

Prodotti



Gestire lo stampaggio a iniezione 2K a doppio colore con ore
CARATTERISTICHE
- Gestire lo stampaggio a iniezione 2K a doppio colore con ore
Processo secondario di sovrainiezione:Il processo di sovrainiezione secondaria consiste nell'iniettare uno strato di materie plastiche di diversi colori sulla base del guscio della maniglia per creare un effetto Double color.Le fasi principali del processo di sovrastampaggio secondario includono:Preparare pellet di plastica: preparare pellet di plastica di due colori diversi.Stampaggio a iniezione: innanzitutto, il primo colore della plastica viene iniettato nello stampo per formare lo strato di base del guscio della maniglia. Un secondo colore di plastica viene poi iniettato nello stampo, coprendo lo strato di base per creare un effetto bicolore.Raffreddamento e solidificazione: al termine dell'iniezione plastica, lo stampo si raffredderà e si solidificherà per un periodo di tempo.Estrarre il prodotto: infine, aprire lo stampo ed estrarre il guscio del manico bicolore formato.
-
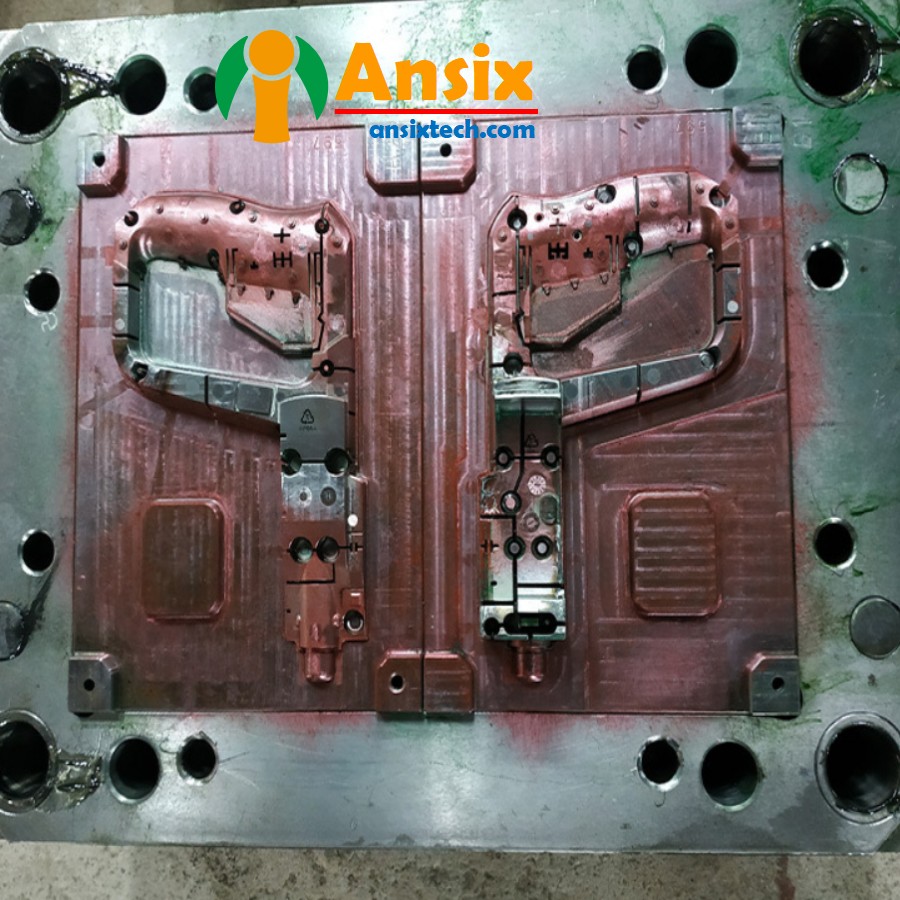
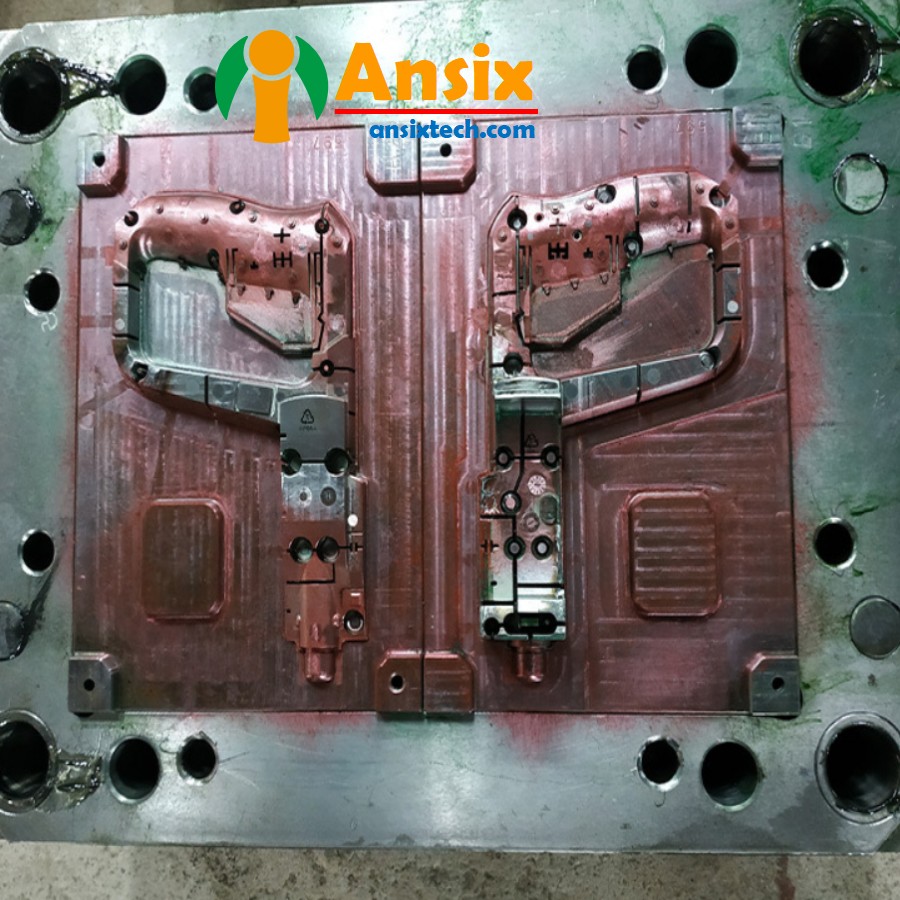
Descrizione dello stampo
Materiali del prodotto:
ABS/PC
Gomma morbida: TPR
Materiale dello stampo:
S136ESR
Numero di cavità:
2+2
Metodo di alimentazione della colla:
Canale caldo
Metodo di raffreddamento:
Raffreddamento ad acqua
Ciclo di stampaggio
16,5 s

- Gestire l'analisi del flusso dello stampo 2K a doppio colore e la progettazione dello stampoPer l'analisi del flusso dello stampo e la progettazione dello stampo bicolore dello stampo rivestito in gomma 2K bicolore per la maniglia:Analisi del flusso dello stampo:UN. Raccogli informazioni rilevanti sulla maniglia, tra cui dimensioni, forma, materiale, ecc.B. Utilizza il software di analisi del flusso dello stampo per importare il modello CAD della maniglia e impostare i parametri del processo di stampaggio a iniezione, come velocità di iniezione, temperatura, pressione, ecc.C. Condurre l'analisi del flusso dello stampo per simulare il flusso di fusione, il riempimento, il raffreddamento e altri processi durante il processo di stampaggio a iniezione per valutare le prestazioni di riempimento della maniglia, bolle, colpi brevi e altri difetti e ottimizzare i parametri del processo di stampaggio a iniezione.Design dello stampo bicolore:UN. Determinare la struttura e le dimensioni dello stampo bicolore in base ai risultati dell'analisi del flusso dello