

家電製品および電気金型および射出成形

浄水器シェルカバー プラスチック射出成形金型 フィルターエレメント PPスリーブカバー
特徴
-
金型の説明
製品素材:
PP
金型材質:
738
キャビティの数:
1*4
接着剤供給方法:
ホットランナー
冷却方法:
水冷
成形サイクル
33.5秒

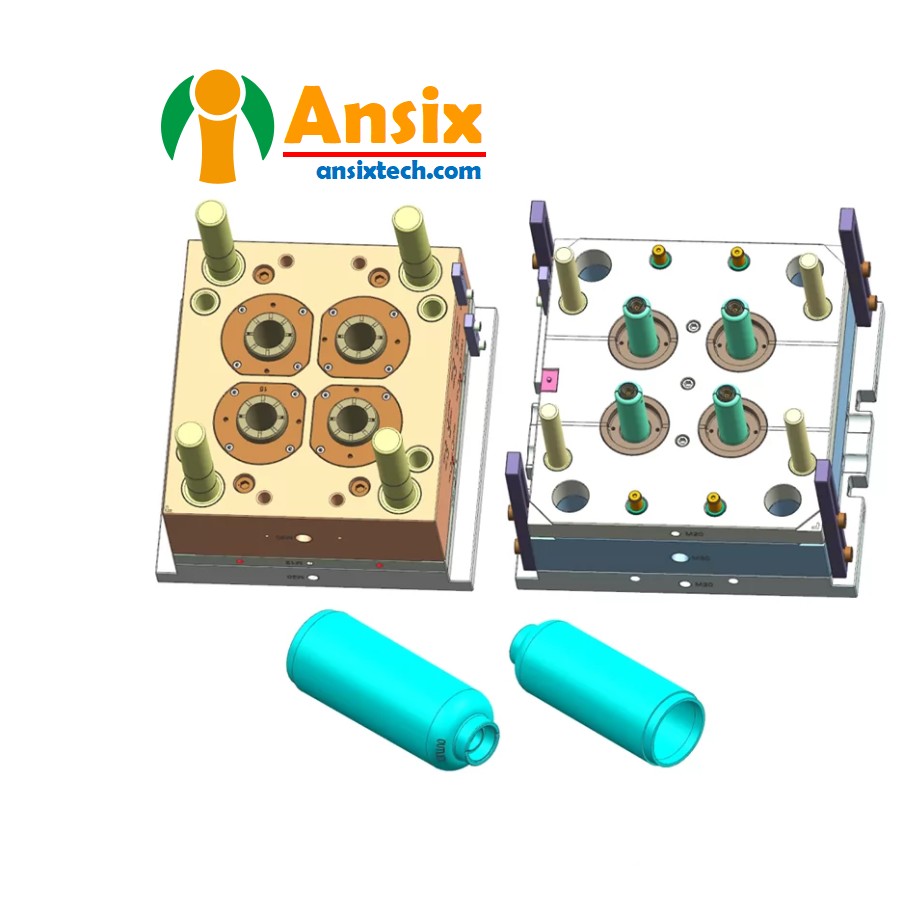
- 浄水器シェルカバー フィルターエレメント PPスリーブカバー 金型流動解析と金型設計浄水器フィルターエレメントケーシング金型のモールドフロー解析と金型設計は、浄水器フィルターエレメントケーシングの製造プロセスにおいて非常に重要な関係となります。 浄水器フィルターエレメントケーシング金型のモールドフロー解析と金型設計についてご紹介します。浄水器のフィルターエレメントのケーシング金型を設計するときは、次の点を考慮する必要があります。1.金型構造設計:浄水器フィルターコアケーシングの形状とサイズに従って、上型、下型、金型コア、金型キャビティおよび金型の他の部分を含む金型の構造を設計します。 射出成形では一度に 4 つの製品を製造できることを考慮すると、各製品の成形品質を確保するには、金型の配置を合理的に設計する必要があります。2. 冷却システムの設計: 合理的な冷却システムを設計して、プラスチック材料を迅速に冷却して固化させ、生産効率を向上させます。 一度に複数の製品を成形する金型の場合、各製品を均一に冷却できるようにする冷却システムの設計が特に重要です。3. 射出システムの設計: 適切に設計された射出システムにより、プラスチック材料が金型キャビティに均一に充填され、気泡や短い射出などの欠陥が回避されます。 一度に複数の製品を射出する金型の場合、各製品に十分な射出成形材料を確実に注入できるように、射出システムの設計に特別な注意を払う必要があります。4. 金型材料の選択: 金型の寿命と安定性を確保するために、適切な金型材料 (通常は高品質の工具鋼または超硬) を選択します。5. 金型加工精度:製品の寸法精度と均一性を確保するために、金型加工は高い精度を確保する必要があります。 複数の製品を一度に成形する金型では特に加工精度が重要であり、各製品の寸法精度を一定にする必要があります。6. 金型のデバッグ:金型の加工が完了したら、金型が要件を満たす製品を安定かつ効率的に生産できることを確認するために、金型を組み立ててデバッグする必要があります。上記の要因を考慮して、浄水器フィルターコアケーシングの金型を設計するときは、金型が確実に機能するように、金型構造設計、冷却システム設計、射出システム設計、金型材料の選択、金型加工精度、金型のデバッグに注意を払う必要があります。