

Acuan Suntikan untuk Lampu Kereta



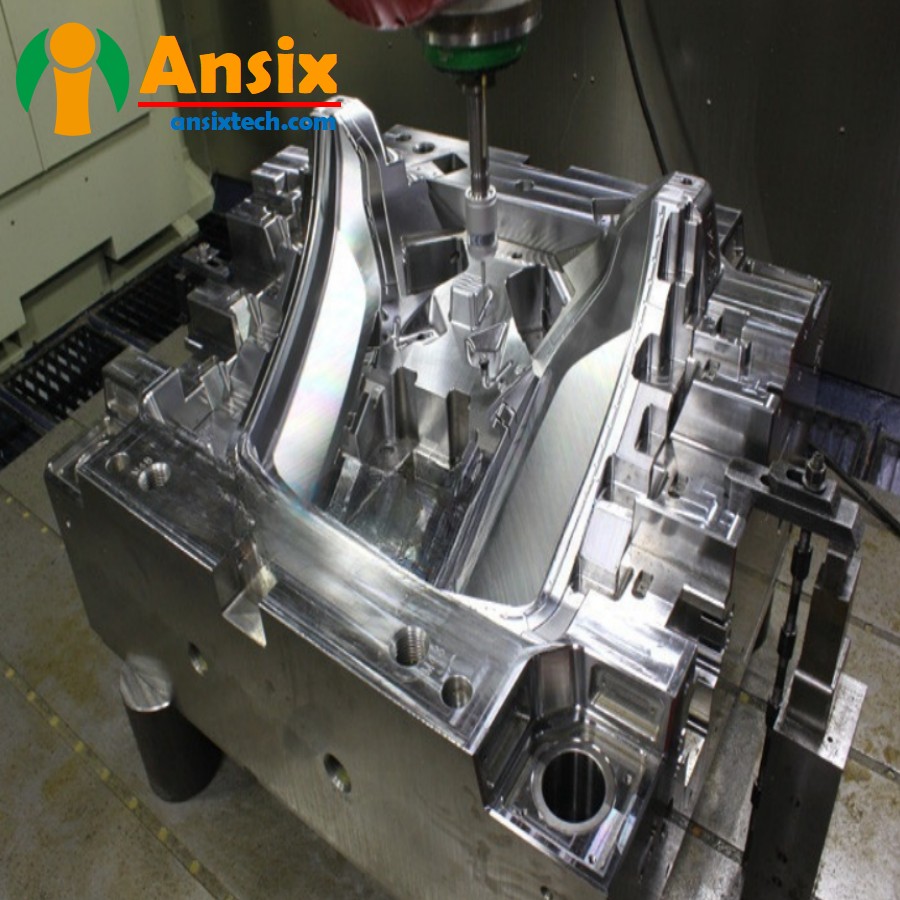
5 Axis Machined Auto Head Lamp / Auto Lens Suntikan acuan
CIRI-CIRI
-
Penerangan Acuan
Bahan Produk:
PC+PC
Bahan acuan:
2344H
Bilangan Rongga:
1*2
Kaedah Pemberian Gam:
Pelari panas
Kaedah penyejukan:
Penyejukan minyak
Kitaran Pengacuan
42.5s

- Reka bentuk acuan dan analisis aliran acuan lampu depan kereta/kanta lampu hadapan adalah pautan utama dalam pembuatan alat ganti kereta. Berikut ialah beberapa aspek reka bentuk dan analisis utama yang terlibat dalam kes umum:Perkara utama reka bentuk acuanReka bentuk struktur kanta: Kanta lampu kereta biasanya mempunyai permukaan dan struktur melengkung yang kompleks, dan reka bentuk acuan perlu memastikan bahawa bentuk kompleks ini boleh dibentuk dengan tepat.Pemilihan Bahan: Memilih bahan kanta yang sesuai biasanya memerlukan ketelusan yang baik, rintangan suhu tinggi dan rintangan cuaca.Reka bentuk sistem penyejukan: Reka bentuk sistem penyejukan yang munasabah untuk memastikan bahan plastik boleh disejukkan dengan cepat semasa pengacuan suntikan dan mengurangkan masalah kualiti yang disebabkan oleh ubah bentuk dan pengecutan yang tidak sekata.Reka bentuk pintu pagar: Reka bentuk pintu masuk yang munasabah boleh memastikan pengisian cair seragam dan mengurangkan kecacatan seperti buih dan suntikan pendek.Ketepatan pemprosesan acuan: Pemprosesan acuan memerlukan ketepatan yang tinggi untuk memastikan saiz dan kualiti permukaan produk akhir.Butiran analisis aliran acuanSimulasi Pengisian: Simulasikan proses pengisian cair dalam rongga acuan, dan nilai parameter seperti masa pengisian, tekanan pengisian dan kelajuan pengisian untuk meramalkan kecacatan yang mungkin berlaku seperti pengisian yang lemah, buih dan suntikan pendek.Simulasi Penyejukan: Memandangkan struktur kanta yang kompleks, simulasi penyejukan perlu dilakukan untuk menilai parameter seperti masa penyejukan, taburan suhu dan pengecutan untuk memastikan penyejukan seragam keseluruhan kanta dan mengurangkan kesan ubah bentuk dan pengecutan yang tidak sekata. Isu kualiti.Analisis Tegasan Terma: Memandangkan kanta biasanya merupakan bahagian plastik berdinding nipis yang besar, tegasan terma perlu dianalisis dan struktur dan sistem penyejukan yang munasabah direka untuk mengurangkan kesan tegasan terma ke atas kualiti produk.Pengoptimuman struktur acuan: Berdasarkan hasil analisis aliran acuan, struktur acuan dioptimumkan, termasuk pengoptimuman sistem penyejukan, reka bentuk pintu gerbang, dll., untuk meningkatkan kualiti pengacuan produk dan kecekapan pengeluaran.Di atas adalah perkara utama umum reka bentuk acuan dan analisis aliran acuan. Proses dan analisis ini adalah penting untuk memastikan kualiti pengeluaran dan kecekapan kanta lampu automotif.

- Kesukaran dalam pembuatan acuan dan pemprosesan lampu depan kereta/kanta lampu depan terutamanya termasuk aspek berikut:Pemprosesan permukaan melengkung kompleks: Kanta lampu automotif biasanya mempunyai reka bentuk permukaan melengkung yang kompleks. Pemprosesan acuan memerlukan pemprosesan tepat permukaan melengkung kompleks dan butiran, yang memerlukan peralatan pemprosesan tinggi dan teknologi.Keperluan ketepatan tinggi: Sebagai bahagian penting dalam sistem pencahayaan automotif, kanta lampu kereta mempunyai keperluan yang tinggi untuk ketepatan dimensi dan kualiti permukaan kanta. Pemprosesan acuan perlu memastikan ketepatan dimensi dan kemasan permukaan kanta.Pemilihan bahan: Bahan kanta perlu mempunyai sifat optik yang baik, rintangan suhu tinggi dan rintangan cuaca, yang menimbulkan cabaran kepada kesukaran pemilihan dan pemprosesan bahan.Dari segi pemilihan bahan kanta, plastik kejuruteraan dengan sifat optik yang baik, rintangan suhu tinggi dan rintangan cuaca biasanya dipilih sebagai bahan untuk kanta lampu kereta. Bahan kanta biasa termasuk:PC (polikarbonat): Ia mempunyai transmisi cahaya yang baik dan rintangan suhu tinggi dan sering digunakan dalam pembuatan kanta lampu kereta.PMMA (polimetil metakrilat): Ia mempunyai ketelusan dan sifat optik yang baik dan sesuai untuk pembuatan beberapa kanta lampu kereta.Bahan ini mempunyai sifat optik yang baik, rintangan suhu tinggi dan rintangan cuaca, dan boleh memenuhi keperluan kanta lampu kereta semasa digunakan. Pada masa yang sama, semasa proses pembuatan acuan, adalah perlu untuk memilih bahan acuan yang sesuai berdasarkan ciri bahan kanta khusus dan keperluan produk, dan menggunakan peralatan dan teknik pemprosesan lanjutan untuk memastikan ketepatan pemprosesan dan kualiti permukaan acuan. Pada masa yang sama, untuk acuan kanta lampu kereta dengan struktur kompleks, teknik dan teknologi pemprosesan lanjutan perlu digabungkan untuk memastikan kualiti pemprosesan dan prestasi acuan.
