

家電製品および電気金型および射出成形
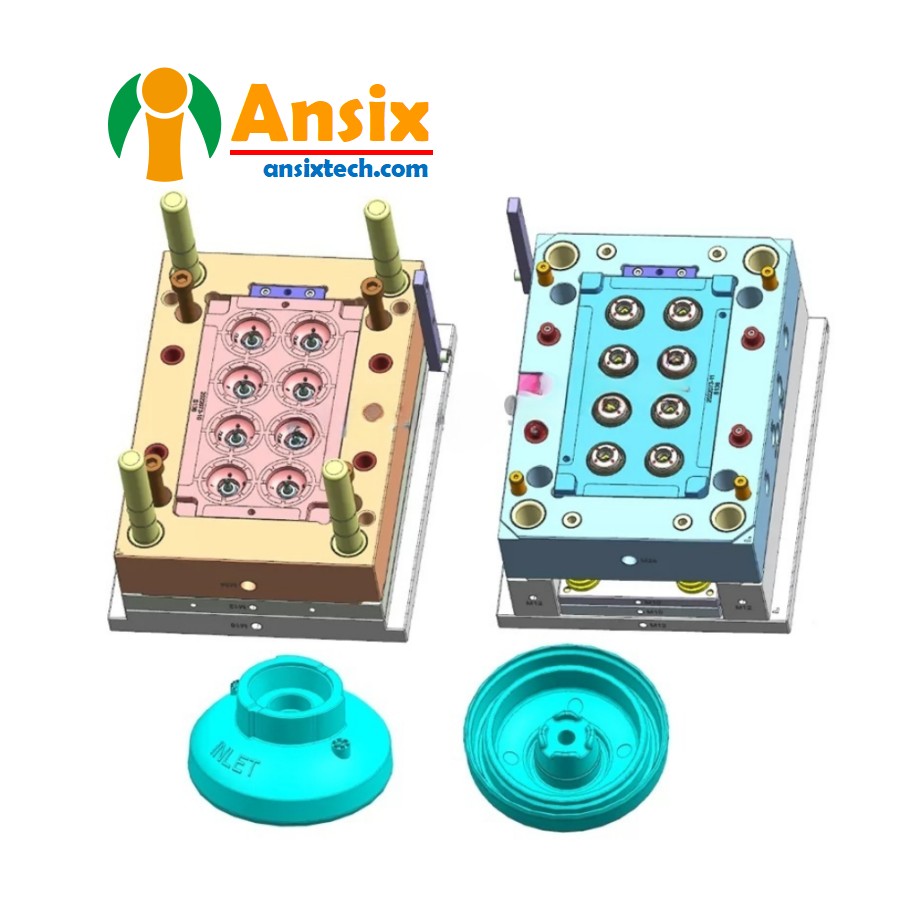


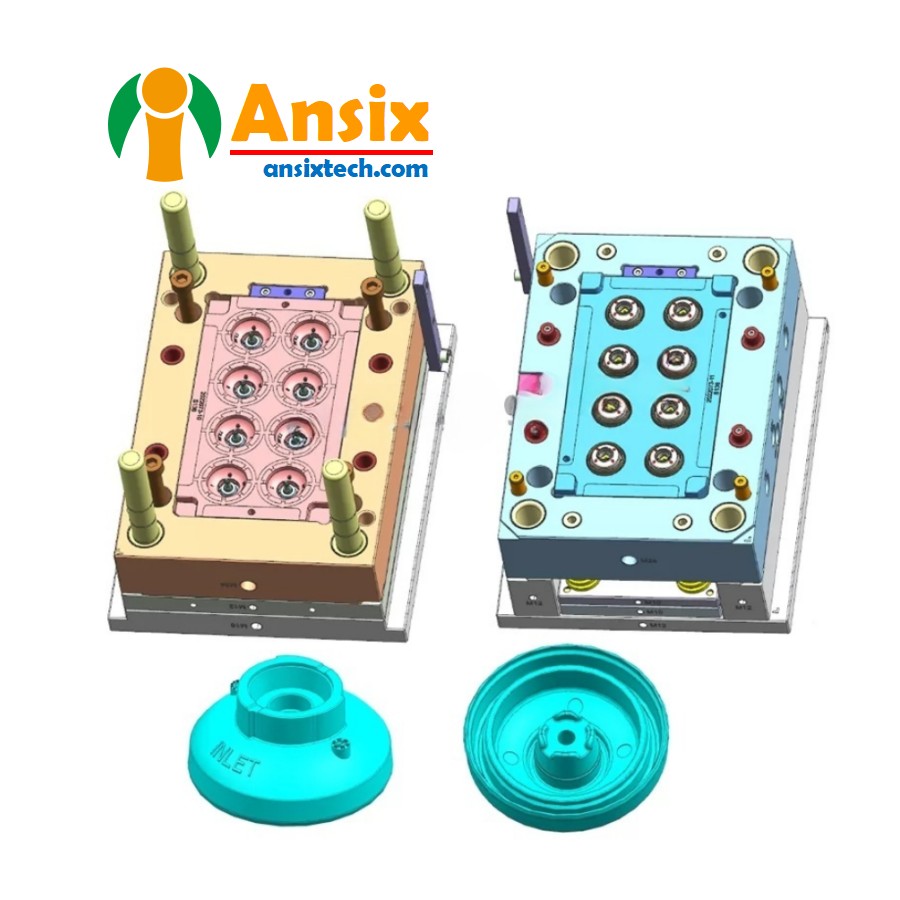
浄水器シェルカバー プラスチック射出成形金型 フィルターエレメント PPスリーブカバー
特徴
-
金型の説明
製品素材:
PP
金型材質:
738
キャビティの数:
1*8
接着剤供給方法:
ホットランナー
冷却方法:
水冷
成形サイクル
36.5秒

- 浄水器シェルカバー フィルターエレメント PPスリーブカバー 金型流動解析と金型設計浄水器フィルターエレメントスリーブカバー金型のモールドフロー解析と金型設計は、製造プロセスにおいて非常に重要な関係となります。 浄水器フィルターエレメントケーシングカバー金型のモールドフロー解析と金型設計についてご紹介します。浄水器フィルターエレメントスリーブカバー金型のモールドフロー解析:a. モールド フロー解析ソフトウェアを使用してフィルター スリーブ カバーの CAD モデルをインポートし、射出速度、温度、圧力などの射出成形プロセス パラメーターを設定します。b. モールドフロー解析を実施して、射出成形プロセス中のメルトフロー、充填、冷却などのプロセスをシミュレーションし、フィルタースリーブカバーの充填性能、気泡、ショートショット、その他の欠陥を評価し、射出成形プロセスのパラメーターを最適化します。モールド フロー解析プロセスでは、次の点に注意する必要があります。充填パフォーマンスの確保: モールド フロー解析を通じて、射出成形プロセスのパラメーターが最適化され、良好な充填パフォーマンスを確保し、欠陥を回避します。冷却システムの設計: 冷却システムを合理的に設計して、射出成形プロセス中に良好な冷却効果を確保し、生産効率と製品の品質を向上させます。脱型システムの設計: フィルター エレメント ケーシング カバーの形状と要件に応じて、フィルター エレメント ケーシング カバーがスムーズに脱型でき、損傷や変形が回避されるように、適切な脱型システムを設計します。射出成形順序と射出ポイントの位置: プラスチック材料が金型キャビティに完全に充填され、ボイドや欠陥が発生しないように、射出順序と射出ポイントの位置を決定します。浄水器フィルターエレメントケーシングカバー金型の金型設計:a. フィルターエレメントケーシングカバーの設計要件に従って、金型キャビティ、金型コア、離型システム、冷却システムなどを含む金型を設計します。b. 金型の精度とサイズが要件を満たしていることを確認し、フィルター スリーブ カバーの品質と安定性を確保します。