

Elettrodomestici e Stampi&Iniezioni Elettrici

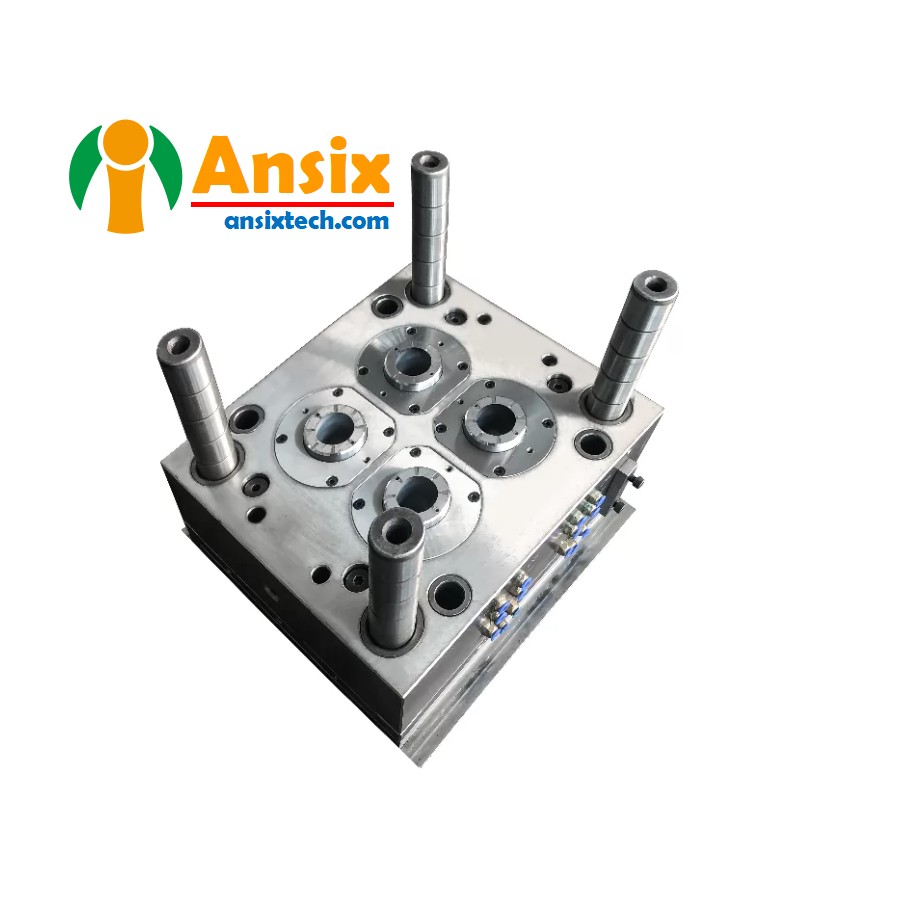
Coperchio del guscio del depuratore d'acqua Stampo ad iniezione in plastica Elemento filtrante Coperchio del manicotto in PP
CARATTERISTICHE
-
Descrizione dello stampo
Materiali del prodotto:
PP
Materiale dello stampo:
738
Numero di cavità:
1*4
Metodo di alimentazione della colla:
Canale caldo
Metodo di raffreddamento:
Raffreddamento ad acqua
Ciclo di stampaggio
33,5 s

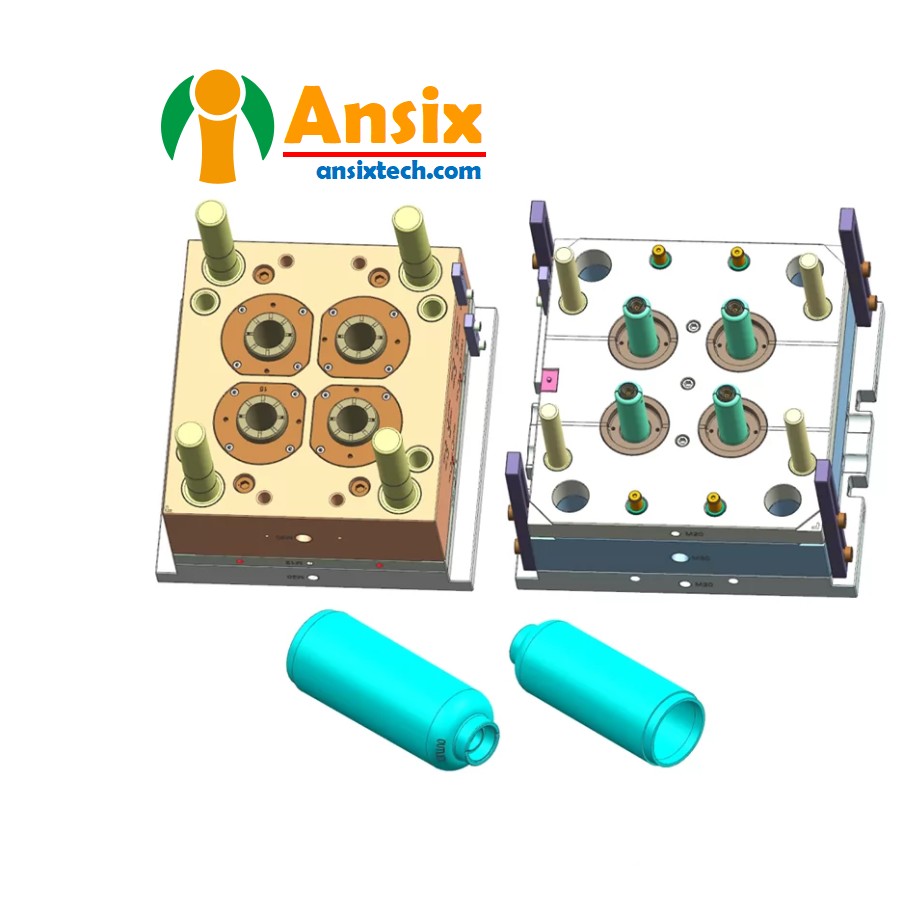
- Coperchio del guscio del depuratore d'acqua Elemento filtrante Coperchio del manicotto in PP Analisi del flusso dello stampo e progettazione dello stampoL'analisi del flusso dello stampo e la progettazione dello stampo dello stampo dell'involucro dell'elemento filtrante del depuratore dell'acqua sono collegamenti molto importanti nel processo di produzione dell'involucro dell'elemento filtrante del depuratore dell'acqua. Di seguito verrà introdotta l'analisi del flusso dello stampo e la progettazione dello stampo dello stampo dell'involucro dell'elemento filtrante del depuratore dell'acqua.Quando si progetta lo stampo dell'involucro dell'elemento filtrante del depuratore dell'acqua, è necessario considerare i seguenti aspetti:1. Progettazione della struttura dello stampo: in base alla forma e alle dimensioni dell'involucro del nucleo del filtro del depuratore dell'acqua, progettare la struttura dello stampo, inclusi lo stampo superiore, lo stampo inferiore, il nucleo dello stampo, la cavità dello stampo e altre parti dello stampo. Considerando che è possibile realizzare quattro prodotti contemporaneamente mediante stampaggio a iniezione, la disposizione degli stampi deve essere ragionevolmente progettata per garantire la qualità di stampaggio di ciascun prodotto.2. Progettazione del sistema di raffreddamento: progettare un sistema di raffreddamento ragionevole per garantire che i materiali plastici possano essere rapidamente raffreddati e solidificati per migliorare l'efficienza produttiva. Per gli stampi che stampano più prodotti