

Elettrodomestici e Stampi&Iniezioni Elettrici
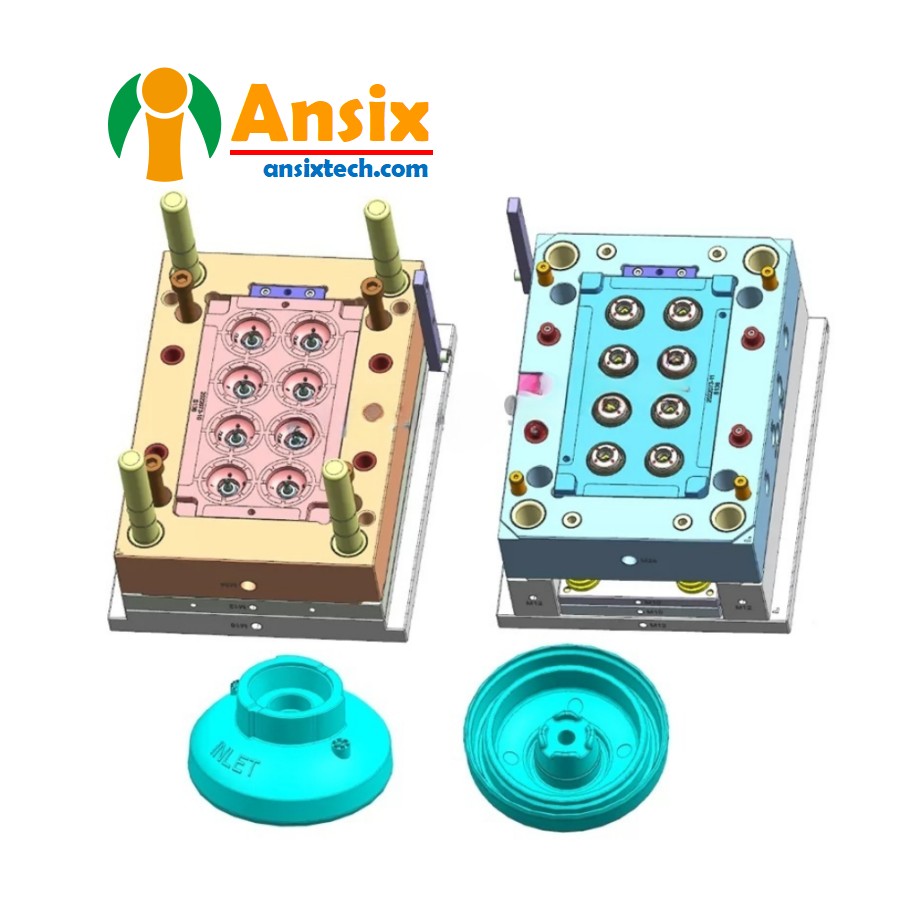


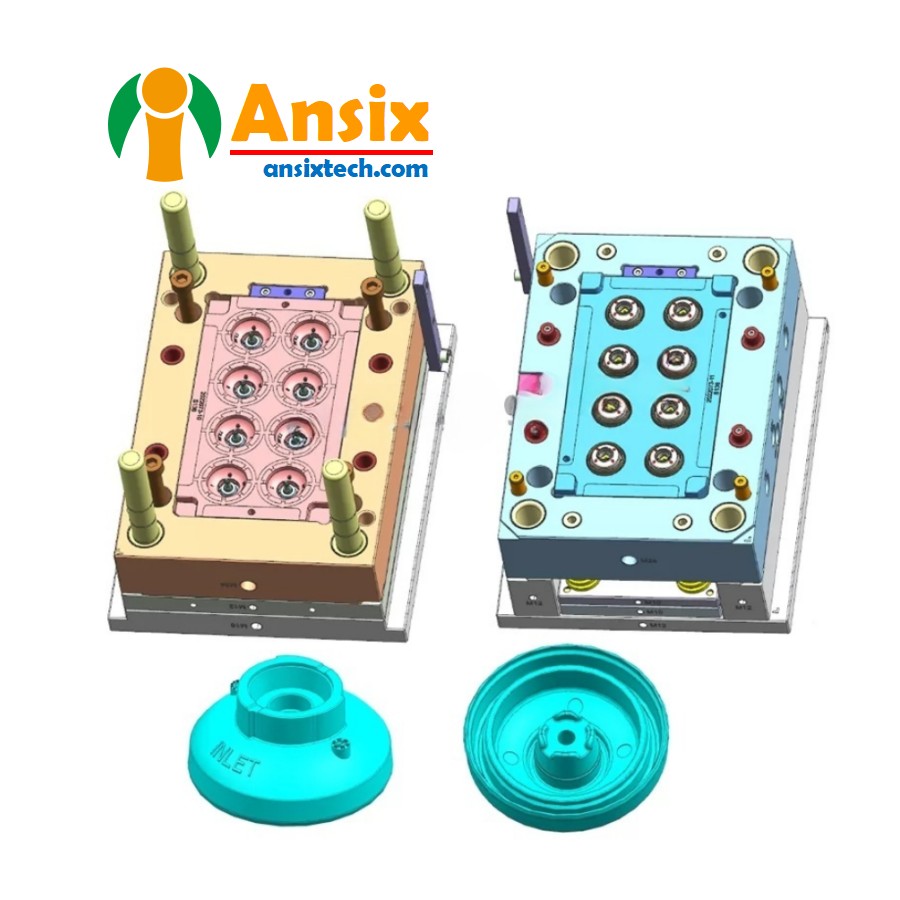
Coperchio del guscio del depuratore d'acqua Stampo ad iniezione in plastica Elemento filtrante Coperchio del manicotto in PP
CARATTERISTICHE
-
Descrizione dello stampo
Materiali del prodotto:
PP
Materiale dello stampo:
738
Numero di cavità:
1*8
Metodo di alimentazione della colla:
Canale caldo
Metodo di raffreddamento:
Raffreddamento ad acqua
Ciclo di stampaggio
36,5 s

- Coperchio del guscio del depuratore d'acqua Elemento filtrante Coperchio del manicotto in PP Analisi del flusso dello stampo e progettazione dello stampoL'analisi del flusso dello stampo e la progettazione dello stampo del coperchio del manicotto dell'elemento filtrante del depuratore dell'acqua sono collegamenti molto importanti nel processo di produzione. Di seguito verrà introdotta l'analisi del flusso dello stampo e la progettazione dello stampo dello stampo del coperchio dell'involucro dell'elemento filtrante del depuratore dell'acqua.Analisi del flusso dello stampo dello stampo del coperchio del manicotto dell'elemento filtrante del depuratore dell'acqua:UN. Utilizzare il software di analisi del flusso dello stampo per importare il modello CAD del coperchio del manicotto del filtro e impostare i parametri del processo di stampaggio a iniezione, come velocità di iniezione, temperatura, pressione, ecc.B. Condurre l'analisi del flusso dello stampo per simulare il flusso di fusione, il riempimento, il raffreddamento e altri processi durante il processo di stampaggio a iniezione per valutare le prestazioni di riempimento, le bolle, i colpi brevi e altri difetti del coperchio del manicotto del filtro e ottimizzare i parametri del processo di stampaggio a iniezione.Durante il processo di analisi del flusso dello stampo, è necessario prestare attenzione ai seguenti punti:Garantire le prestazioni di riempimento: attraverso l'analisi del flusso dello stampo, i parametri del processo di stampaggio a iniezione sono ottimizzati per garantire buone prestazioni di riempimento ed evitare difetti.Progettazione del sistema di raffreddamento: progettare in modo ragionevole il sistema di raffreddamento per garantire un buon effetto di raffreddamento durante il processo di stampaggio a iniezione e migliorare l'efficienza produttiva e la qualità del prodotto.Progettazione del sistema di sformatura: in base alla forma e ai requisiti del coperchio dell'involucro dell'elemento filtrante, progettare un sistema di sformatura adeguato per garantire che il coperchio dell'involucro dell'elemento filtrante possa essere sformato senza problemi ed evitare danni e deformazioni.Sequenza di stampaggio a iniezione e posizione del punto di iniezione: determinare la sequenza di iniezione e la posizione del punto di iniezione