c. CAD ソフトウェアを使用して金型を設計し、金型の 3 次元モデルと設計図面を生成します。金型設計プロセスでは、次の点に注意する必要があります。加工精度と寸法管理:金型部品の加工精度と寸法が要件を満たしていることを確認し、射出成形の品質と安定性を確保します。金型の表面処理:フィルターエレメントケーシングカバーの要件に応じて、研削、研磨などの適切な表面処理を実行し、フィルターエレメントケーシングカバーの表面品質と平滑性を向上させます。金型の耐久性とメンテナンス性を考慮:金型の構造や部品を合理的に設計することで、金型の耐久性とメンテナンス性を向上させ、ダウンタイムや修理コストを削減します。要約すると、浄水器フィルター エレメント ケーシング カバー金型の金型流動解析と金型設計には、金型流動解析、射出成形プロセス パラメーターの最適化、および金型設計が必要です。 合理的な設計と管理により、高品質の浄水器フィルターカートリッジスリーブカバーが得られます。

- 浄水器シェルカバー フィルターエレメント PPスリーブカバーの金型製作工程と製品材質の選定浄水器フィルターエレメントスリーブカバー金型の製造と加工、およびカバー材料の選択と適用:金型の製造と加工:金型設計に応じて、CNCマシニングセンター、放電加工機などの適切な加工技術と設備を選択します。金型キャビティ、金型コア、離型システム、冷却システムなどの金型部品の加工。加工精度とサイズが要件を満たしていることを確認します。金型部品を組み立てて、部品の正確な取り付けと調整を確保し、金型の安定性と信頼性を確保します。カバー素材の選択:浄水器フィルタースリーブカバーの要件に応じて適切な材質を選択してください。 一般的に使用される材質としては、ポリプロピレン(PP)、ポリエチレン(PE)などが挙げられます。PP 材料は、優れた耐薬品性、高温耐性、機械的特性を備えています。 浄水器フィルターエレメントケーシングカバーの製造に適しており、耐薬品性と高温環境の要件を満たすことができます。特定の用途要件に応じて、ABS、PC などの他の材料も考慮できます。浄水器フィルターエレメントのスリーブカバー金型の製造と加工、およびカバー材料の選択と適用の際には、次の点に注意する必要があります。加工精度と寸法管理:金型部品の加工精度と寸法が要件を満たしていることを確認し、射出成形の品質と安定性を確保します。金型の表面処理:浄水器フィルターエレメントケーシングカバーの要件に応じて、研削、研磨などの適切な表面処理を実行し、フィルターエレメントケーシングカバーの表面品質と平滑性を向上させます。