

Устаўка дэкаратыўнай формы (INS/TOM/OMD) для аўтамабільных дэталяў



Апрацоўка падвойнага колеру ліцця пад ціскам 2K
АСАБЛІВАСЦІ
- Апрацоўка падвойнага колеру ліцця пад ціскам 2K
Другасны працэс ліцця пад ціскам:Другасны працэс ліцця пад ціскам заключаецца ва ўпырску пласта пластмас розных колераў на аснове абалонкі ручкі для стварэння эфекту падвойнага колеру.Асноўныя этапы працэсу другаснага фармавання ўключаюць:Падрыхтуйце пластыкавыя гранулы: падрыхтуйце пластыкавыя гранулы двух розных колераў.Ліццё пад ціскам: спачатку пластык першага колеру ўпырскваецца ў форму для фарміравання базавага пласта абалонкі ручкі. Затым у форму ўводзяць пластык другога колеру, які пакрывае базавы пласт для стварэння двухколернага эфекту.Астуджэнне і зацвярдзенне: пасля завяршэння ўпырску пластыка форма будзе астываць і застываць на працягу некаторага часу.Дастаньце прадукт: Нарэшце, адкрыйце форму і дастаньце сфармаваную двухкаляровую абалонку ручкі.
-
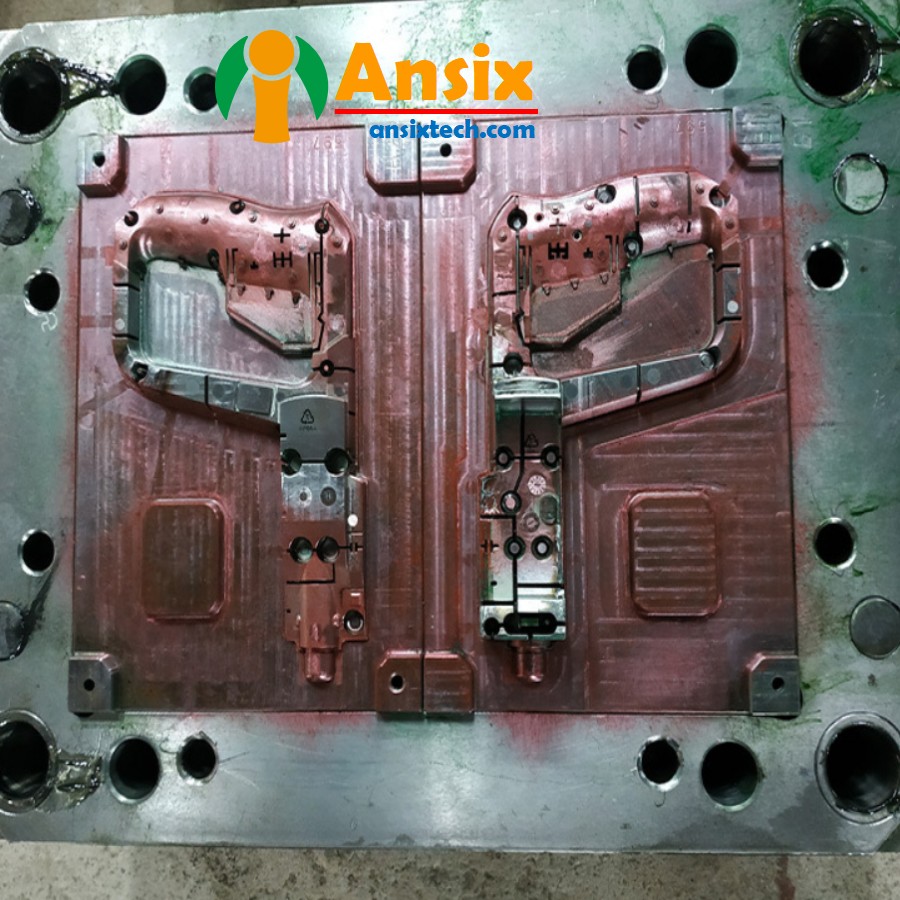
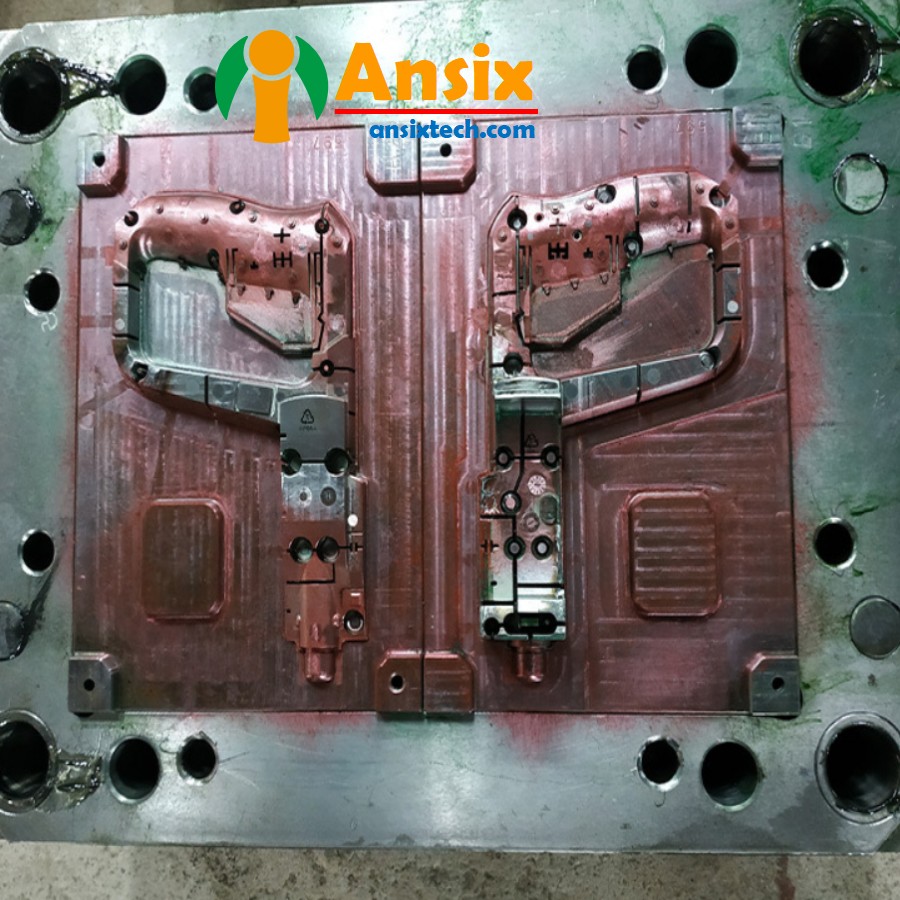
Апісанне цвілі
Матэрыялы прадукту:
АБС/ПК
Мяккая гума: TPR
Матэрыял формы:
S136ESR
Колькасць паражнін:
2+2
Спосаб падачы клею:
Гарачы бегун
Спосаб астуджэння:
Вадзяное астуджэнне
Цыкл фармавання
16,5 с

- Аналіз патоку прэс-формы і дызайн прэс-формы ручкі падвойнага колеру 2KДля аналізу патоку формы і двухколернага дызайну формы двухколернай формы з гумовым пакрыццём 2K для ручкі:Аналіз патоку цвілі:а. Збярыце адпаведную інфармацыю аб ручцы, уключаючы памер, форму, матэрыял і г.д.б. Выкарыстоўвайце праграмнае забеспячэнне для аналізу плыні прэс-формы, каб імпартаваць CAD-мадэль ручкі і ўсталяваць параметры працэсу ліцця пад ціскам, такія як хуткасць упырску, тэмпература, ціск і г.д.в. Правядзіце аналіз патоку прэс-формы для мадэлявання патоку расплаву, запаўнення, астуджэння і іншых працэсаў падчас працэсу ліцця пад ціскам, каб ацаніць прадукцыйнасць напаўнення ручкі, бурбалак, кароткіх стрэлаў і іншых дэфектаў і аптымізаваць параметры працэсу ліцця пад ціскам.Двухколерны дызайн формы:а. Вызначце структуру і памер двухколернай формы па выніках аналізу плыні формы. Улічваючы форму і патрабаванні ручкі, распрацуйце прыдатную канструкцыю формы, уключаючы паражніну формы, стрыжань формы, сістэму вымання з формы, сістэму астуджэння і г.