per garantire che il materiale plastico possa riempire completamente la cavità dello stampo ed evitare vuoti e difetti.Progettazione dello stampo del coperchio dell'involucro dell'elemento filtrante del depuratore dell'acqua:UN. In base ai requisiti di progettazione del coperchio dell'involucro dell'elemento filtrante, progettare lo stampo, compresa la cavità dello stampo, l'anima dello stampo, il sistema di sformatura, il sistema di raffreddamento, ecc.B. Assicurarsi che la precisione e le dimensioni dello stampo soddisfino i requisiti per garantire la qualità e la stabilità del coperchio del manicotto del filtro.C. Utilizzare il software CAD per progettare lo stampo e generare il modello tridimensionale e i disegni tecnici dello stampo.Durante il processo di progettazione dello stampo, è necessario prestare attenzione ai seguenti punti:Precisione della lavorazione e controllo delle dimensioni: garantire che la precisione della lavorazione e le dimensioni delle parti dello stampo soddisfino i requisiti per garantire la qualità e la stabilità dello stampaggio a iniezione.Trattamento superficiale dello stampo: in base ai requisiti del coperchio dell'involucro dell'elemento filtrante, eseguire un trattamento superficiale adeguato, come molatura, lucidatura, ecc., per migliorare la qualità della superficie e la levigatezza del coperchio dell'involucro dell'elemento filtrante.Considerare la durabilità e la facilità di manutenzione dello stampo: progettare in modo ragionevole la struttura e le parti dello stampo per migliorare la durabilità e la facilità di manutenzione dello stampo e ridurre i tempi di inattività e i costi di riparazione.In sintesi, l'analisi del flusso dello stampo e la progettazione dello stampo dello stampo del coperchio dell'involucro dell'elemento filtrante del depuratore dell'acqua richiedono l'analisi del flusso dello stampo, l'ottimizzazione dei parametri del processo di stampaggio a iniezione e la progettazione dello stampo. Attraverso una progettazione e un controllo ragionevoli, è possibile ottenere coperture a manicotto della cartuccia del filtro del depuratore d'acqua di alta qualità.

- Copertura del guscio del depuratore d'acqua Elemento filtrante Copertura del manicotto in PP del processo di produzione dello stampo e della selezione del materiale del prodottoLa produzione e la lavorazione dello stampo del coperchio del manicotto dell'elemento filtrante del depuratore dell'acqua e la selezione e l'applicazione dei materiali di copertura:Produzione e lavorazione stampi:In base al progetto dello stampo, selezionare la tecnologia e l'attrezzatura di lavorazione appropriate, come centro di lavoro CNC, macchina per elettroerosione, ecc.Lavorazione di parti dello stampo, tra cui cavità dello stampo, nucleo dello stampo, sistema di sformatura, sistema di