

Perkakas Rumah dan Acuan & Suntikan Elektrik
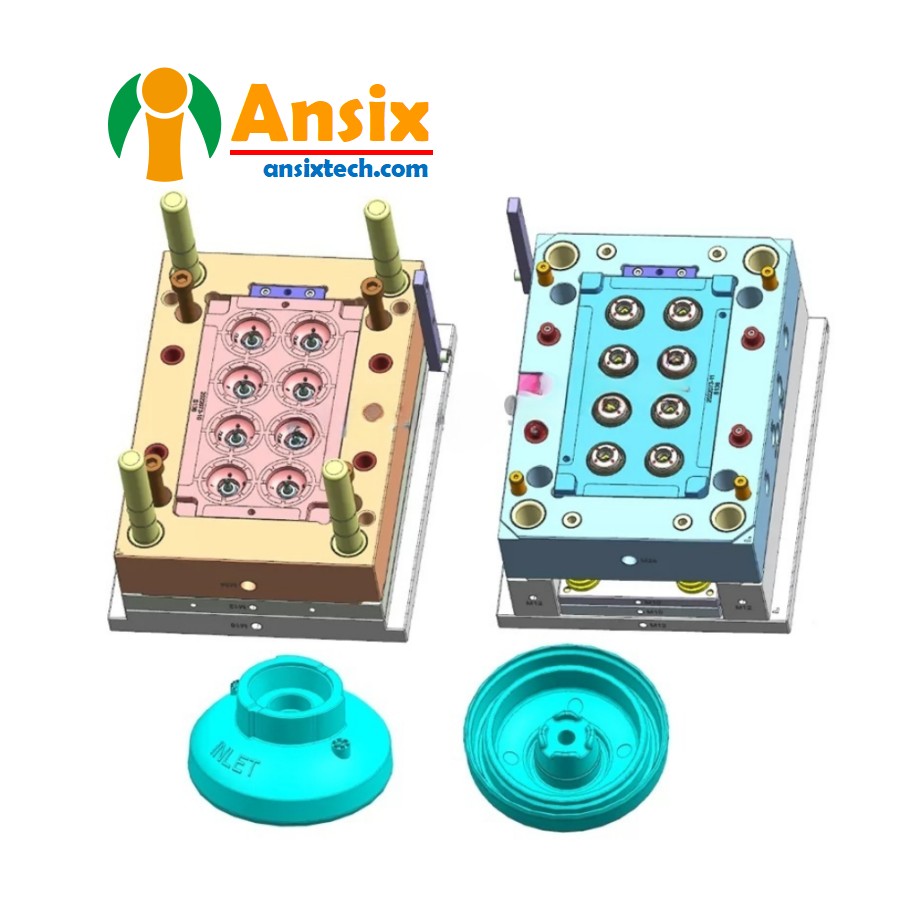


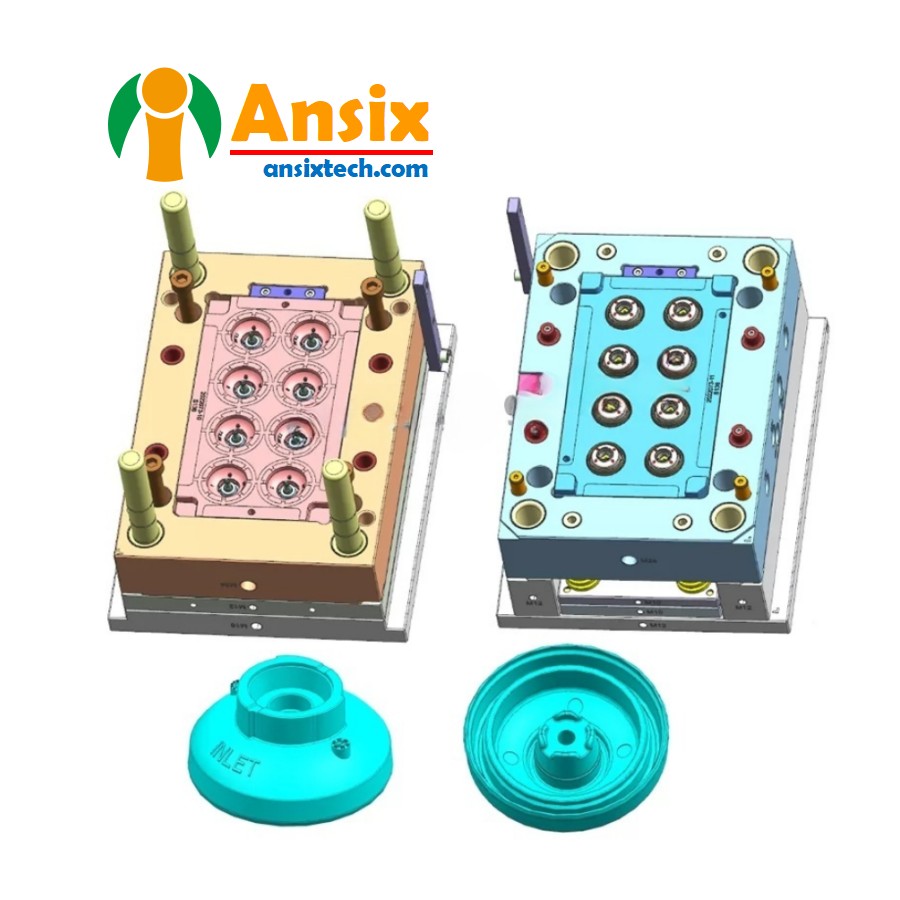
Penutup Cangkang Penulen Air Acuan Suntikan Plastik Elemen penapis Penutup lengan PP
CIRI-CIRI
-
Penerangan Acuan
Bahan Produk:
PP
Bahan acuan:
738
Bilangan Rongga:
1*8
Kaedah Pemberian Gam:
Pelari panas
Kaedah penyejukan:
Penyejukan air
Kitaran Pengacuan
36.5s

- Water Purifier Shell Cover Elemen penapis Penutup lengan PP Analisis aliran acuan dan reka bentuk acuanAnalisis aliran acuan dan reka bentuk acuan acuan penutup lengan elemen penulen air adalah pautan yang sangat penting dalam proses pembuatan. Berikut akan memperkenalkan analisis aliran acuan dan reka bentuk acuan acuan penutup sarung elemen penulen air.Analisis aliran acuan acuan penutup lengan elemen penulen air:a. Gunakan perisian analisis aliran acuan untuk mengimport model CAD penutup lengan penapis, dan tetapkan parameter proses pengacuan suntikan, seperti kelajuan suntikan, suhu, tekanan, dsb.b. Menjalankan analisis aliran acuan untuk mensimulasikan aliran cair, pengisian, penyejukan dan proses lain semasa proses pengacuan suntikan untuk menilai prestasi pengisian, buih, pukulan pendek dan kecacatan lain pada penutup lengan penapis, dan mengoptimumkan parameter proses pengacuan suntikan.Semasa proses analisis aliran acuan, anda perlu memberi perhatian kepada perkara berikut:Memastikan prestasi pengisian: Melalui analisis aliran acuan, parameter proses pengacuan suntikan dioptimumkan untuk memastikan prestasi pengisian yang baik dan mengelakkan kecacatan.Reka bentuk sistem penyejukan: Reka bentuk sistem penyejukan secara munasabah untuk memastikan kesan penyejukan yang baik semasa proses pengacuan suntikan dan meningkatkan kecekapan pengeluaran dan kualiti produk.Reka bentuk sistem demoulding: Mengikut bentuk dan keperluan penutup selongsong elemen penapis, reka bentuk sistem demoulding yang sesuai untuk memastikan penutup selongsong elemen penapis dapat dirobohkan dengan lancar dan mengelakkan kerosakan dan ubah bentuk.Urutan pengacuan suntikan dan lokasi titik suntikan: Tentukan urutan suntikan dan lokasi