д.б. Вызначце працэс двухколернага ліцця пад ціскам, уключаючы паслядоўнасць упырску, метад пераключэння колеру і г.д.в. Выканаць дэталёвы праект прэс-формы, уключаючы тэхналогію апрацоўкі дэталяў формы, спосаб зборкі, канструкцыю механізму вымання з формы і г.д.d. Выкарыстоўвайце праграмнае забеспячэнне САПР для праектавання формы і стварайце трохмерныя мадэлі і інжынерныя чарцяжы формы.Падчас аналізу патоку прэс-формы і працэсу распрацоўкі двухколернай формы трэба звярнуць увагу на наступныя моманты:Забеспячэнне прадукцыйнасці напаўнення ручкі: з дапамогай аналізу патоку прэс-формы параметры працэсу ліцця пад ціскам аптымізаваны, каб забяспечыць высокую прадукцыйнасць напаўнення ручкі і пазбегнуць дэфектаў.Дызайн сістэмы астуджэння: разумна распрацуйце сістэму астуджэння, каб забяспечыць добры эфект астуджэння падчас працэсу ліцця пад ціскам і павысіць эфектыўнасць вытворчасці і якасць прадукцыі.Канструкцыя сістэмы вымання з формы: у адпаведнасці з формай і патрабаваннямі ручкі распрацуйце прыдатную сістэму вымання з формы, каб гарантаваць, што ручка можа быць вынята з формы плаўна і пазбегнуць пашкоджанняў і дэфармацыі.Паслядоўнасць ліцця пад ціскам і пераключэнне колераў: вызначце працэс двухколернага ліцця пад ціскам, уключаючы паслядоўнасць упырску і метад пераключэння колеру, каб забяспечыць эфект і якасць двухколернага ліцця пад ціскам.Для аналізу плыні прэс-формы і дызайну двухколернай формы двухколернай формы з гумовым пакрыццём 2K для ручкі неабходна правесці аналіз плыні прэс-формы, аптымізаваць параметры працэсу ліцця пад ціскам, распрацаваць адпаведную структуру і памер формы, вызначыць працэс двухколернага ліцця пад ціскам і правесці дэталёвы праект формы. Дзякуючы разумнаму дызайну і кіраванню можна атрымаць высакаякасныя двухколерныя ручкі, адлітыя пад ціск.

