

Insert Mould Decoration (INS/TOM/OMD) for Automotive Parts



Handle houring double color 2K injection molding
FEATURES
- Handle houring double color 2K injection molding
Secondary over-injection molding process:The secondary over-injection molding process is to inject a layer of plastic materials of different colors on the basis of the handle shell to create a Double color effect.The main steps of the secondary overmolding process include:Prepare plastic pellets: Prepare plastic pellets of two different colors.Injection molding: First, the first color of plastic is injected into the mold to form the base layer of the handle shell. A second color of plastic is then injected into the mold, covering the base layer to create a two-tone effect.Cooling and solidification: After the plastic injection is complete, the mold will cool and solidify for a period of time.Take out the product: Finally, open the mold and take out the formed Double color handle shell.
-
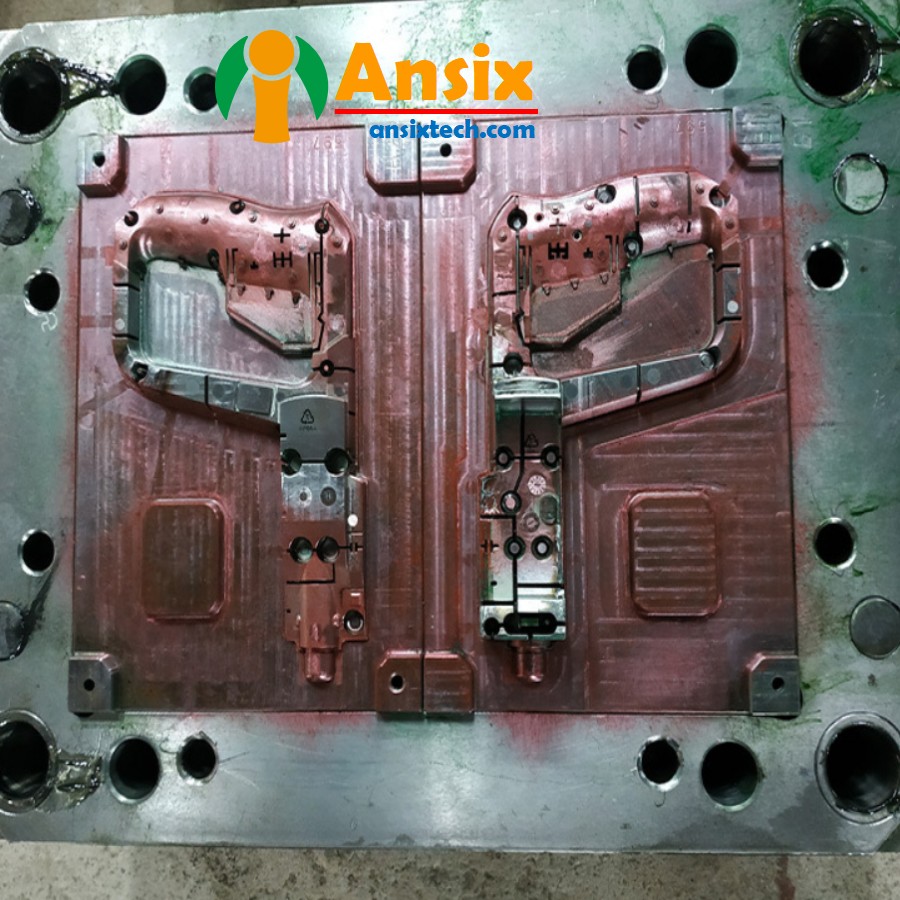
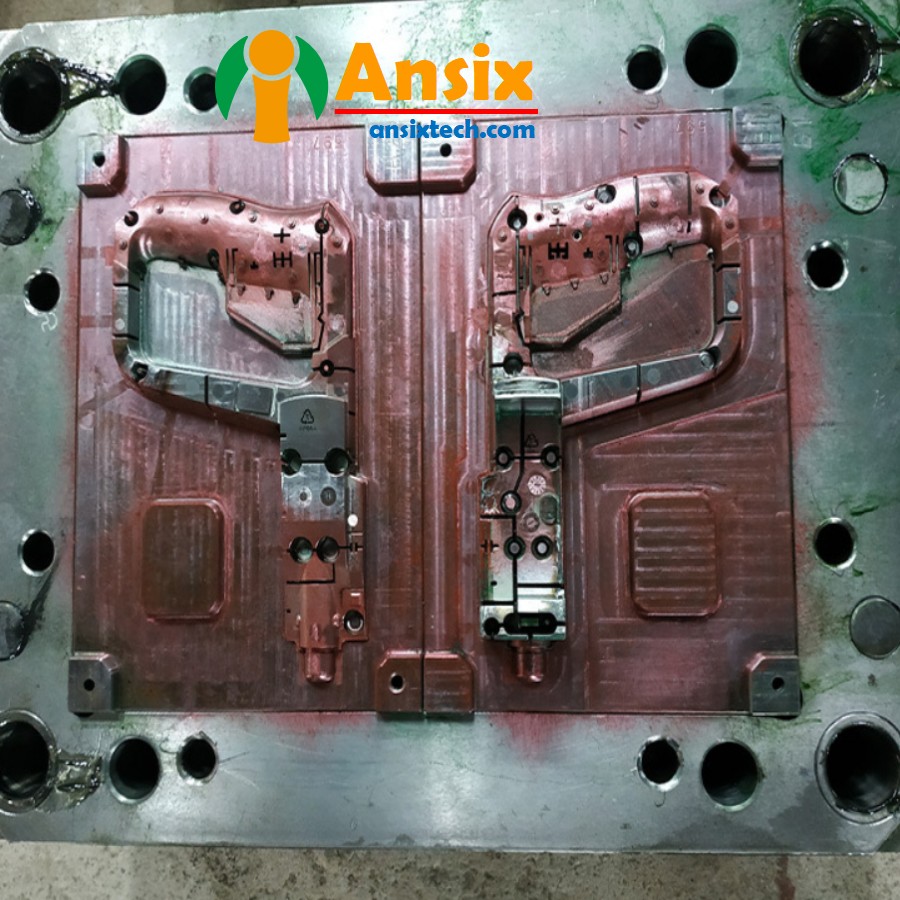
Mold Description
Product Materials:
ABS/PC
Soft rubber: TPR
Mold Material:
S136ESR
Number of Cavities:
2+2
Glue Feeding Method:
Hot runner
Cooling Method:
Water cooling
Molding Cycle
16.5s

- Handle houring double color 2K Mold flow analysis and mold designFor the mold flow analysis and two-color mold design of the two-color 2K rubber-coated mold for the handle:Mold flow analysis:a. Collect relevant information about the handle, including size, shape, material, etc.b. Use mold flow analysis software to import the CAD model of the handle and set the injection molding process parameters, such as injection speed, temperature, pressure, etc.c. Conduct mold flow analysis to simulate the melt flow, filling, cooling and other processes during the injection molding process to evaluate the filling performance of the handle, bubbles, short shots and other defects, and optimize the injection molding process parameters.Two-color mold design:a. Determine the structure