stampo. Tenendo conto della forma e dei requisiti della maniglia, progettare una struttura dello stampo adeguata, compresa la cavità dello stampo, l'anima dello stampo, il sistema di sformatura, il sistema di raffreddamento, ecc.B. Determinare il flusso del processo di stampaggio a iniezione a due colori, inclusa la sequenza di iniezione, il metodo di cambio colore, ecc.C. Eseguire la progettazione dettagliata dello stampo, compresa la tecnologia di lavorazione delle parti dello stampo, il metodo di assemblaggio, la progettazione del meccanismo di sformatura, ecc.D. Utilizza il software CAD per la progettazione degli stampi e genera modelli tridimensionali e disegni tecnici dello stampo.Durante l'analisi del flusso dello stampo e il processo di progettazione dello stampo a due colori, è necessario prestare attenzione ai seguenti punti:Garantire le prestazioni di riempimento della maniglia: attraverso l'analisi del flusso dello stampo, i parametri del processo di stampaggio a iniezione sono ottimizzati per garantire che le prestazioni di riempimento della maniglia siano buone ed evitare difetti.Progettazione del sistema di raffreddamento: progettare in modo ragionevole il sistema di raffreddamento per garantire un buon effetto di raffreddamento durante il processo di stampaggio a iniezione e migliorare l'efficienza produttiva e la qualità del prodotto.Progettazione del sistema di sformatura: in base alla forma e ai requisiti della maniglia, progettare un sistema di sformatura adeguato per garantire che la maniglia possa essere sformata senza problemi ed evitare danni e deformazioni.Sequenza di stampaggio a iniezione e cambio di colore: determinare il flusso del processo di stampaggio a iniezione a due colori, inclusa la sequenza di iniezione e il metodo di cambio colore, per garantire l'effetto e la qualità dello stampaggio a iniezione a due colori.Per l'analisi del flusso dello stampo e la progettazione dello stampo bicolore dello stampo rivestito in gomma 2K bicolore per la maniglia, è necessario condurre l'analisi del flusso dello stampo, ottimizzare i parametri del processo di stampaggio a iniezione, progettare la struttura e le dimensioni appropriate dello stampo, determinare il processo di stampaggio a iniezione a due colori e condurre una progettazione dettagliata dello stampo. Attraverso una progettazione e un controllo ragionevoli, è possibile ottenere maniglie stampate a iniezione bicolore di alta qualità.