titik suntikan untuk memastikan bahan plastik dapat mengisi sepenuhnya rongga acuan dan mengelakkan lompang dan kecacatan.Reka bentuk acuan acuan penutup sarung elemen penulen air:a. Mengikut keperluan reka bentuk penutup selongsong elemen penapis, reka bentuk acuan, termasuk rongga acuan, teras acuan, sistem demoulding, sistem penyejukan, dll.b. Pastikan ketepatan dan saiz acuan memenuhi keperluan untuk memastikan kualiti dan kestabilan penutup lengan penapis.c. Gunakan perisian CAD untuk mereka bentuk acuan dan menjana model tiga dimensi dan lukisan kejuruteraan acuan.Semasa proses reka bentuk acuan, anda perlu memberi perhatian kepada perkara berikut:Ketepatan pemprosesan dan kawalan saiz: Pastikan ketepatan pemprosesan dan saiz bahagian acuan memenuhi keperluan untuk memastikan kualiti dan kestabilan pengacuan suntikan.Rawatan permukaan acuan: Mengikut keperluan penutup selongsong elemen penapis, lakukan rawatan permukaan yang sesuai, seperti pengisaran, penggilap, dll., untuk meningkatkan kualiti permukaan dan kelancaran penutup selongsong elemen penapis.Pertimbangkan ketahanan dan kemudahan penyelenggaraan acuan: Reka bentuk struktur dan bahagian acuan dengan munasabah untuk meningkatkan ketahanan dan kemudahan penyelenggaraan acuan, dan mengurangkan masa henti dan kos pembaikan.Secara ringkasnya, analisis aliran acuan dan reka bentuk acuan acuan penutup selongsong elemen penulen air memerlukan analisis aliran acuan, pengoptimuman parameter proses pengacuan suntikan, dan reka bentuk acuan. Melalui reka bentuk dan kawalan yang munasabah, penutup lengan kartrij penulen air berkualiti tinggi boleh diperolehi.

- Water Purifier Shell Cover Elemen penapis Penutup lengan PP proses pembuatan acuan dan pemilihan bahan produkPengilangan dan pemprosesan acuan penutup lengan elemen penulen air dan pemilihan dan penggunaan bahan penutup:Pembuatan dan pemprosesan acuan:Mengikut reka bentuk acuan, pilih teknologi dan peralatan pemprosesan yang sesuai, seperti pusat pemesinan CNC, mesin EDM, dll.Pemprosesan bahagian acuan, termasuk rongga acuan, teras acuan, sistem demoulding, sistem penyejukan, dll. Pastikan