and size of the two-color mold based on the mold flow analysis results. Taking into account the shape and requirements of the handle, design a suitable mold structure, including mold cavity, mold core, demoulding system, cooling system, etc.b. Determine the process flow of two-color injection molding, including injection sequence, color switching method, etc.c. Carry out detailed design of the mold, including the processing technology of the mold parts, assembly method, design of the demoulding mechanism, etc.d. Use CAD software for mold design and generate three-dimensional models and engineering drawings of the mold.During the mold flow analysis and two-color mold design process, you need to pay attention to the following points:Ensure the filling performance of the handle: Through mold flow analysis, the injection molding process parameters are optimized to ensure the filling performance of the handle is good and avoid defects.Design of cooling system: Reasonably design the cooling system to ensure good cooling effect during the injection molding process and improve production efficiency and product quality.Design of demoulding system: According to the shape and requirements of the handle, design a suitable demoulding system to ensure that the handle can be demoulded smoothly and avoid damage and deformation.Injection molding sequence and color switching: Determine the process flow of two-color injection molding, including the injection sequence and color switching method, to ensure the effect and quality of two-color injection molding.For the mold flow analysis and two-color mold design of the two-color 2K rubber-coated mold for the handle, it is necessary to conduct mold flow analysis, optimize the injection molding process parameters, design the appropriate mold structure and size, determine the two-color injection molding process, and conduct a detailed design of the mold. Through reasonable design and control, high-quality two-color injection molded handles can be obtained.