- Двухкаляровы двухкаляровы фармат ручкі Працэс вытворчасці прэс-формы і выбар матэрыялу прадуктуДля вырабу і апрацоўкі формы з двухколерным гумовым пакрыццём 2K для ручкі і выбару матэрыялу для ліцця пад ціскам ABS/PC гумовага пакрыцця TPR:Вытворчасць і апрацоўка прэс-формаў:а. У адпаведнасці з патрабаваннямі да дызайну двухколернай формы выберыце адпаведную тэхналогію апрацоўкі і абсталяванне, напрыклад, апрацоўвае цэнтр з ЧПУ, станок EDM і г.д.б. Апрацуйце дэталі прэс-формы, уключаючы паражніну формы, стрыжань формы, сістэму вымання з формы, сістэму астуджэння і г. д. Пераканайцеся, што дакладнасць апрацоўкі і памер адпавядаюць патрабаванням.в. Збярыце дэталі формы, каб забяспечыць дакладную пасадку і рэгуляванне дэталяў, а таксама забяспечыць стабільнасць і надзейнасць формы.Выбар матэрыялу для ліцця пад ціскам:а. Інкапсуляваны TPR-матэрыял ABS/PC спалучае ў сабе трываласць і калянасць пластыка ABS/PC з гнуткасцю і зносаўстойлівасцю эластамера TPR, а таксама мае высокую трываласць, калянасць і ўдаратрываласць.б. Інкапсуляваны матэрыял TPR з ABS/PC мае добрую хімічную ўстойлівасць, можа супрацьстаяць эрозіі некаторых хімічных рэчываў і падыходзіць для выкарыстання ў розных умовах навакольнага асяроддзя.в. Інкапсуляваны TPR-матэрыял ABS/PC мае добрую тэкстуру паверхні і навобмацак, а таксама забяспечвае добрае адчуванне і камфорт.У працэсе вырабу формы і выбару матэрыялу для ліцця пад ціскам неабходна звярнуць увагу на наступныя моманты:Дакладнасць апрацоўкі і кантроль памеру: пераканайцеся, што дакладнасць апрацоўкі і памер дэталяў формы адпавядаюць патрабаванням для забеспячэння якасці і стабільнасці ліцця пад ціскам.Апрацоўка паверхні: у адпаведнасці з патрабаваннямі да ручкі выканайце адпаведную апрацоўку паверхні, напрыклад, шліфоўку, паліроўку і г.д., каб палепшыць якасць паверхні і гладкасць ручкі.Тэрмічная апрацоўка матэрыялаў: у адпаведнасці з патрабаваннямі да матэрыялу формы праводзіцца адпаведная тэрмічная апрацоўка, такая як загартоўка, адпачынак і г.д., каб палепшыць цвёрдасць і зносаўстойлівасць матэрыялу.Тэхнічнае абслугоўванне і абслугоўванне прэс-формаў: Рэгулярна абслугоўвайце і абслугоўвайце форму, уключаючы ачыстку, змазку, рамонт і г.д., каб падоўжыць тэрмін службы формы і забяспечыць стабільнасць вытворчасці.