contemporaneamente, la progettazione del sistema di raffreddamento è particolarmente importante per garantire che ciascun prodotto possa essere raffreddato in modo uniforme.3. Progettazione del sistema di iniezione: un sistema di iniezione adeguatamente progettato garantisce che il materiale plastico possa riempire uniformemente la cavità dello stampo ed evita difetti come bolle e iniezioni brevi. Per gli stampi che iniettano più prodotti contemporaneamente, è necessario prestare particolare attenzione alla progettazione del sistema di iniezione per garantire che ciascun prodotto possa ricevere materiale sufficiente per lo stampaggio a iniezione.4. Selezione del materiale dello stampo: selezionare i materiali dello stampo appropriati, solitamente acciaio per utensili o carburo di alta qualità, per garantire la durata e la stabilità dello stampo.5. Precisione della lavorazione dello stampo: la lavorazione dello stampo deve garantire un'elevata precisione per garantire l'accuratezza dimensionale e la consistenza del prodotto. Per gli stampi che stampano più prodotti contemporaneamente, la precisione della lavorazione è particolarmente importante ed è necessario garantire che la precisione dimensionale di ciascun prodotto sia coerente.6. Debug dello stampo: una volta completata la lavorazione dello stampo, lo stampo deve essere assemblato e sottoposto a debug per garantire che lo stampo possa produrre in modo stabile ed efficiente prodotti che soddisfino i requisiti.Considerando i fattori di cui sopra, quando si progetta lo stampo dell'involucro del nucleo del filtro del depuratore dell'acqua, è necessario prestare attenzione alla progettazione della struttura dello stampo, alla progettazione del sistema di raffreddamento, alla progettazione del sistema di iniezione, alla selezione del materiale dello stampo, alla precisione della lavorazione dello stampo e al debugging dello stampo per garantire che lo stampo possa essere stabile ed efficiente. Produrre prodotti che soddisfino i requisiti.Analisi del flusso dello stampo dello