
010203









































010203
アンシックスのプロフィール私たちの企業について学びたい方へようこそ
深セン安六科技有限公司
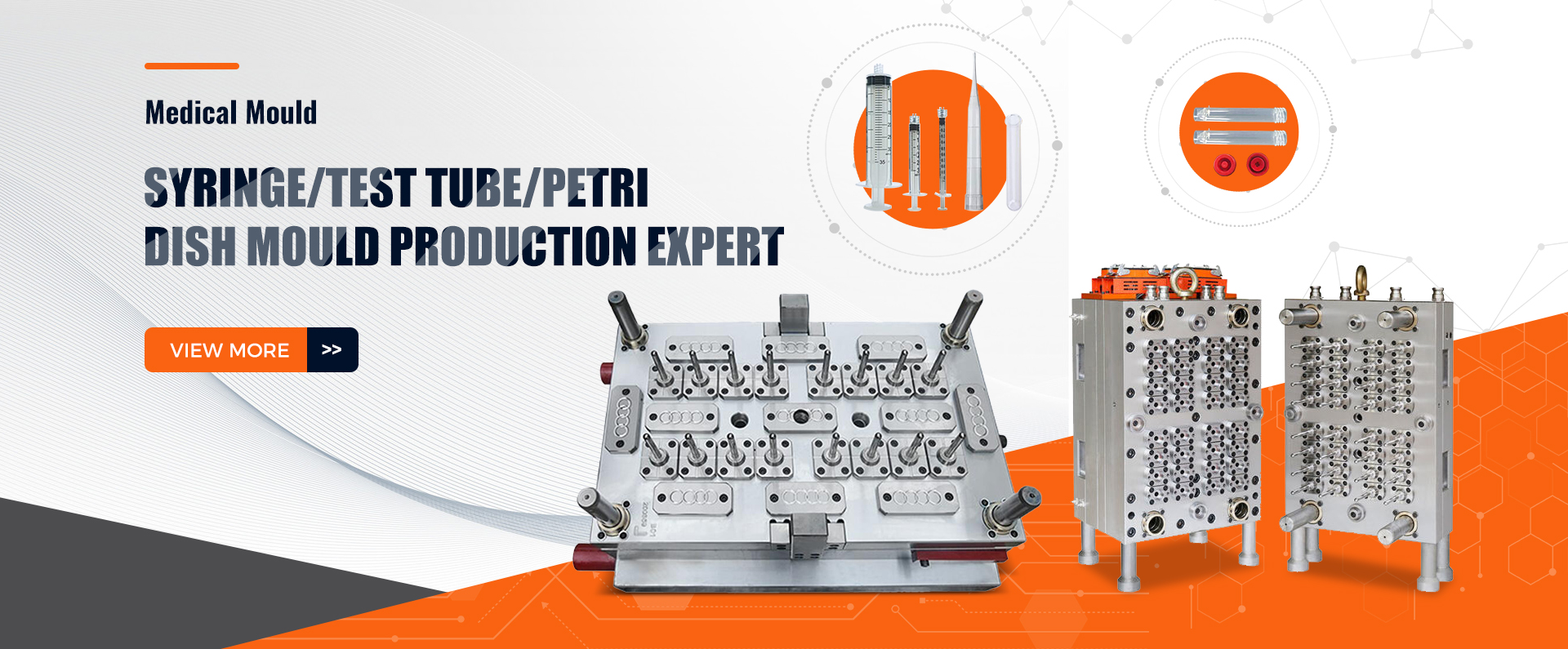