- Handle houring double color 2K The mold manufacturing process and product material selectionFor the manufacturing and processing of the two-color 2K rubber coating mold for the handle and the selection of the injection molding material ABS/PC rubber coating TPR:Mold manufacturing and processing:a. According to the design requirements of the two-color mold, select the appropriate processing technology and equipment, such as CNC machining center, EDM machine, etc.b. Process mold parts, including mold cavity, mold core, demoulding system, cooling system, etc. Ensure that the processing accuracy and size meet the requirements.c. Assemble the mold parts to ensure accurate fit and adjustment of the parts and ensure the stability and reliability of the mold.Injection molding material selection:a. ABS/PC encapsulated TPR material combines the strength and stiffness of ABS/PC plastic with the flexibility and wear resistance of TPR elastomer, and has high strength, stiffness and impact resistance.b. ABS/PC encapsulated TPR material has good chemical resistance, can resist the erosion of some chemical substances, and is suitable for use under various environmental conditions.c. ABS/PC encapsulated TPR material has good surface texture and touch, and can provide good feel and comfort.During the mold manufacturing process and injection molding material selection process, you need to pay attention to the following points:Processing accuracy and size control: Ensure that the processing accuracy and size of mold parts meet the requirements to ensure the quality and stability of injection molding.Surface treatment: According to the requirements of the handle, perform appropriate surface treatment, such as grinding, polishing, etc., to improve the surface quality and smoothness of the handle.Heat treatment of materials: According to the requirements of the mold material, appropriate heat treatment, such as quenching, tempering, etc., is performed to improve the hardness and wear resistance of the material.Mold maintenance and upkeep: Regularly maintain and maintain the mold, including cleaning, lubrication, repair, etc., to extend the service life of the mold and ensure the stability of production.For the manufacturing and processing of the handle’s two-color 2K rubber coating mold and the selection of the injection molding material ABS/PC rubber coating TPR, it is necessary to select the appropriate processing technology and equipment to ensure processing accuracy and dimensional control. In terms of injection molding material selection, consider the design requirements and use environment of the handle, and choose ABS/PC encapsulated TPR materials with good mechanical properties, wear resistance and chemical resistance. Through reasonable manufacturing processing and material selection, high-quality two-color injection molded handles can be achie
- Handle houring double color 2K Mass production and Quality controlThe mass production of two-color 2K rubber-coated mold injection molding for handles involves considerations such as process, tooling and fixtures, production efficiency, cost control, and quality assurance. These aspects will be introduced in detail below.Process:Optimization of injection molding process parameters: Through mold flow analysis and actual production verification, the injection molding process parameters, including injection speed, temperature, pressure, etc., are optimized to ensure the filling performance and quality stability of the two-color injection molding of the handle.Two-color injection molding sequence and color switching: Determine the process flow of two-color injection molding, including the injection sequence and color switching method, to achieve consistency of the two-color effect and good appearance quality.Cooling system design: Reasonably design the cooling system to ensure good cooling effect during the injection molding process and improve production efficiency and product quality.Tooling fixtures:Mold design and manufacturing: According to the requirements of two-color injection molding of the handle, design the appropriate mold structure and size to ensure the stability and reliability of the mold.Design and manufacturing of tooling fixtures: Design and manufacture suitable tooling fixtures according to production needs to improve production efficiency and operator efficiency.Production efficiency:Automated production: Use automated equipment, such as automated injection molding machines and robotic systems, to achieve automated production, improve production efficiency and reduce labor costs.Multi-cavity molds and multi-machine production: Use multi-cavity molds and multiple injection molding machines for simultaneous production to increase output and production efficiency.Production plan and schedule optimization: Develop reasonable production plans and schedules, and rationally arrange production tasks and resources to improve production efficiency and reduce production downtime.Cost control:Material cost control: Select appropriate injection molding materials, such as ABS/PC encapsulated TPR, and conduct procurement and inventory management according to actual needs to control material costs.Equipment and energy cost control: Use equipment rationally, optimize energy consumption, and reduce equipment maintenance and energy costs.Labor cost control: Reduce manual operations and reduce labor costs through automated production and optimized production processes.Quality assurance:Establishment of quality control system: Establish a complete quality control system, including quality inspection, process control and defective product processing, to ensure that products meet quality standards.Inspection and testing: Inspection and testing of injection molded handles, including appearance quality, dimensional accuracy, color consistency, etc., to ensure product quality and consistency.Continuous improvement: Regularly evaluate and analyze the production process, find opportunities for improvement, optimize production processes and processes, and improve product quality and production efficiency.To sum up, the mass production of handle two-color 2K rubber-coated mold injection molding needs to consider process optimization, tooling and fixture design, production efficiency, cost control and quality assurance. Through reasonable process and fixture design, optimizing production efficiency and cost control, establishing a quality control system and continuous improvement, high-quality, high-efficiency mass production can be achieved.