stampo dell'involucro dell'elemento filtrante del depuratore dell'acqua:UN. Utilizza il software di analisi del flusso dello stampo per importare il modello CAE/CAD/CAM del manicotto del filtro e impostare i parametri del processo di stampaggio a iniezione, come velocità di iniezione, temperatura, pressione, ecc.B. Condurre l'analisi del flusso dello stampo per simulare il flusso di fusione, il riempimento, il raffreddamento e altri processi durante il processo di stampaggio a iniezione per valutare le prestazioni di riempimento, le bolle, i colpi brevi e altri difetti dell'involucro dell'elemento filtrante e ottimizzare i parametri del processo di stampaggio a iniezione.Durante il processo di analisi del flusso dello stampo, è necessario prestare attenzione ai seguenti punti:Progettazione del sistema di sformatura: in base alla forma e ai requisiti dell'involucro dell'elemento filtrante, progettare un sistema di sformatura appropriato per garantire che l'involucro dell'elemento filtrante possa essere sformato senza problemi ed evitare danni e deformazioni.Progettazione dello stampo dell'involucro dell'elemento filtrante del depuratore dell'acqua:B. Assicurarsi che la precisione e le dimensioni dello stampo soddisfino i requisiti per garantire la qualità e la stabilità dell'involucro dell'elemento filtrante.Trattamento superficiale dello stampo: in base ai requisiti dell'involucro dell'elemento filtrante, eseguire un trattamento superficiale adeguato, come molatura, lucidatura, ecc., per migliorare la qualità della superficie e la levigatezza dell'involucro dell'elemento filtrante.In sintesi, l'analisi del flusso dello stampo e la progettazione dello stampo dello stampo dell'involucro dell'elemento filtrante del depuratore dell'acqua richiedono l'analisi del flusso dello stampo, l'ottimizzazione dei parametri del processo di stampaggio a iniezione e la progettazione dello stampo. Attraverso una progettazione e un controllo ragionevoli, è possibile ottenere involucri per cartucce filtranti per depuratori d'acqua di alta qualità.
