

Пресс-форма для автомобильных ламп



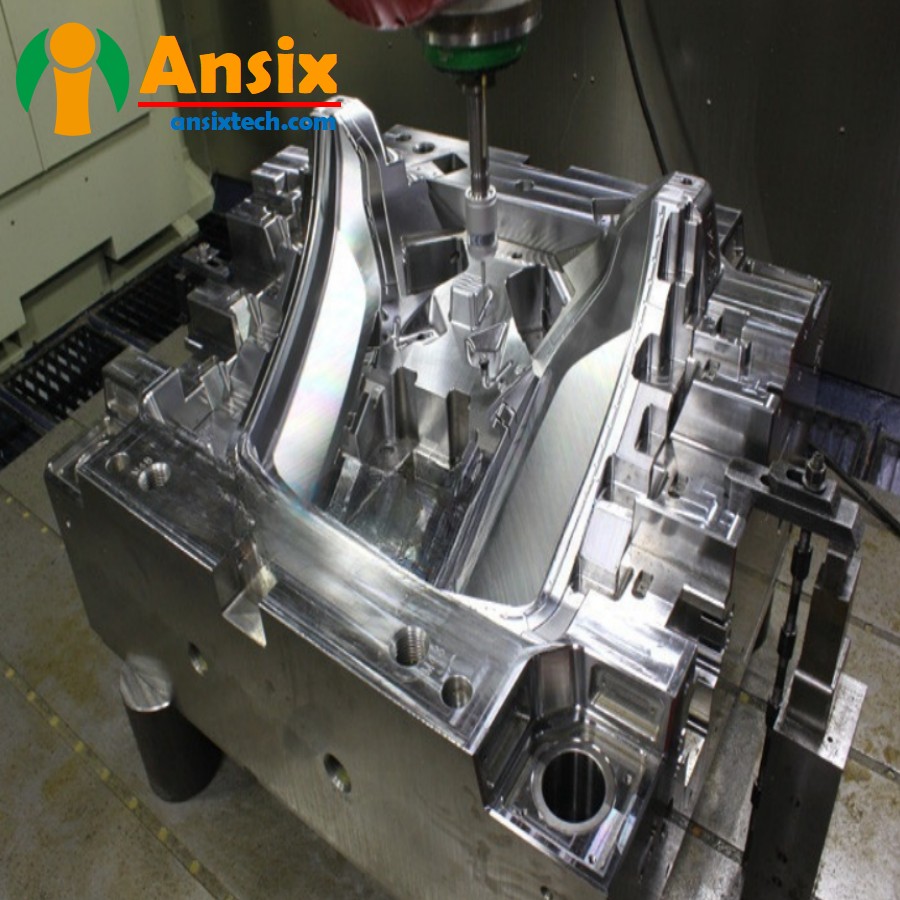
5-осевая автоматическая головная лампа/автоматическое литье под давлением линзы
ФУНКЦИИ
-
Описание формы
Материалы продукта:
ПК+ПК
Материал формы:
2344Ч
Количество полостей:
1*2
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Масляное охлаждение
Цикл формования
42,5 с

- Проектирование пресс-форм и анализ текучести пресс-форм для автомобильных фар/линз фар являются ключевыми звеньями в производстве автомобильных деталей. Вот некоторые ключевые аспекты проектирования и анализа, задействованные в общем случае:Ключевые моменты проектирования пресс-формыКонструкция линз: линзы автомобильных фар обычно имеют сложные изогнутые поверхности и конструкции, и конструкция пресс-формы должна гарантировать, что эти сложные формы могут быть точно сформированы.Выбор материала: Выбор подходящего материала линз обычно требует хорошей прозрачности, устойчивости к высоким температурам и атмосферным воздействиям.Проектирование системы охлаждения: Разработайте разумную систему охлаждения, чтобы обеспечить быстрое охлаждение пластиковых материалов во время литья под давлением и уменьшить проблемы с качеством, вызванные неравномерной деформацией и усадкой.Конструкция ворот: Разумная конструкция ворот может обеспечить равномерное заполнение расплавом и уменьшить количество дефектов, таких как пузырьки и короткий впрыск.Точность обработки пресс-формы. Обработка пресс-форм требует высокой точности, чтобы обеспечить размер и качество поверхности конечного продукта.Детали анализа текучести пресс-формыМоделирование заполнения: моделируйте процесс заполнения расплавом полости формы и оценивайте такие параметры, как время заполнения, давление наполнения и скорость наполнения, чтобы спрогнозировать возможные дефекты, такие как плохое заполнение, пузыри и короткие впрыски.Моделирование охлаждения: Учитывая сложную структуру линзы, необходимо выполнить моделирование охлаждения для оценки таких параметров, как время охлаждения, распределение температуры и усадка, чтобы обеспечить равномерное охлаждение всей линзы и уменьшить эффекты неравномерной деформации и усадки. Проблемы качества.Анализ термического напряжения. Поскольку линзы обычно представляют собой крупные тонкостенные пластиковые детали, необходимо проанализировать термическое напряжение и разработать разумную конструкцию и систему охлаждения, чтобы уменьшить влияние термического напряжения на качество продукции.Оптимизация структуры пресс-формы: на основе результатов анализа текучести пресс-формы оптимизируется структура пресс-формы, включая оптимизацию системы охлаждения, конструкции литников и т. д., для улучшения качества формования продукции и эффективности производства.Выше приведены общие ключевые моменты проектирования пресс-форм и анализа текучести пресс-формы. Эти процессы и анализ имеют решающее значение для обеспечения качества производства и эффективности линз автомобильных фар.