東莞市福祥プラスチック金型有限公司
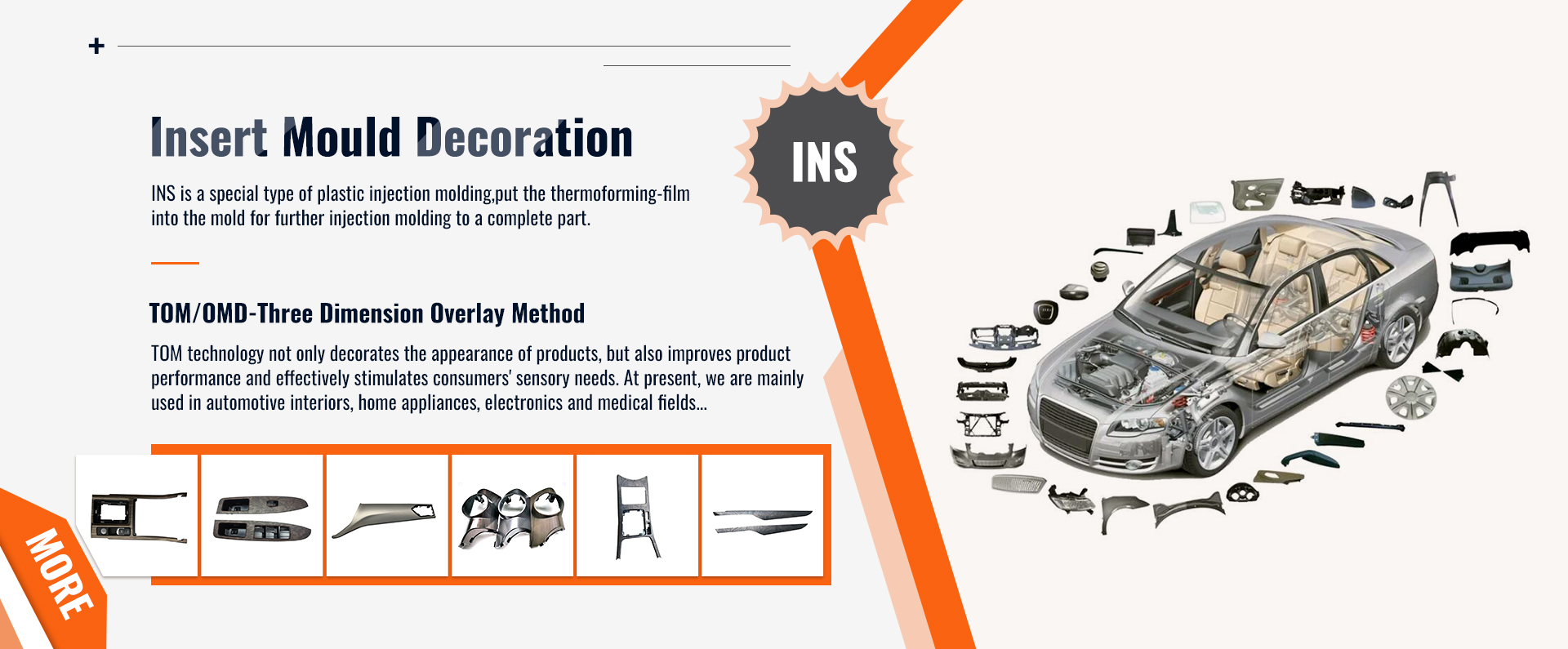
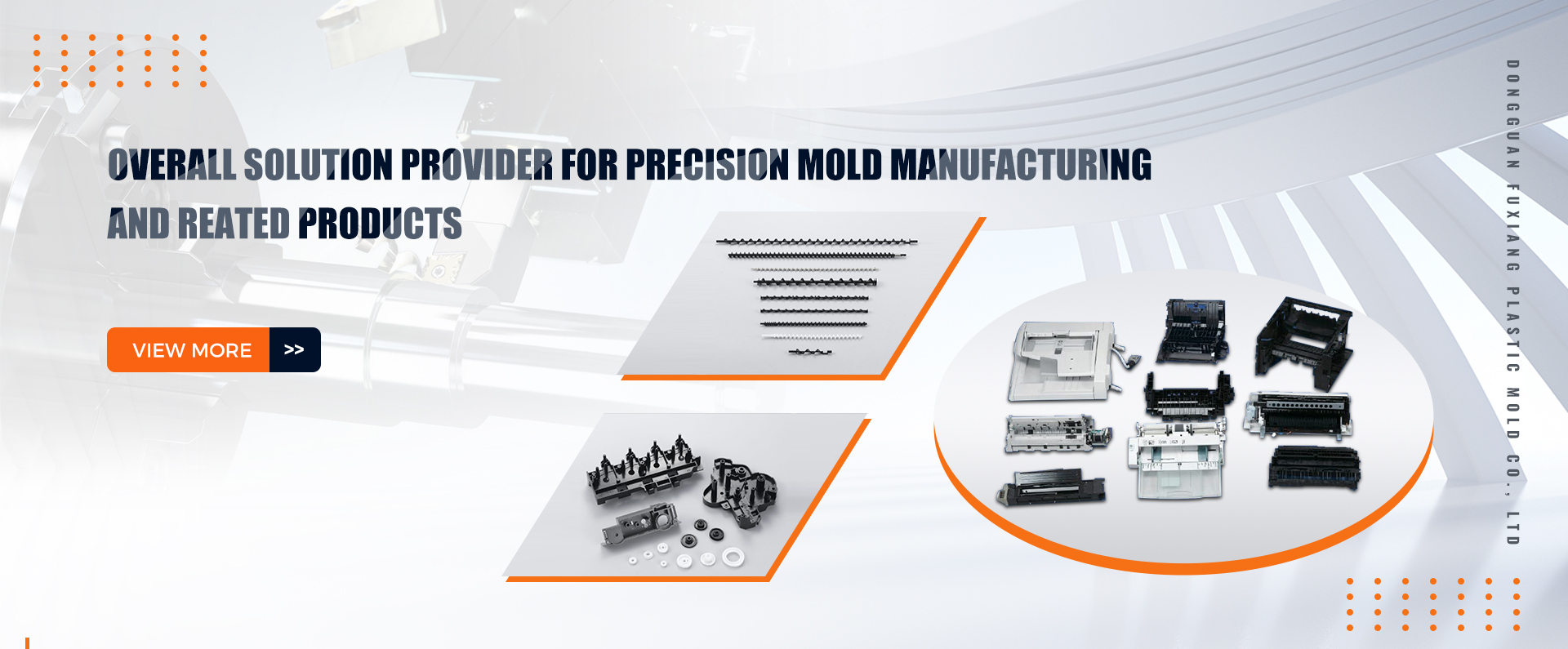
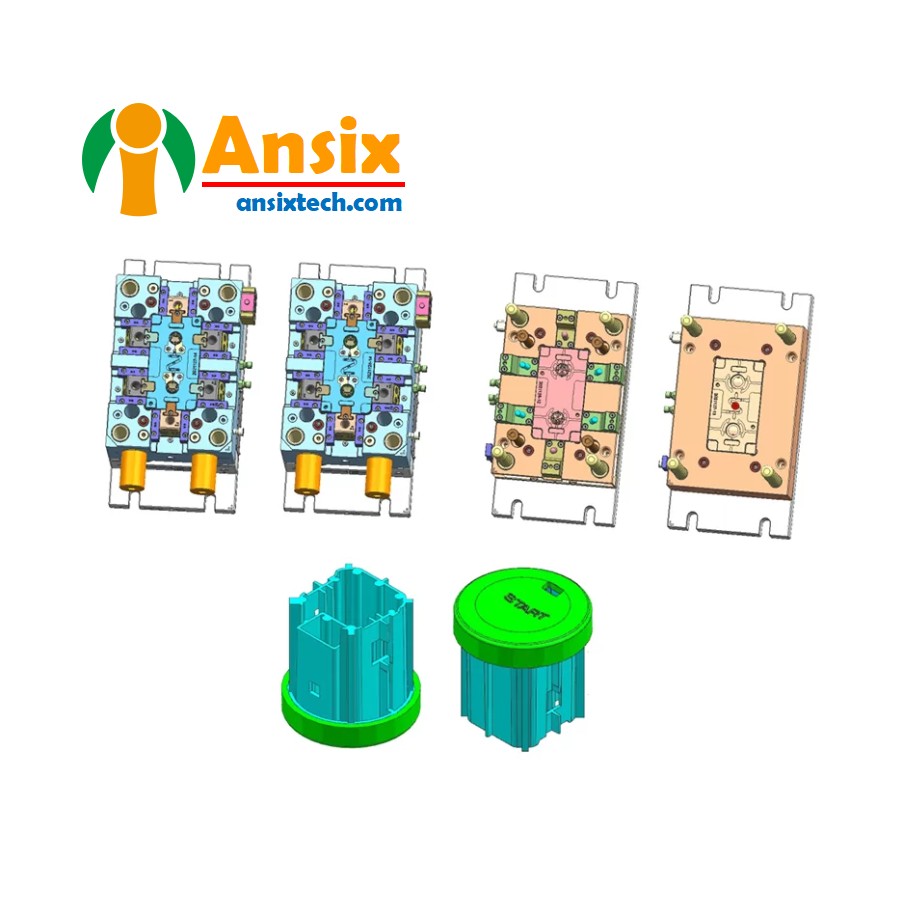