Для вырабу і апрацоўкі формы з двухколерным гумовым пакрыццём ручкі 2K і выбару матэрыялу для ліцця пад ціскам ABS/PC гумовага пакрыцця TPR неабходна выбраць адпаведную тэхналогію апрацоўкі і абсталяванне для забеспячэння дакладнасці апрацоўкі і кантролю памераў. Што тычыцца выбару матэрыялу для ліцця пад ціскам, улічвайце патрабаванні да канструкцыі і асяроддзе выкарыстання ручкі, а таксама выбірайце TPR-матэрыялы з ABS/PC з добрымі механічнымі ўласцівасцямі, зносаўстойлівасцю і хімічнай устойлівасцю. Дзякуючы разумнай вытворчай апрацоўцы і выбару матэрыялаў можна дасягнуць высакаякасных двухколерных ручак, адлітых пад ціск
- Двухкаляровы 2K ручкі. Масавая вытворчасць і кантроль якасціМасавая вытворчасць двухколернай 2K формы для ліцця пад ціскам з гумовым пакрыццём для ручак уключае такія фактары, як працэс, інструменты і прыстасаванні, эфектыўнасць вытворчасці, кантроль выдаткаў і забеспячэнне якасці. Гэтыя аспекты будуць падрабязна апісаны ніжэй.Працэс:Аптымізацыя параметраў працэсу ліцця пад ціскам: з дапамогай аналізу патоку формы і праверкі фактычнай вытворчасці параметры працэсу ліцця пад ціскам, уключаючы хуткасць упырску, тэмпературу, ціск і г.д., аптымізаваны для забеспячэння прадукцыйнасці напаўнення і стабільнасці якасці двухколернага ліцця пад ціскам. ручкі.Паслядоўнасць двухколернага ліцця пад ціскам і пераключэнне колераў: вызначце працэс двухколернага ліцця пад ціскам, уключаючы паслядоўнасць упырску і метад пераключэння колеру, каб дасягнуць паслядоўнасці двухколернага эфекту і добрай якасці вонкавага выгляду.Канструкцыя сістэмы астуджэння: разумна распрацуйце сістэму астуджэння, каб забяспечыць добры эфект астуджэння падчас працэсу ліцця пад ціскам і павысіць эфектыўнасць вытворчасці і якасць прадукцыі.Прыстасаванні для інструментаў:Дызайн і вытворчасць формы: у адпаведнасці з патрабаваннямі двухколернага ліцця пад ціскам ручкі распрацуйце адпаведную структуру і памер формы, каб забяспечыць стабільнасць і надзейнасць формы.Распрацоўка і вытворчасць інструментальных прыстасаванняў: праектаванне і вытворчасць прыдатных інструментальных прыстасаванняў у адпаведнасці з вытворчымі патрэбамі для павышэння эфектыўнасці вытворчасці і аператара.Эфектыўнасць вытворчасці:Аўтаматызаваная вытворчасць: выкарыстоўвайце аўтаматызаванае абсталяванне, такое як аўтаматызаваныя машыны для ліцця пад ціскам і рабатызаваныя сістэмы, для дасягнення аўтаматызаванай вытворчасці, павышэння эфектыўнасці вытворчасці і зніжэння працоўных выдаткаў.