安定して効率的であること。 要件を満たす製品を生産します。浄水器フィルターエレメントケーシング金型のモールドフロー解析:a. モールド フロー解析ソフトウェアを使用してフィルター スリーブの CAE/CAD/CAM モデルをインポートし、射出速度、温度、圧力などの射出成形プロセス パラメーターを設定します。b. モールドフロー解析を実施して、射出成形プロセス中のメルトフロー、充填、冷却などのプロセスをシミュレーションし、フィルターエレメントケーシングの充填性能、気泡、ショートショット、その他の欠陥を評価し、射出成形プロセスパラメータを最適化します。モールド フロー解析プロセスでは、次の点に注意する必要があります。脱型システムの設計: フィルター エレメント ケーシングの形状と要件に応じて、フィルター エレメント ケーシングがスムーズに脱型でき、損傷や変形が回避されるように、適切な脱型システムを設計します。浄水器フィルターエレメントケーシング金型の金型設計:b. 金型の精度とサイズが要件を満たしていることを確認し、フィルター エレメント ケーシングの品質と安定性を確保します。金型の表面処理:フィルターエレメントケーシングの要件に応じて、研削、研磨などの適切な表面処理を実行し、フィルターエレメントケーシングの表面品質と平滑性を向上させます。要約すると、浄水器フィルターエレメントケーシング金型の金型流動解析と金型設計には、金型流動解析、射出成形プロセスパラメーターの最適化、および金型設計が必要です。 合理的な設計と管理により、高品質の浄水器フィルターカートリッジケーシングが得られます。
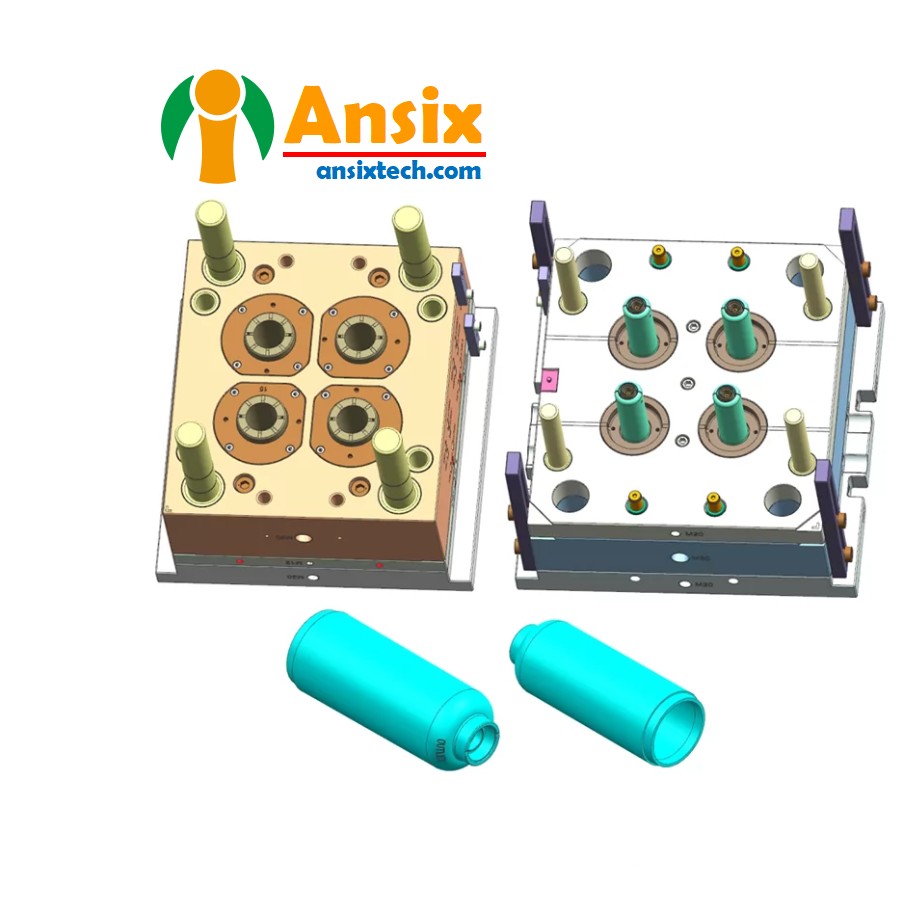
- 浄水器シェルカバー フィルターエレメント PPスリーブカバーの金型製作工程と製品材質の選定浄水器フィルターエレメント PP ケーシング金型の加工プロセスには、一般に次の手順が含まれます。1.金型設計:まず、製品構造設計、金型構造設計、射出成形システム設計などを含む、浄水器フィルターエレメントのPPケーシングの金型設計を実行します。設計者は、設計に基づいて合理的な金型構造を設計する必要があります。製品の形状、サイズ、機能要件。2. 材料の準備: 適切な金型材料を選択することは、金型の品質と寿命にとって非常に重要です。 一般的な金型の材質には工具鋼や超硬などが挙げられます。金型の使用環境、加工技術、コストなどを考慮して材質を選択する必要があります。3. 金型加工: 通常、金型加工には CNC 加工、EDM、ワイヤー切断などのプロセスが含まれます。 