- Maniglia ora bicolore 2K Il processo di produzione dello stampo e la selezione del materiale del prodottoPer la produzione e la lavorazione dello stampo per rivestimento in gomma 2K bicolore per la maniglia e la selezione del materiale per stampaggio a iniezione rivestimento in gomma ABS/PC TPR:Produzione e lavorazione stampi:UN. In base ai requisiti di progettazione dello stampo bicolore, selezionare la tecnologia e l'attrezzatura di lavorazione appropriate, come centro di lavoro CNC, macchina per elettroerosione, ecc.B. Elaborare parti dello stampo, tra cui cavità dello stampo, nucleo dello stampo, sistema di sformatura, sistema di raffreddamento, ecc. Garantire che la precisione e le dimensioni della lavorazione soddisfino i requisiti.C. Assemblare le parti dello stampo per garantire un adattamento e una regolazione accurati delle parti e garantire la stabilità e l'affidabilità dello stampo.Selezione del materiale per lo stampaggio a iniezione:UN. Il materiale TPR incapsulato ABS/PC combina la resistenza e la rigidità della plastica ABS/PC con la flessibilità e la resistenza all'usura dell'elastomero TPR e presenta elevata robustezza, rigidità e resistenza agli urti.B. Il materiale TPR incapsulato in ABS/PC ha una buona resistenza chimica, può resistere all'erosione di alcune sostanze chimiche ed è adatto all'uso in varie condizioni ambientali.C. Il materiale TPR incapsulato in ABS/PC ha una buona consistenza superficiale e un buon tocco e può fornire una buona sensazione e comfort.Durante il processo di fabbricazione dello stampo e il processo di selezione del materiale per lo stampaggio a iniezione, è necessario prestare attenzione ai seguenti punti:Precisione della lavorazione e controllo delle dimensioni: garantire che la precisione della lavorazione e le dimensioni delle parti dello stampo soddisfino i requisiti per garantire la qualità e la stabilità dello stampaggio a iniezione.Trattamento superficiale: in base ai requisiti della maniglia, eseguire un trattamento superficiale adeguato, come molatura, lucidatura, ecc., per migliorare la qualità della superficie e la levigatezza della maniglia.Trattamento termico dei materiali: in base ai requisiti del materiale dello stampo, viene eseguito un trattamento termico appropriato, come tempra, rinvenimento, ecc., per migliorare la durezza e la resistenza all'usura del materiale.Manutenzione e manutenzione dello stampo: mantenere e mantenere regolarmente lo stampo, compresa la pulizia, lubrificazione, riparazione, ecc., per prolungare la durata dello stampo e garantire la stabilità della produzione.Per la produzione e la lavorazione dello stampo del rivestimento in gomma 2K bicolore della maniglia e la selezione del materiale per stampaggio a iniezione del rivestimento in gomma ABS/PC TPR, è necessario selezionare la tecnologia e l'attrezzatura di lavorazione adeguate per garantire l'accuratezza della lavorazione e il controllo dimensionale. In termini di selezione del materiale per lo stampaggio a iniezione, considerare i requisiti di progettazione e l'ambiente di utilizzo della maniglia e scegliere materiali TPR incapsulati in ABS/PC con buone proprietà meccaniche, resistenza all'usura e resistenza chimica. Attraverso un processo di produzione ragionevole e una selezione dei materiali, è possibile ottenere maniglie stampate a iniezione bicolore di alta qualità
- Gestire la produzione in serie a doppio colore 2K e il controllo qualitàLa produzione in serie di stampi a iniezione bicolore rivestiti in gomma 2K per maniglie comporta considerazioni quali processo, attrezzature e attrezzature, efficienza produttiva, controllo dei costi e garanzia di qualità. Tali aspetti verranno introdotti in dettaglio di seguito.Processi:Ottimizzazione dei parametri del processo di stampaggio a iniezione: attraverso l'analisi del flusso dello stampo e la verifica effettiva della produzione, i parametri del processo di stampaggio a iniezione, tra cui velocità di