Формы з некалькімі паражнінамі і вытворчасць з некалькімі машынамі: выкарыстоўвайце формы з некалькімі паражнінамі і некалькі машын для ліцця пад ціскам для адначасовай вытворчасці, каб павялічыць прадукцыйнасць і эфектыўнасць вытворчасці.Аптымізацыя вытворчага плана і графіка: распрацуйце разумныя вытворчыя планы і графікі і рацыянальна арганізуйце вытворчыя задачы і рэсурсы для павышэння эфектыўнасці вытворчасці і скарачэння часу прастою.Кантроль выдаткаў:Кантроль выдаткаў на матэрыялы: выбірайце прыдатныя матэрыялы для ліцця пад ціскам, такія як TPR з капсулай ABS/PC, і праводзіце закупкі і кіраванне запасамі ў адпаведнасці з рэальнымі патрэбамі для кантролю выдаткаў на матэрыялы.Кантроль за выдаткамі на абсталяванне і энергію: рацыянальна выкарыстоўвайце абсталяванне, аптымізуйце спажыванне энергіі, зніжайце выдаткі на абслугоўванне абсталявання і энергію.Кантроль выдаткаў на працоўную сілу: скароціце ручныя аперацыі і знізіце выдаткі на працоўную сілу за кошт аўтаматызаванай вытворчасці і аптымізаваных вытворчых працэсаў.Гарантыя якасці:Стварэнне сістэмы кантролю якасці: Стварыце поўную сістэму кантролю якасці, уключаючы праверку якасці, кантроль працэсаў і дэфектную апрацоўку прадукцыі, каб пераканацца, што прадукцыя адпавядае стандартам якасці.Праверка і выпрабаванне: праверка і выпрабаванне ручак, адлітых пад ціскам, у тым ліку якасці знешняга выгляду, дакладнасці памераў, кансістэнцыі колеру і г.д., для забеспячэння якасці і кансістэнцыі прадукцыі.Пастаяннае ўдасканаленне: Рэгулярна ацэньвайце і аналізуйце вытворчы працэс, знаходзьце магчымасці для паляпшэння, аптымізуйце вытворчыя працэсы і працэсы, а таксама паляпшайце якасць прадукцыі і эфектыўнасць вытворчасці.Падводзячы вынік, масавая вытворчасць двухколернай двухколернай ручкі з гумовым пакрыццём для ліцця пад ціскам павінна ўлічваць аптымізацыю працэсу, дызайн інструментаў і прыстасаванняў, эфектыўнасць вытворчасці, кантроль выдаткаў і забеспячэнне якасці. Дзякуючы разумнай канструкцыі працэсу і прыстасаванняў, аптымізацыі эфектыўнасці вытворчасці і кантролю выдаткаў, усталяванню сістэмы кантролю якасці і пастаяннаму ўдасканаленню можна дасягнуць высокай якасці і высокаэфектыўнай масавай вытворчасці.