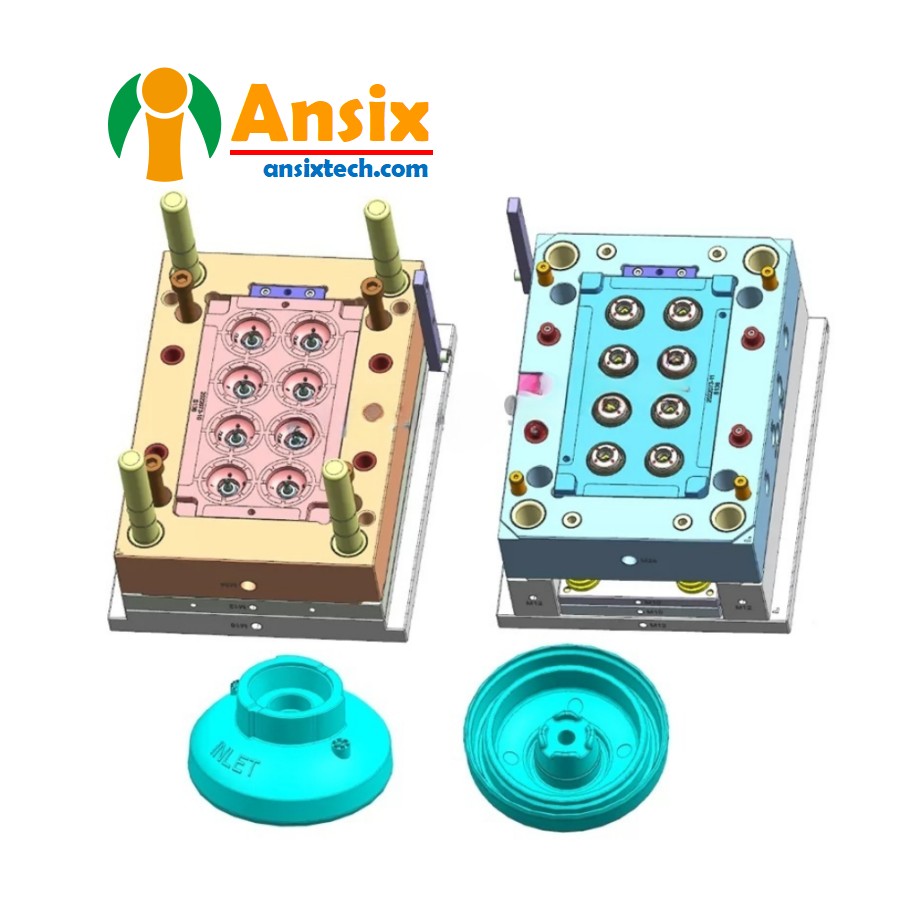
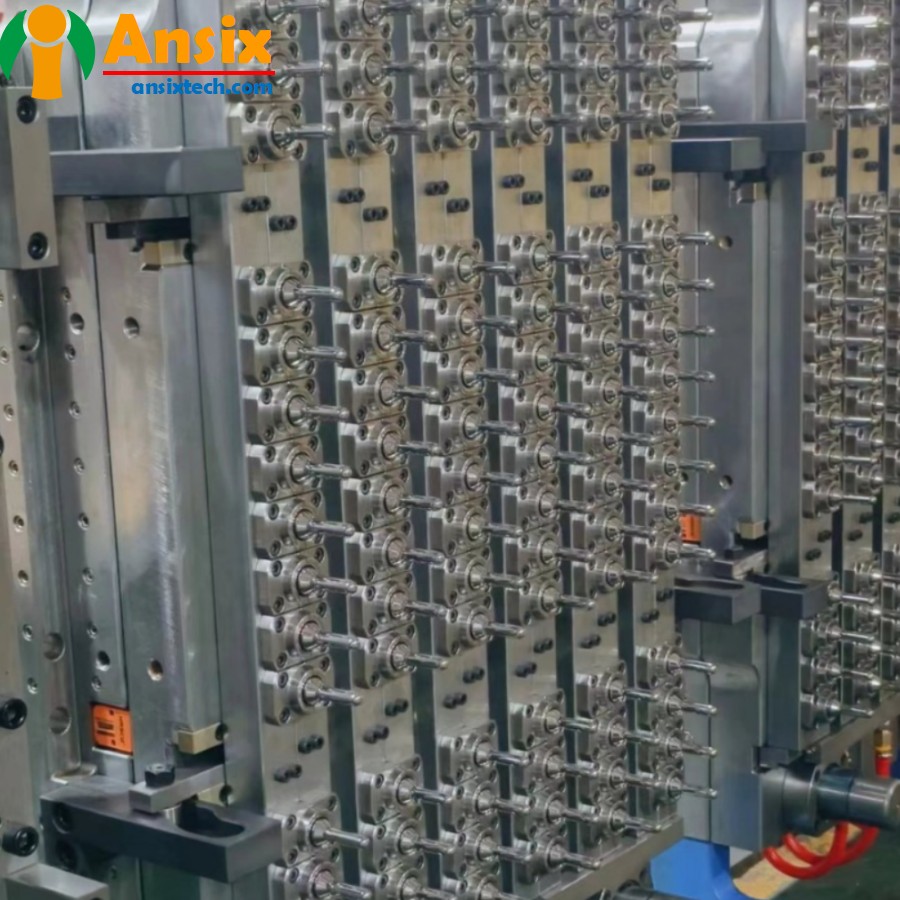
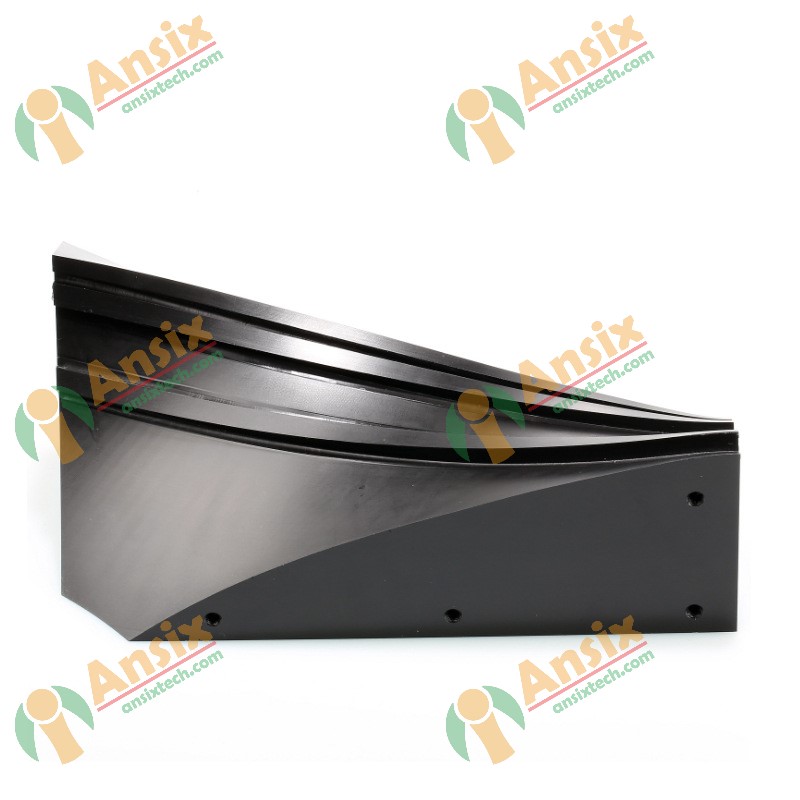