ketepatan dan saiz pemprosesan memenuhi keperluan.Pasang bahagian acuan untuk memastikan kesesuaian dan pelarasan bahagian yang tepat dan memastikan kestabilan dan kebolehpercayaan acuan.Pemilihan bahan penutup:Pilih bahan yang sesuai mengikut keperluan penutup lengan penapis penulen air. Bahan yang biasa digunakan termasuk polipropilena (PP), polietilena (PE), dll.Bahan PP mempunyai rintangan kimia yang baik, rintangan suhu tinggi dan sifat mekanikal. Ia sesuai untuk pembuatan penutup selongsong elemen penapis penulen air dan boleh memenuhi keperluan rintangan kimia dan persekitaran suhu tinggi.Bergantung pada keperluan aplikasi tertentu, bahan lain seperti ABS, PC, dsb. juga boleh dipertimbangkan.Semasa pembuatan dan pemprosesan acuan penutup lengan elemen penulen air dan pemilihan dan penggunaan bahan penutup, perkara berikut perlu diberi perhatian:Ketepatan pemprosesan dan kawalan saiz: Pastikan ketepatan pemprosesan dan saiz bahagian acuan memenuhi keperluan untuk memastikan kualiti dan kestabilan pengacuan suntikan.Rawatan permukaan acuan: Mengikut keperluan penutup selongsong elemen penapis penulen air, lakukan rawatan permukaan yang sesuai, seperti mengisar, menggilap, dan lain-lain, untuk meningkatkan kualiti permukaan dan kelancaran penutup selongsong elemen penapis.Kawalan parameter proses pengacuan suntikan: Mengikut ciri-ciri bahan penutup, parameter proses pengacuan suntikan direka bentuk dan dikawal secara munasabah untuk memastikan prestasi pengisian dan kesan pengawetan bahan memenuhi keperluan.Pemilihan dan pensijilan bahan: Pilih bahan pengacuan suntikan yang memenuhi piawaian dan keperluan pensijilan yang berkaitan untuk memastikan keselamatan dan kebersihan produk.Pengilangan dan pemprosesan acuan penutup lengan elemen penulen air dan pemilihan dan penggunaan bahan penutup memerlukan pemilihan teknik dan peralatan pemprosesan yang sesuai, dan pemilihan bahan dengan rintangan kimia yang baik, rintangan suhu tinggi dan sifat mekanikal. Melalui pemprosesan yang munasabah dan kawalan parameter proses pengacuan suntikan, penutup lengan elemen penulen air berkualiti tinggi boleh dicapai.
