированных систем можно повысить эффективность производства и снизить затраты на рабочую силу.Цикл быстрого прототипирования: цикл литья под давлением относительно короткий, что позволяет быстро завершить формование изделия и повысить эффективность производства.Формование нескольких деталей одновременно. Двухцветные формы позволяют формовать несколько деталей одновременно, сокращая этапы производства и рабочее время, а также повышая эффективность производства.Экономия материалов и затрат. Литье под давлением позволяет максимально эффективно использовать сырье и сократить количество отходов. В то же время производственные затраты могут быть снижены за счет преимуществ эффективного производства и автоматизации производства.Согласованность и стабильность: литье под давлением позволяет добиться единообразия и стабильности продукта, гарантируя, что качество и характеристики каждого продукта соответствуют требованиям.Пластичность и свобода дизайна: литье под давлением позволяет производить изделия сложной формы и структуры, соответствующие дизайнерским требованиям и индивидуальным потребностям ручек зубных щеток.Массовое производство ручки зубной щетки двухцветной формы для литья под давлением имеет преимущества эффективного производства, автоматизации производства, быстрого цикла формования, экономии материалов и затрат, последовательности и стабильности, пластичности и свободы дизайна. Благодаря разумному планированию и составлению графиков производства, использованию автоматизированного оборудования и оптимизации производственных процессов и процессов можно повысить эффективность производства и снизить затраты для удовлетворения потребностей массового производства.
- 14Я просто ненавижу завтрашний день