raffreddamento, ecc. Garantire che la precisione e le dimensioni della lavorazione soddisfino i requisiti.Assemblare le parti dello stampo per garantire l'adattamento e la regolazione accurati delle parti e garantire la stabilità e l'affidabilità dello stampo.Selezione del materiale di copertura:Selezionare il materiale appropriato in base ai requisiti del coperchio del manicotto del filtro del depuratore d'acqua. I materiali comunemente usati includono polipropilene (PP), polietilene (PE), ecc.Il materiale PP ha una buona resistenza chimica, resistenza alle alte temperature e proprietà meccaniche. È adatto per la produzione di coperture per involucri di elementi filtranti per depuratori d'acqua e può soddisfare i requisiti di resistenza chimica e ambiente ad alta temperatura.A seconda dei requisiti applicativi specifici, possono essere presi in considerazione anche altri materiali come ABS, PC, ecc.Durante la produzione e la lavorazione dello stampo del coperchio del manicotto dell'elemento filtrante del depuratore dell'acqua e la selezione e l'applicazione dei materiali di copertura, è necessario tenere conto dei seguenti punti:Precisione della lavorazione e controllo delle dimensioni: garantire che la precisione della lavorazione e le dimensioni delle parti dello stampo soddisfino i requisiti per garantire la qualità e la stabilità dello stampaggio a iniezione.Trattamento superficiale dello stampo: in base ai requisiti del coperchio dell'involucro dell'elemento filtrante del depuratore dell'acqua, eseguire un trattamento superficiale adeguato, come molatura, lucidatura, ecc., per migliorare la qualità della superficie e la levigatezza del coperchio dell'involucro dell'elemento filtrante.Controllo dei parametri del processo di stampaggio a iniezione: in base alle caratteristiche del materiale di copertura, i parametri del processo di stampaggio a iniezione sono ragionevolmente progettati e controllati per garantire che le prestazioni di riempimento e l'effetto di indurimento del materiale soddisfino i requisiti.Selezione e certificazione dei materiali: seleziona i materiali per lo stampaggio a iniezione che soddisfano gli standard pertinenti e i requisiti di certificazione per garantire la sicurezza e l'igiene del prodotto.La produzione e la lavorazione dello stampo del coperchio del manicotto dell'elemento filtrante del depuratore dell'acqua e la selezione e l'applicazione dei materiali di copertura richiedono la selezione di tecniche e attrezzature di lavorazione adeguate e la selezione di materiali con buona resistenza chimica, resistenza alle alte temperature e proprietà meccaniche. Attraverso un'elaborazione e un controllo ragionevoli dei parametri del processo di stampaggio a iniezione, è possibile ottenere coperture a manicotto dell'elemento filtrante del depuratore d'acqua di alta qualità.