- Water Purifier Shell Cover Elemen penapis Penutup lengan PP Pengeluaran besar-besaran dan Kawalan kualitiPengeluaran besar-besaran dan pemprosesan sekunder kimpalan ultrasonik penutup lengan elemen penulen air melibatkan langkah-langkah berikut:Pengeluaran besar-besaran penutup kartrij penulen air:Sediakan mesin pengacuan suntikan, acuan dan bahan penutup yang sesuai seperti polipropilena (PP).Menjalankan pengeluaran pengacuan suntikan berdasarkan reka bentuk acuan, dan pastikan prestasi pengisian dan kualiti produk melalui pengoptimuman parameter proses pengacuan suntikan.Gunakan peralatan pengeluaran automatik, seperti mesin pengacuan suntikan automatik dan sistem robotik, untuk mencapai pengeluaran yang cekap dan meningkatkan kecekapan dan konsistensi pengeluaran.Menjalankan kawalan kualiti dan pemeriksaan untuk memastikan produk memenuhi piawaian kualiti, termasuk kualiti penampilan, ketepatan dimensi dan prestasi fizikal, dsb.Sediakan peralatan dan proses kimpalan ultrasonik:Sediakan peralatan kimpalan ultrasonik, termasuk mesin kimpalan ultrasonik dan acuan kimpalan.Mengikut keperluan reka bentuk penutup selongsong elemen penulen air, tentukan kedudukan kimpalan dan parameter kimpalan, seperti masa kimpalan, tekanan dan amplitud, dsb.Sediakan acuan kimpalan dan pastikan ketepatan dan saiz acuan memenuhi keperluan untuk memastikan kualiti dan kestabilan kimpalan.Menjalankan pemprosesan sekunder kimpalan ultrasonik:Letakkan lengan kartrij penulen air dan tutup dalam acuan kimpalan, pastikan kedudukan dan penjajaran yang betul.Mulakan mesin kimpalan ultrasonik untuk menjana tenaga haba melalui getaran ultrasonik untuk memanaskan dan tekan permukaan sentuhan lengan elemen penapis dan tutup bersama.Kawal masa dan tekanan kimpalan untuk memastikan kualiti dan kekuatan kimpalan.Selepas melengkapkan kimpalan, jalankan pemeriksaan kualiti untuk memastikan ketegasan dan pengedap kimpalan.Melalui pengeluaran besar-besaran penutup lengan elemen penulen air dan pemprosesan sekunder kimpalan ultrasonik, pengeluaran yang cekap dan produk berkualiti tinggi boleh dicapai. Kimpalan ultrasonik boleh menyediakan sambungan yang kuat dan pengedap yang baik, memastikan prestasi dan kebolehpercayaan penutup kartrij penulen air. Sepanjang proses pengeluaran, kawalan kualiti dan pemeriksaan diperlukan untuk memastikan kualiti dan konsistensi produk.