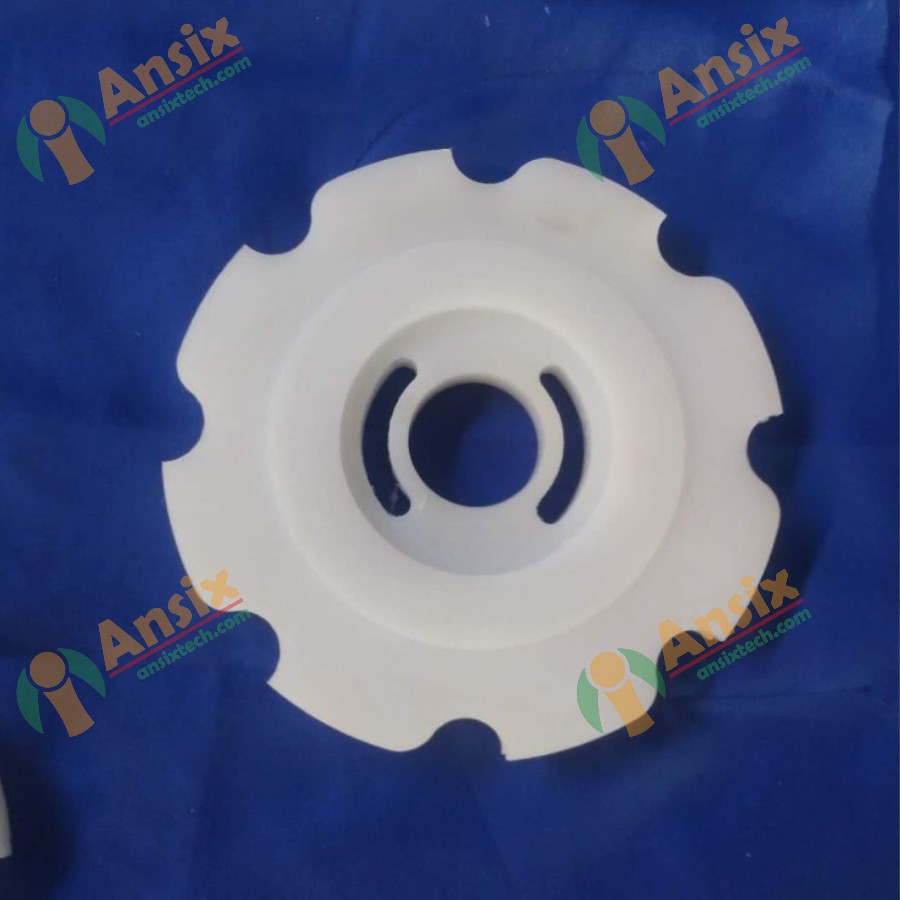
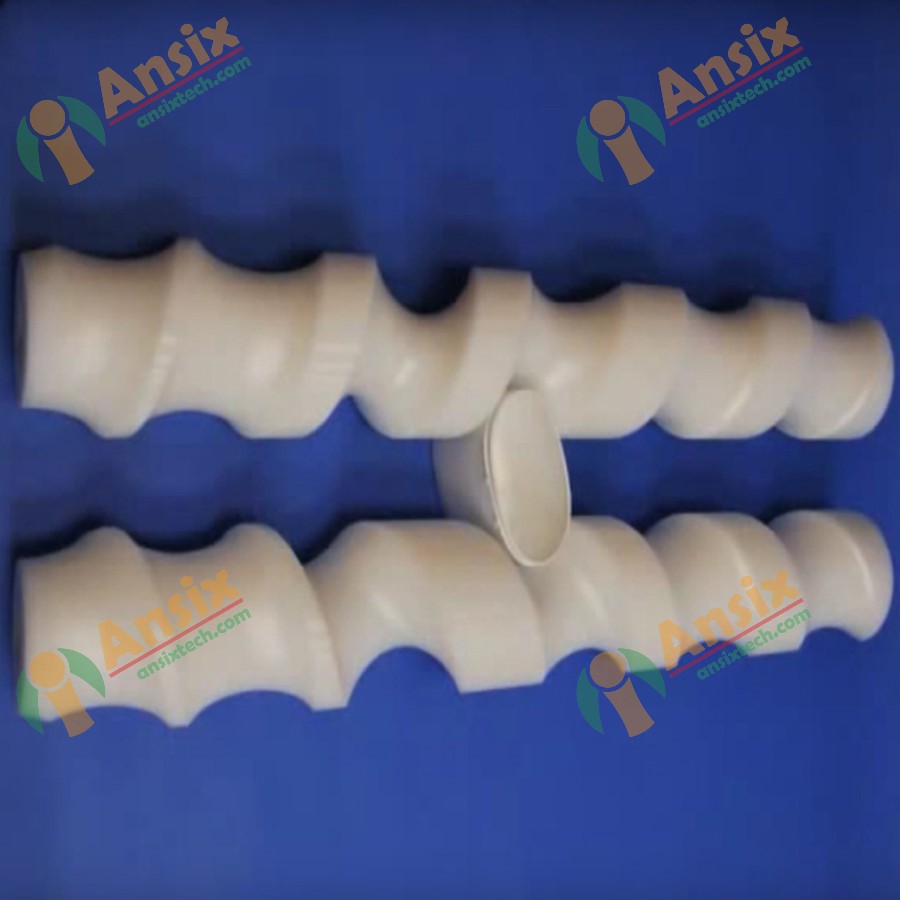
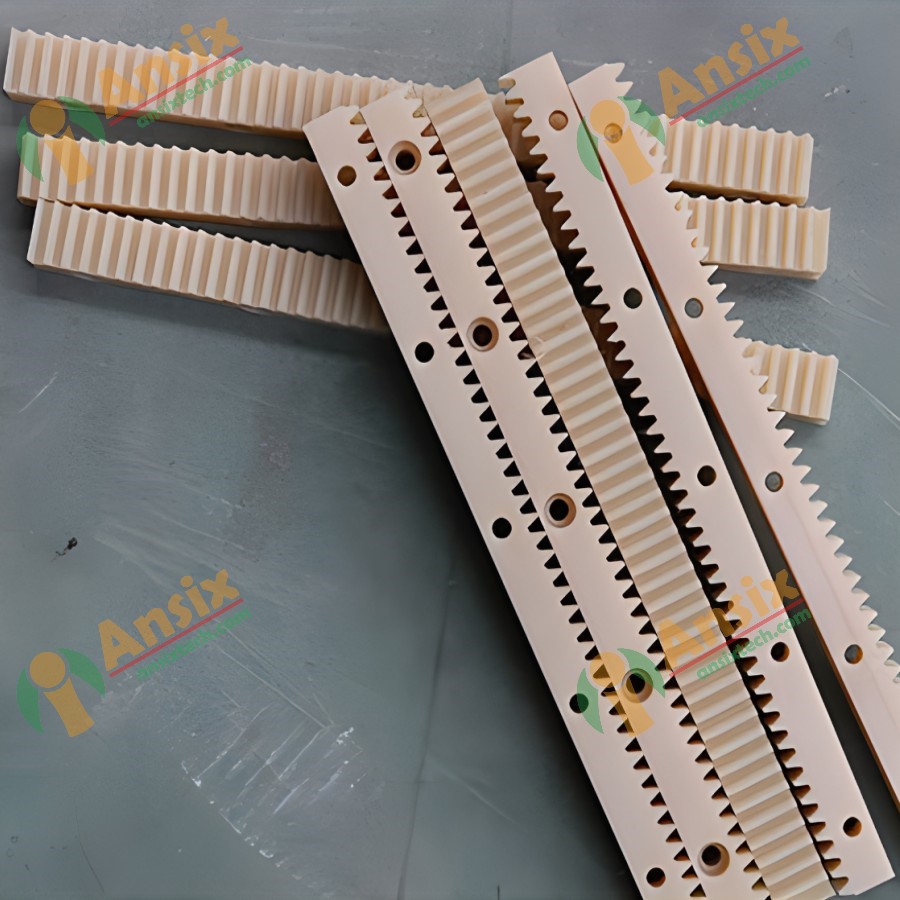