- Coperchio del guscio del depuratore d'acqua Elemento filtrante Coperchio del manicotto in PP Produzione di massa e controllo di qualitàLa produzione in serie e la lavorazione secondaria della saldatura ad ultrasuoni dei coperchi dei manicotti degli elementi filtranti del depuratore d'acqua prevede le seguenti fasi:Produzione in serie del coperchio della cartuccia del filtro del depuratore d'acqua:Preparare la macchina per lo stampaggio a iniezione, lo stampo e il materiale adatto per il coperchio, ad esempio polipropilene (PP).Eseguire la produzione di stampaggio a iniezione in base alla progettazione dello stampo e garantire prestazioni di riempimento e qualità del prodotto attraverso l'ottimizzazione dei parametri del processo di stampaggio a iniezione.Utilizzare apparecchiature di produzione automatizzate, come macchine automatizzate per lo stampaggio a iniezione e sistemi robotici, per ottenere una produzione efficiente e migliorare l'efficienza e la coerenza della produzione.Condurre controlli e ispezioni di qualità per garantire che i prodotti soddisfino gli standard di qualità, inclusa la qualità dell'aspetto, l'accuratezza dimensionale e le prestazioni fisiche, ecc.Preparare l'attrezzatura e il processo di saldatura a ultrasuoni:Preparare l'attrezzatura per la saldatura ad ultrasuoni, inclusa la saldatrice ad ultrasuoni e lo stampo per saldatura.In base ai requisiti di progettazione del coperchio dell'involucro dell'elemento filtrante del depuratore dell'acqua, determinare la posizione di saldatura e i parametri di saldatura, come tempo di saldatura, pressione e ampiezza, ecc.Preparare lo stampo di saldatura e assicurarsi che la precisione e le dimensioni dello stampo soddisfino i requisiti per garantire la qualità e la stabilità della saldatura.Eseguire la lavorazione secondaria della saldatura ad ultrasuoni:Posizionare il manicotto e il coperchio della cartuccia del depuratore d'acqua nello stampo di saldatura, assicurandosi del corretto posizionamento e allineamento.Avviare la saldatrice ad ultrasuoni per generare energia termica attraverso la vibrazione ultrasonica per riscaldare e premere insieme le superfici di contatto del manicotto dell'elemento filtrante e del coperchio.Controllare il tempo e la pressione della saldatura per garantire la qualità e la resistenza della saldatura.Dopo aver completato la saldatura, condurre un'ispezione di qualità per garantire la fermezza e la tenuta della saldatura.Attraverso la produzione in serie di coperture a manicotto degli elementi filtranti del depuratore d'acqua e la saldatura a ultrasuoni con lavorazione secondaria, è possibile ottenere una produzione efficiente e prodotti di alta qualità. La saldatura ad ultrasuoni può fornire una connessione forte e una buona tenuta, garantendo le prestazioni e l'affidabilità del coperchio della cartuccia del filtro del depuratore d'acqua. Durante tutto il processo di produzione, sono necessari controlli e ispezioni di qualità per garantire la qualità e la coerenza del prodotto.