CNCマシニングは金型加工の代表的な手法の一つであり、高精度・高効率な加工が可能です。 高硬度・高精度の金型部品の加工に放電加工やワイヤーカットが適しています。4. 金型の組み立てとデバッグ: 金型の加工が完了したら、金型を組み立ててデバッグする必要があります。 これには、金型部品の組み立て、金型のデバッグとテストなどが含まれます。5. 原料の前処理: 選択されたプラスチック原料は前処理されます。通常、射出成形を容易にするために粒状のプラスチック原料が加熱および溶融されます。6. 射出成形: 予熱したプラスチック原料を射出成形機のスクリューを通して金型キャビティに注入します。 特定の圧力と温度条件下で、プラスチック原料が金型キャビティに充填され、製品の形状が形成されます。7. 冷却と固化: 金型内で一定期間冷却すると、プラスチック原料が固化して形成されます。8. 製品を取り出します。金型を開け、成形された浄水器フィルターエレメント PP ケーシング製品を取り出します。9. トリミングと後処理: 製品をトリミングし、余分な素材を除去し、バリを除去し、その他の後処理プロセスを実行します。10. 品質検査:成形品の品質検査を行います。 これには、製品が顧客の要件と基準を満たしていることを確認するための寸法測定、目視検査、機能テストなどが含まれます。11. 梱包と出荷: 品質検査に合格した製品は梱包され、出荷準備が整います。浄水器フィルターエレメントの PP ケーシングの材質を選択するには、通常、次の要素を考慮する必要があります。1. 耐食性:浄水器のフィルターエレメントのケーシングには、水と接触したときに製品が腐食しないように、一定の耐食性が必要です。2. 高温耐性: 浄水器フィルターエレメントのケーシングは、高温環境での安定性を確保するために、一定の高温耐性を備えている必要があります。3. 射出成形加工性能:製品の成形品質と生産効率を確保するには、材料は優れた射出成形加工性能を備えている必要があります。浄水器フィルターエレメントの PP ケーシングに一般的に使用される材料は次のとおりです。1. ポリプロピレン (PP): PP 材料は優れた耐食性と高温耐性を備えており、浄水器のフィルターコアケーシングの製造に適しています。2. ポリエチレン (PE): PE 材料は優れた耐食性と高温耐性を備えており、浄水器のフィルターコアケーシングの製造に適しています。材料を選択する際には、製品固有の要件と使用環境に基づいて総合的に考慮する必要があります。特定の用途要件に応じて、ABS、PC などの他の材料も考慮できます。浄水器フィルターエレメントのケーシング金型の製造と加工、およびケーシング材料の選択と適用には、適切な加工技術と装置の選択、および良好な耐薬品性、高温耐性、および機械的特性を備えた材料の選択が必要です。 射出成形プロセスパラメータの合理的な処理と制御により、高品質の浄水器フィルターエレメントケーシングを実現できます。