射出成形プロセスパラメータの制御: カバー材料の特性に応じて、材料の充填性能と硬化効果が要件を満たすように射出成形プロセスパラメータが合理的に設計および制御されます。材料の選択と認証: 製品の安全性と衛生を確保するために、関連する規格と認証要件を満たす射出成形材料を選択します。浄水器フィルターエレメントのスリーブカバー金型の製造と加工、およびカバー材料の選択と適用には、適切な加工技術と装置の選択、および良好な耐薬品性、高温耐性、および機械的特性を備えた材料の選択が必要です。 射出成形プロセスパラメータの合理的な処理と制御により、高品質の浄水器フィルターエレメントスリーブカバーを実現できます。
- 浄水器シェルカバー フィルターエレメント PPスリーブカバー 量産・品質管理浄水器フィルターエレメントスリーブカバーの超音波溶着の量産と二次加工は以下の手順で行われます。浄水器フィルターカートリッジカバー量産:射出成形機、金型、ポリプロピレン (PP) などの適切な蓋の材料を準備します。金型設計に基づいて射出成形生産を実施し、射出成形プロセスパラメータの最適化により充填性能と製品品質を確保します。自動射出成形機やロボット システムなどの自動生産設備を使用して、効率的な生産を実現し、生産効率と一貫性を向上させます。製品が外観品質、寸法精度、物理的性能などの品質基準を満たしていることを確認するための品質管理と検査を実施します。超音波溶接装置とプロセスを準備します。超音波溶着機や溶着金型などの超音波溶着装置を準備します。浄水器フィルターエレメントケーシングカバーの設計要件に従って、溶接位置と溶接時間、圧力、振幅などの溶接パラメータを決定します。溶接金型を準備し、金型の精度とサイズが溶接の品質と安定性を確保するための要件を満たしていることを確認します。超音波溶着二次加工を実施します。浄水器カートリッジのスリーブとカバーを溶接金型に配置し、正しい位置と位置合わせを確認します。超音波溶接機を起動し、超音波振動によって熱エネルギーを発生させ、フィルターエレメントスリーブとカバーの接触面を加熱して押し付けます。溶接時間と圧力を制御して、溶接の品質と強度を確保します。溶接が完了したら、品質検査を実施して、溶接の堅さと密閉性を確認します。浄水器フィルターエレメントスリーブカバーの量産と超音波溶着による二次加工により、効率的な生産と高品質な製品を実現します。 超音波溶接は強力な接続と良好なシールを提供し、浄水器フィルターカートリッジカバーの性能と信頼性を保証します。 製品の品質と一貫性を確保するには、生産プロセス全体を通じて品質管理と検査が必要です。