- Трудности изготовления пресс-форм и обработки автомобильных фар/линз фар в основном заключаются в следующих аспектах:Сложная обработка изогнутой поверхности. Линзы автомобильных фар обычно имеют сложную изогнутую поверхность. Обработка пресс-форм требует точной обработки сложных криволинейных поверхностей и деталей, что требует высокого технологического оборудования и технологий.Высокие требования к точности: линзы автомобильных фар, являясь важной частью системы автомобильного освещения, предъявляют высокие требования к точности размеров и качеству поверхности линз. Обработка пресс-форм должна обеспечить точность размеров и чистоту поверхности линз.Выбор материала: материалы для линз должны иметь хорошие оптические свойства, устойчивость к высоким температурам и атмосферным воздействиям, что создает проблемы при выборе материала и сложности обработки.Что касается выбора материала линз, в качестве материала линз автомобильных фар обычно выбирают инженерные пластмассы с хорошими оптическими свойствами, высокой термостойкостью и устойчивостью к атмосферным воздействиям. К распространенным материалам линз относятся:ПК (поликарбонат): он обладает хорошей светопроницаемостью и высокой термостойкостью и часто используется при производстве линз автомобильных фар.ПММА (полиметилметакрилат): обладает хорошей прозрачностью и оптическими свойствами и подходит для изготовления линз некоторых автомобильных фар.Эти материалы обладают хорошими оптическими свойствами, устойчивостью к высоким температурам и атмосферным воздействиям и могут соответствовать требованиям, предъявляемым к линзам автомобильных фар во время использования. В то же время в процессе изготовления пресс-форм необходимо выбирать подходящие материалы для форм на основе конкретных характеристик материала линз и требований к продукту, а также использовать современное технологическое оборудование и методы для обеспечения точности обработки и качества поверхности пресс-формы. В то же время для форм автомобильных фар сложной конструкции необходимо сочетать передовые методы и технологии обработки, чтобы обеспечить качество обработки и производительность форм.
- Массовое производство форм для литья под давлением автомобильных фар/линз фар и автоматизированная конфигурация литья под давлением должны сочетаться с реальными производственными условиями для обеспечения эффективности производства и качества продукции. Ниже приведены некоторые возможные меры контроля производства и качества:Массовое производство литья под давлениемАвтоматизированная производственная линия: внедрите автоматизированные производственные линии и роботизированные операции для повышения эффективности производства, сокращения ручного вмешательства и снижения производственных затрат.Интеллектуальное оборудование для литья под давлением: используйте интеллектуальное оборудование для литья под давлением для достижения высокоскоростного и высокоточного литья под давлением, повышая эффективность производства и стабильность продукта.Система быстрой смены пресс-форм. Используйте систему быстрой смены пресс-форм, чтобы сократить время замены пресс-форм и повысить эффективность использования производственной линии.Онлайн-мониторинг качества. Внедрите оборудование для онлайн-мониторинга качества, позволяющее отслеживать размер, внешний вид и т. д. продукта в режиме реального времени, а также своевременно обнаруживать и устранять отклонения.Конфигурация автоматизации литья под давлениемАвтоматическая система подачи: автоматическая система подачи используется для автоматической подачи сырья, сокращения ручных операций и повышения эффективности производства.Автоматическая резка ворот: используйте оборудование для автоматической резки ворот, чтобы реализовать автоматическую резку и обработку ворот и повысить эффективность производства.Автоматизированная система очистки: внедрить автоматизированную систему очистки для автоматической очистки литьевых форм и оборудования для обеспечения чистоты и гигиены производственной среды.Контроль качества производственного процессаКонтроль параметров процесса литья под давлением: строго контролируйте параметры процесса литья под давлением, чтобы обеспечить стабильное качество литья продукта.Проверка размера продукта: используйте автоматическое оборудование для проверки размера, чтобы провести онлайн-проверку размера продукта, чтобы обеспечить стабильность размера продукта.Проверка качества внешнего вида: внедрение автоматизированного оборудования для проверки качества внешнего вида для проведения онлайн-проверки внешнего вида продукции для обеспечения стабильного качества внешнего вида продукции.Отслеживание записей о качестве: Создайте полную систему отслеживания записей о качестве для регистрации и отслеживания данных о качестве в ходе производственного процесса, чтобы обеспечить контролируемое качество продукции.Благодаря вышеуказанным мерам можно повысить эффективность массового производства литьем под давлением и качество продукции автомобильных фар/линз фар, обеспечивая соответствие продукции рыночному спросу и повышая конкурентоспособность предприятий.