iniezione, temperatura, pressione, ecc., sono ottimizzati per garantire le prestazioni di riempimento e la stabilità della qualità dello stampaggio a iniezione a due colori del manico.Sequenza di stampaggio a iniezione a due colori e cambio di colore: determinare il flusso del processo di stampaggio a iniezione a due colori, inclusa la sequenza di iniezione e il metodo di cambio di colore, per ottenere la coerenza dell'effetto bicolore e una buona qualità estetica.Progettazione del sistema di raffreddamento: progettare in modo ragionevole il sistema di raffreddamento per garantire un buon effetto di raffreddamento durante il processo di stampaggio a iniezione e migliorare l'efficienza produttiva e la qualità del prodotto.Attrezzature per utensili:Progettazione e produzione dello stampo: in base ai requisiti dello stampaggio a iniezione bicolore della maniglia, progettare la struttura e le dimensioni appropriate dello stampo per garantire la stabilità e l'affidabilità dello stampo.Progettazione e produzione di attrezzature per utensili: progettare e produrre attrezzature per attrezzature adeguate in base alle esigenze di produzione per migliorare l'efficienza della produzione e l'efficienza dell'operatore.Efficienza di produzione:Produzione automatizzata: utilizzare apparecchiature automatizzate, come macchine automatizzate per lo stampaggio a iniezione e sistemi robotici, per ottenere una produzione automatizzata, migliorare l'efficienza produttiva e ridurre i costi di manodopera.Stampi multi-cavità e produzione multi-macchina: utilizzare stampi multi-cavità e più macchine per stampaggio a iniezione per la produzione simultanea per aumentare la resa e l'efficienza produttiva.Ottimizzazione del piano di produzione e della pianificazione: sviluppare piani e programmi di produzione ragionevoli e organizzare razionalmente le attività e le risorse di produzione per migliorare l'efficienza della produzione e ridurre i tempi di inattività della produzione.Controllo dei costi:Controllo dei costi dei materiali: selezionare i materiali appropriati per lo stampaggio a iniezione, come il TPR incapsulato in ABS/PC, ed effettuare l'approvvigionamento e la gestione dell'inventario in base alle effettive esigenze per controllare i costi dei materiali.Controllo dei costi energetici e delle apparecchiature: utilizzare le apparecchiature in modo razionale, ottimizzare il consumo energetico e ridurre la manutenzione delle apparecchiature e i costi energetici.Controllo del costo della manodopera: ridurre le operazioni manuali e ridurre i costi della manodopera attraverso la produzione automatizzata e processi di produzione ottimizzati.Garanzia di qualità:Istituzione di un sistema di controllo della qualità: istituire un sistema di controllo della qualità completo, compreso l'ispezione della qualità, il controllo del processo e la lavorazione dei prodotti difettosi, per garantire che i prodotti soddisfino gli standard di qualità.Ispezione e test: ispezione e test delle maniglie stampate a iniezione, inclusa la qualità dell'aspetto, l'accuratezza dimensionale, la consistenza del colore, ecc., per garantire la qualità e la consistenza del prodotto.Miglioramento continuo: valutare e analizzare regolarmente il processo di produzione, trovare opportunità di miglioramento, ottimizzare processi e processi di produzione e migliorare la qualità del prodotto e l'efficienza della produzione.Riassumendo, la produzione in serie di stampi a iniezione con stampi bicolore rivestiti in gomma 2K deve considerare l'ottimizzazione del processo, la progettazione di attrezzature e attrezzature, l'efficienza produttiva, il controllo dei costi e la garanzia della qualità. Attraverso una progettazione ragionevole dei processi e delle attrezzature, l'ottimizzazione dell'efficienza produttiva e il controllo dei costi, l'istituzione di un sistema di controllo della qualità e il miglioramento continuo, è possibile ottenere una produzione di massa di alta qualità ed alta efficienza.