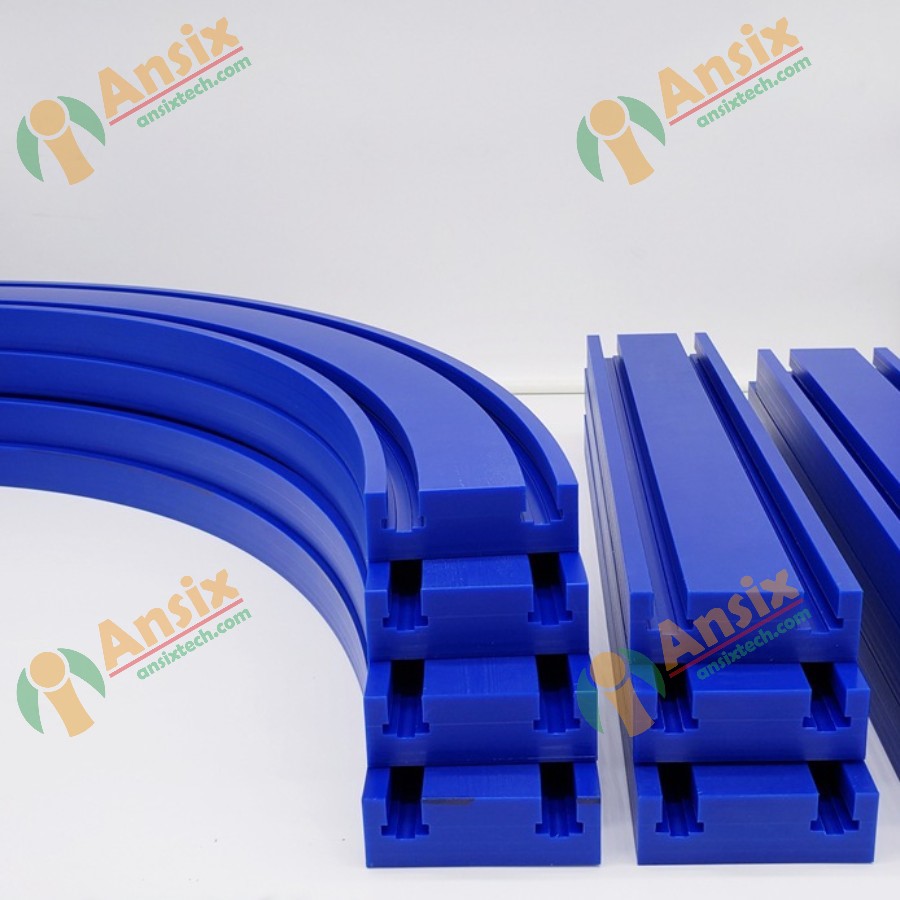
アンシックスは、プラスチック金型やグッズの研究開発、設計、製造、販売、サービスを専門とする工具メーカー・メーカーです。 当社は、高品質、高度な技術力、競争力のある製品をお客様に提供することに重点を置いています。Ansix Tech は完全な品質管理システムを備えており、ISO9001、ISO14001、IATF16949、ISO13485 に合格しています。Ansix は中国とベトナムに 4 つの生産拠点を持っています。 合計260台の射出成形機を保有しております。 射出トン数は最小の 30 トンから 2,800 トンまで。
- 1998年年製造経験アンシックス香港は 1998 年に設立されました
- 200000㎡エリア200,000平方メートル以上の面積
- 1200従業員1200人以上の従業員
- 260機械射出成形機合計260台

























































0102030405


連絡する
当社の製品/サービスをお客様にご提供できることを嬉しく思い、お客様との長期的な協力関係を確立したいと考えています。
問い合わせ