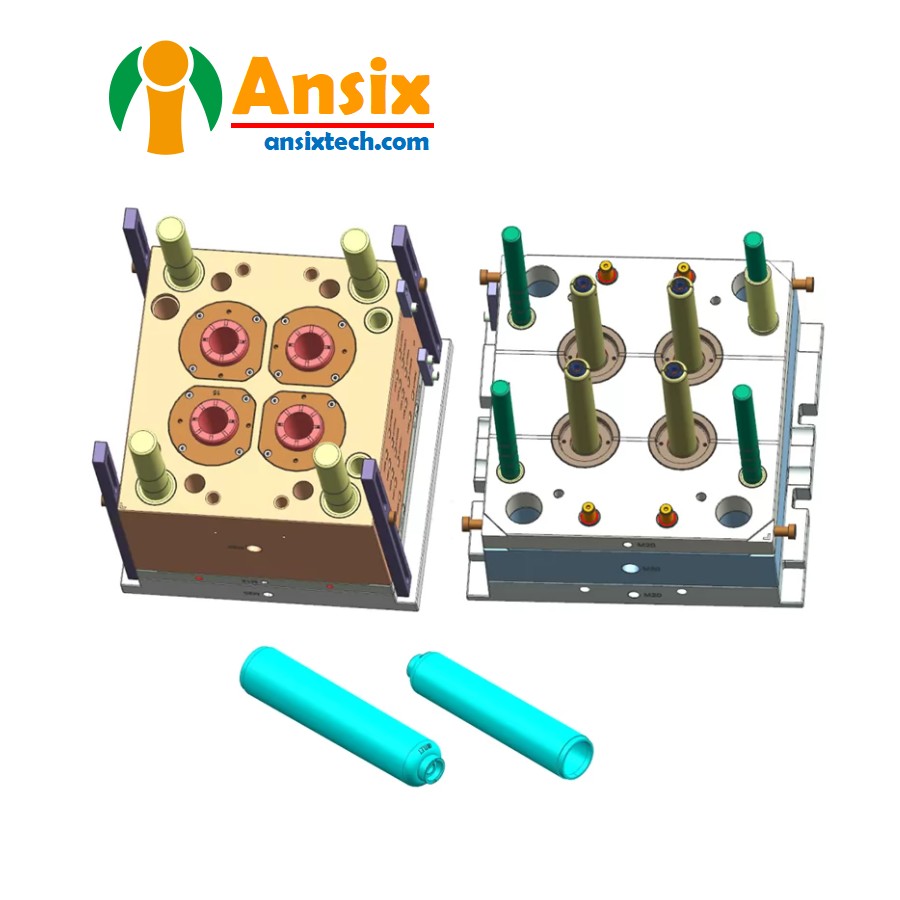
- フィルターエレメント PPスリーブカバー 量産・品質管理浄水器シェル浄水器フィルター カートリッジ スリーブの射出成形量産には、次の側面が含まれます。射出成形プロセスパラメータの最適化: 射出速度、温度、圧力などの射出成形プロセスパラメータを最適化することで、充填性能を向上させ、生産サイクルを短縮します。 ケーシング材料の特性と製品要件に基づいて、適切な射出成形プロセスのパラメーターを決定します。金型の設計および製造: フィルターエレメントケーシングの設計要件に従って、金型を設計および製造します。 金型の精度とサイズが要件を満たしていることを確認し、射出成形の品質と安定性を確保します。自動化された生産設備:自動射出成形機やロボットシステムを使用して、生産の自動化を実現し、手作業を削減し、生産効率を向上させます。 自動化された装置により、生産速度と一貫性が向上し、人的エラーの発生が軽減されます。複数個取り金型と複数機械生産: 複数個取り金型と複数機械生産を使用して同時に生産し、生産量と生産効率を高めます。 マルチキャビティ金型は、一度に複数のケーシングを射出することができ、生産効率を向上させます。品質管理と検査:製品が品質基準を満たしていることを確認するために、品質検査、工程管理、不良品の処理を含む完全な品質管理システムを確立します。 製品の外観品質、寸法精度、物性などの検査・試験を実施し、製品の品質と安定性を確保します。コスト管理: 射出成形材料と金型材料を合理的に選択し、材料コストと金型製造コストを削減します。 生産プロセスを最適化し、スクラップ率とエネルギー消費を削減し、生産コストを削減します。継続的改善: 生産プロセスと技術を継続的に改善し、射出成形プロセスパラメータと金型設計を最適化して、製品の品質と生産効率を向上させます。 障害分析と問題解決を実行し、生産における異常事態にタイムリーに対処し、不良品の生産を回避します。合理的な射出成形プロセスパラメータの最適化、金型の設計と製造、自動生産設備の適用、品質管理とコスト管理手段を通じて、浄水器フィルターエレメントケーシングの射出成形大量生産を達成できます。 これにより、生産効率が向上し、コストが削減され、製品の品質と一貫性が保証されます。