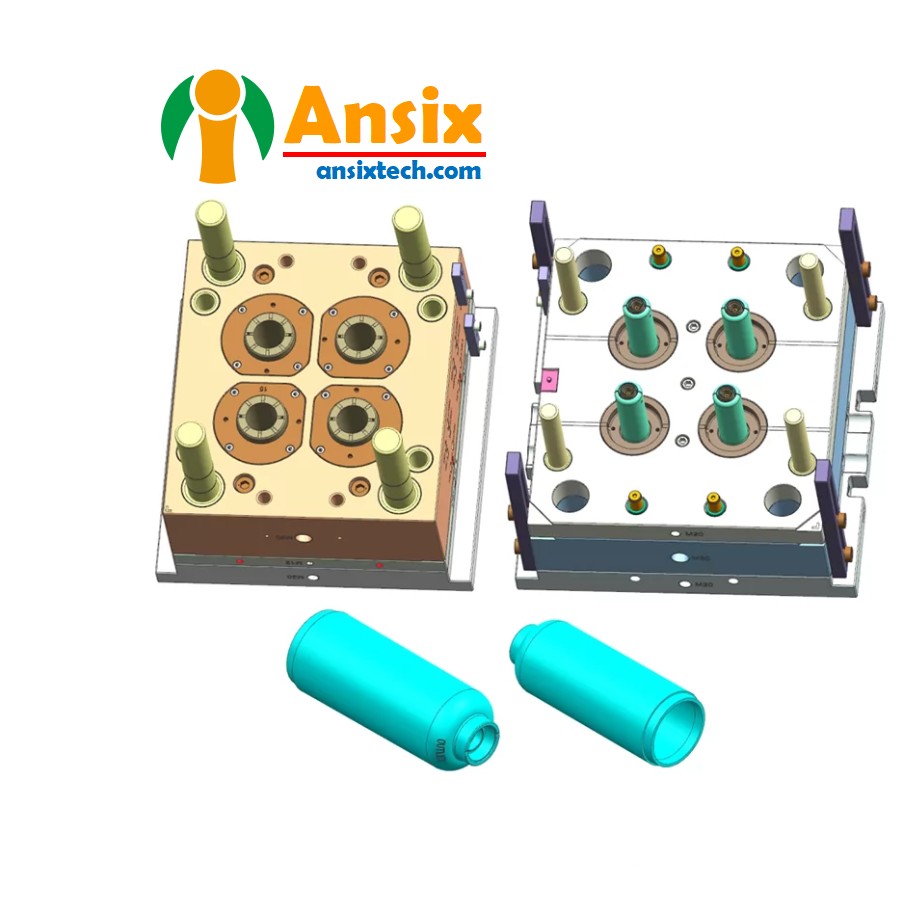
- Copertura del guscio del depuratore d'acqua Elemento filtrante Copertura del manicotto in PP del processo di produzione dello stampo e della selezione del materiale del prodottoIl processo di lavorazione dello stampo dell'involucro in PP dell'elemento filtrante del depuratore dell'acqua comprende generalmente le seguenti fasi:1. Progettazione dello stampo: in primo luogo, eseguire la progettazione dello stampo dell'involucro in PP dell'elemento filtrante del depuratore d'acqua, inclusa la progettazione della struttura del prodotto, la progettazione della struttura dello stampo, la progettazione del sistema di stampaggio a iniezione, ecc. I progettisti devono progettare una struttura dello stampo ragionevole basata su forma, dimensione e requisiti funzionali del prodotto.2. Preparazione del materiale: la selezione del materiale appropriato per lo stampo è fondamentale per la qualità e la durata dello stampo. I materiali comuni per gli stampi includono acciaio per utensili, carburo, ecc. La selezione dei materiali dovrebbe tenere conto di fattori quali l'ambiente di utilizzo dello stampo, la tecnologia di lavorazione e i costi.3. Lavorazione dello stampo: la lavorazione dello stampo solitamente comprende lavorazione CNC, elettroerosione, taglio a filo e altri processi. La lavorazione CNC è uno dei principali metodi di lavorazione degli stampi, che può ottenere una lavorazione ad alta precisione e ad alta efficienza. L'elettroerosione e il taglio a filo sono adatti per la lavorazione di parti di stampi ad alta durezza e precisione.4. Assemblaggio e debug dello stampo: una volta completata la lavorazione dello stampo, lo stampo deve essere assemblato e sottoposto a debug. Ciò include l'assemblaggio di parti dello stampo, il debug e il test degli stampi, ecc.5. Pretrattamento della materia prima: la materia prima plastica selezionata viene pretrattata, solitamente la materia prima plastica granulare viene riscaldata e fusa per facilitare lo stampaggio a iniezione.6. Stampaggio ad iniezione: iniettare la materia prima plastica preriscaldata nella cavità dello stampo attraverso la vite della macchina per lo stampaggio a iniezione. In determinate condizioni di pressione e temperatura, la materia prima plastica riempie la cavità dello stampo e modella la forma del prodotto.7. Raffreddamento e solidificazione: il raffreddamento nello stampo per un periodo di tempo consente alle materie prime plastiche di solidificarsi e formarsi.8. Estrarre il prodotto: aprire lo stampo ed estrarre il prodotto formato dall'involucro in PP dell'elemento filtrante del depuratore dell'acqua.9. Rifilatura e post-elaborazione: ritagliare il prodotto, rimuovere il materiale in eccesso, rimuovere la bava e altri processi di post-elaborazione.10. Ispezione di qualità: condurre ispezioni di qualità sui prodotti formati. Ciò include la misurazione