- Pengeluaran besar-besaran pengacuan suntikan acuan untuk lampu depan kereta/kanta lampu depan dan konfigurasi automatik pengacuan suntikan perlu digabungkan dengan keadaan pengeluaran sebenar untuk memastikan kecekapan pengeluaran dan kualiti produk. Berikut adalah beberapa langkah pengeluaran dan kawalan kualiti yang mungkin:Pengeluaran besar-besaran pengacuan suntikanBarisan pengeluaran automatik: Memperkenalkan barisan pengeluaran automatik dan operasi robot untuk meningkatkan kecekapan pengeluaran, mengurangkan campur tangan manual dan mengurangkan kos pengeluaran.Peralatan pengacuan suntikan pintar: Gunakan peralatan pengacuan suntikan pintar untuk mencapai pengacuan suntikan berketepatan tinggi berkelajuan tinggi, meningkatkan kecekapan pengeluaran dan konsistensi produk.Sistem Menukar Acuan Pantas: Gunakan sistem menukar acuan cepat untuk mengurangkan masa menukar acuan dan meningkatkan penggunaan barisan pengeluaran.Pemantauan kualiti dalam talian: Memperkenalkan peralatan pemantauan kualiti dalam talian untuk memantau saiz produk, penampilan, dsb. dalam masa nyata, dan mengesan serta mengendalikan keabnormalan tepat pada masanya.Konfigurasi automasi pengacuan suntikanSistem pemakanan automatik: Sistem pemakanan automatik diguna pakai untuk merealisasikan bekalan automatik bahan mentah, mengurangkan operasi manual, dan meningkatkan kecekapan pengeluaran.Pemotongan pintu automatik: Gunakan peralatan pemotongan pintu automatik untuk merealisasikan pemotongan dan pemprosesan automatik pintu dan meningkatkan kecekapan pengeluaran.Sistem pembersihan automatik: Memperkenalkan sistem pembersihan automatik untuk membersihkan acuan dan peralatan suntikan secara automatik untuk memastikan kebersihan dan kebersihan persekitaran pengeluaran.Kawalan kualiti proses pengeluaranKawalan parameter proses pengacuan suntikan: Kawal ketat parameter proses pengacuan suntikan untuk memastikan kualiti pengacuan produk yang stabil.Pemeriksaan saiz produk: Gunakan peralatan pemeriksaan saiz automatik untuk menjalankan pemeriksaan dalam talian saiz produk untuk memastikan kestabilan saiz produk.Pemeriksaan kualiti penampilan: Memperkenalkan peralatan pemeriksaan kualiti penampilan automatik untuk menjalankan pemeriksaan dalam talian penampilan produk untuk memastikan kualiti penampilan produk yang stabil.Kebolehkesanan Rekod Kualiti: Wujudkan sistem kebolehkesanan rekod kualiti yang lengkap untuk merekod dan mengesan data kualiti semasa proses pengeluaran untuk memastikan kualiti produk boleh dikawal.Melalui langkah-langkah di atas, kecekapan pengeluaran besar-besaran pengacuan suntikan dan kualiti produk lampu depan kereta/kanta lampu depan boleh dipertingkatkan, memastikan produk dapat memenuhi permintaan pasaran dan meningkatkan daya saing perusahaan.