dimensionale, l'ispezione visiva, i test funzionali, ecc. per garantire che il prodotto soddisfi i requisiti e gli standard del cliente.11. Imballaggio e spedizione: i prodotti che superano il controllo di qualità vengono imballati e preparati per la spedizione.Per la scelta del materiale dell'involucro in PP dell'elemento filtrante del depuratore d'acqua, solitamente è necessario considerare i seguenti fattori:1. Resistenza alla corrosione: l'involucro dell'elemento filtrante del depuratore d'acqua deve avere una certa resistenza alla corrosione per garantire che il prodotto non venga corroso quando entra in contatto con l'acqua.2. Resistenza alle alte temperature: l'involucro dell'elemento filtrante del depuratore d'acqua deve avere una certa resistenza alle alte temperature per garantire la stabilità in ambienti ad alta temperatura.3. Prestazioni di lavorazione dello stampaggio a iniezione: il materiale deve avere buone prestazioni di lavorazione dello stampaggio a iniezione per garantire la qualità dello stampaggio e l'efficienza produttiva del prodotto.I materiali comunemente usati per gli involucri in PP degli elementi filtranti del depuratore d'acqua includono:1. Polipropilene (PP): il materiale PP ha una buona resistenza alla corrosione e alle alte temperature ed è adatto per la produzione di involucri del nucleo del filtro per depuratori d'acqua.2. Polietilene (PE): il materiale PE ha una buona resistenza alla corrosione e alle alte temperature ed è adatto per realizzare involucri del nucleo del filtro del depuratore d'acqua.Quando si selezionano i materiali, è necessario considerare in modo esaustivo i requisiti specifici del prodotto e dell'ambiente di utilizzo.A seconda dei requisiti applicativi specifici, possono essere presi in considerazione anche altri materiali come ABS, PC, ecc.La produzione e la lavorazione degli stampi per l'involucro degli elementi filtranti del depuratore dell'acqua e la selezione e l'applicazione dei materiali dell'involucro richiedono la selezione di tecniche e attrezzature di lavorazione adeguate e la selezione di materiali con buona resistenza chimica, resistenza alle alte temperature e proprietà meccaniche. Attraverso un'elaborazione e un controllo ragionevoli dei parametri del processo di stampaggio a iniezione, è possibile ottenere involucri degli elementi filtranti del depuratore dell'acqua di alta qualità.
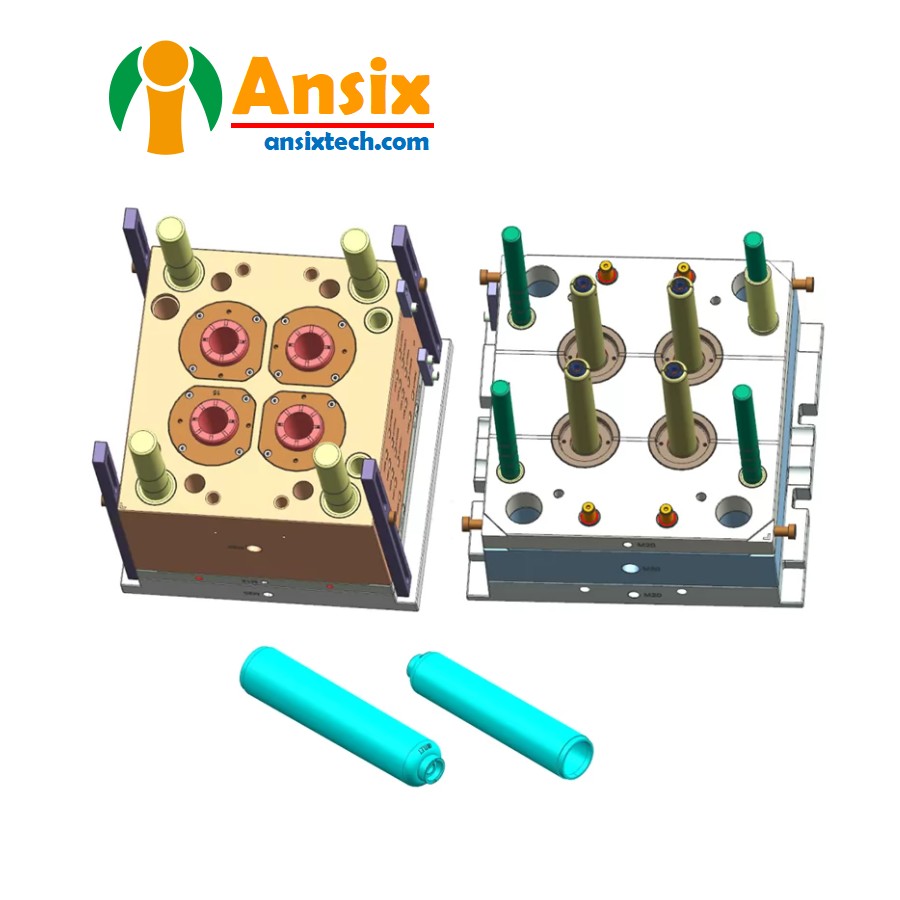
- Elemento filtrante Copertura a manicotto in PP Produzione di massa e controllo qualità perGuscio del depuratore d'acquaLa produzione in serie mediante stampaggio a iniezione di maniche a cartuccia filtrante per depuratori d'acqua coinvolge i seguenti aspetti:Ottimizzazione dei parametri del processo di stampaggio a iniezione: ottimizzando i parametri del processo di stampaggio a iniezione, come velocità di iniezione, temperatura, pressione, ecc., per migliorare le prestazioni di riempimento e ridurre il ciclo di produzione. Determinare i parametri appropriati del processo di stampaggio a iniezione in base alle caratteristiche del materiale dell'involucro e ai requisiti del prodotto.Progettazione e produzione dello stampo: in base ai requisiti di progettazione dell'involucro dell'elemento filtrante, lo stampo viene progettato e realizzato. Garantire che la precisione e le dimensioni dello stampo soddisfino i requisiti per garantire la qualità e la stabilità dello stampaggio a iniezione.Attrezzature di produzione automatizzate: utilizzare macchine automatizzate per lo stampaggio a iniezione e sistemi robotizzati per ottenere una produzione automatizzata, ridurre le operazioni manuali e migliorare l'efficienza produttiva. Le apparecchiature automatizzate possono aumentare la velocità e la coerenza della produzione e ridurre il verificarsi di errori umani.Stampo multi-cavità e produzione multi-macchina: lo stampo multi-cavità e la produzione multi-macchina vengono utilizzati per produrre simultaneamente per aumentare la resa e l'efficienza produttiva. Gli stampi multi-cavità possono iniettare più involucri contemporaneamente per migliorare l'efficienza produttiva.Controllo e ispezione della qualità: stabilire un sistema di controllo della qualità completo, comprendente l'ispezione della qualità, il controllo del processo e la gestione dei prodotti difettosi, per garantire che i prodotti soddisfino gli standard di qualità. Condurre ispezioni e test sulla qualità dell'aspetto del prodotto, sull'accuratezza dimensionale, sulle proprietà fisiche, ecc. per garantire la qualità e la coerenza del prodotto.Controllo dei costi: selezionare in modo ragionevole i materiali per lo stampaggio a iniezione e i materiali per gli stampi per ridurre i costi dei materiali e i costi di produzione degli stampi. Ottimizzare il processo di produzione, ridurre il tasso di scarto e il consumo di energia e ridurre i costi di produzione.Miglioramento continuo: migliorare continuamente il processo e la tecnologia di produzione, ottimizzare i parametri del processo di stampaggio a iniezione e la progettazione degli stampi per migliorare la qualità del prodotto e l'efficienza della produzione. Effettuare l'analisi dei guasti e la risoluzione dei problemi, gestire tempestivamente le situazioni anomale nella produzione ed evitare la produzione di prodotti difettosi.Attraverso una ragionevole ottimizzazione dei parametri del processo di stampaggio a iniezione, la progettazione e la produzione degli stampi, l'applicazione di apparecchiature di produzione automatizzate e misure di controllo della qualità e di controllo dei costi, è possibile ottenere la produzione di massa di involucri di elementi filtranti per depuratori d'acqua mediante stampaggio a iniezione. Ciò aumenta l’efficienza produttiva, riduce i costi e garantisce la qualità e l’uniformità del prodotto.