

Ürünler



Kol saati çift renkli 2K enjeksiyon kalıplama
ÖZELLİKLER
- Kol saati çift renkli 2K enjeksiyon kalıplama
İkincil aşırı enjeksiyonlu kalıplama işlemi:İkincil aşırı enjeksiyonlu kalıplama işlemi, Çift renk efekti oluşturmak için sap kabuğunun tabanına farklı renklerde plastik malzemelerden oluşan bir katman enjekte etmektir.İkincil kalıplama işleminin ana adımları şunları içerir:Plastik topaklar hazırlayın: İki farklı renkte plastik topaklar hazırlayın.Enjeksiyon kalıplama: İlk olarak, sap kabuğunun taban katmanını oluşturmak için kalıba ilk plastik rengi enjekte edilir. Daha sonra kalıba ikinci bir renk plastik enjekte edilerek iki tonlu bir etki yaratmak için taban katmanını kaplıyor.Soğutma ve katılaşma: Plastik enjeksiyon tamamlandıktan sonra kalıp bir süre soğuyacak ve katılaşacaktır.Ürünü çıkarın: Son olarak kalıbı açın ve oluşan Çift renkli sap kabuğunu çıkarın.
-
Kalıp Açıklaması
Ürün Malzemeleri:
ABS/PC
Yumuşak kauçuk: TPR
Kalıp Malzemesi:
S136ESR
Boşluk Sayısı:
2+2
Tutkal Besleme Yöntemi:
Sıcak koşucu
Soğutma yöntemi:
Su soğutma
Kalıplama Döngüsü
16,5s

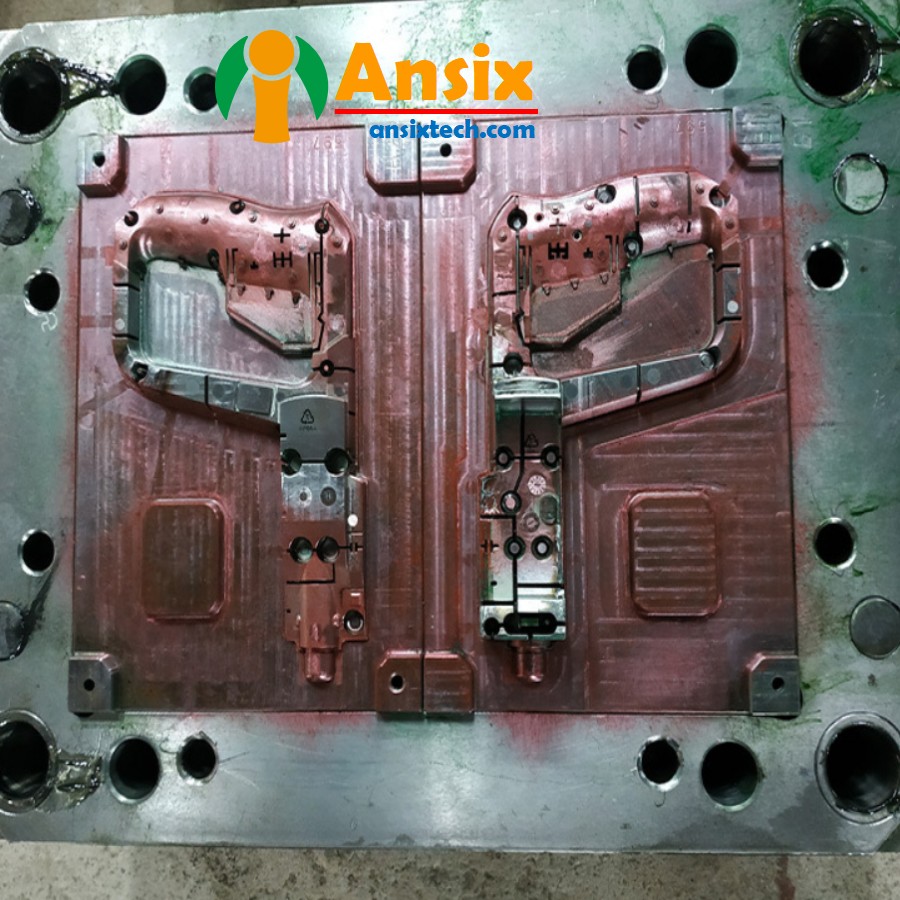
- Kol saati çift renkli 2K Kalıp akış analizi ve kalıp tasarımıSap için iki renkli 2K kauçuk kaplamalı kalıbın kalıp akış analizi ve iki renkli kalıp tasarımı için:Kalıp akış analizi:A. Boyut, şekil, malzeme vb. dahil olmak üzere tutamak hakkında ilgili bilgileri toplayın.B. Sapın CAD modelini içe aktarmak ve enjeksiyon hızı, sıcaklık, basınç vb. gibi enjeksiyon kalıplama işlemi parametrelerini ayarlamak için kalıp akışı analiz yazılımını kullanın.C. Sapın, kabarcıkların, kısa atışların ve diğer kusurların doldurma performansını değerlendirmek ve enjeksiyon kalıplama işlemi parametrelerini optimize etmek için enjeksiyon kalıplama işlemi sırasında eriyik akışını, doldurmayı, soğutmayı ve diğer işlemleri simüle etmek için kalıp akışı analizi yapın.İki renkli kalıp tasarımı:A. Kalıp akış analizi sonuçlarına göre iki renkli kalıbın yapısını ve boyutunu belirleyin. Sapın şeklini ve gereksinimlerini dikkate alarak, kalıp boşluğu, kalıp göbeği, kalıptan çıkarma sistemi, soğutma sistemi vb. dahil olmak üzere uygun bir kalıp yapısı tasarlayın.B. Enjeksiyon sırası, renk değiştirme yöntemi vb. dahil olmak üzere iki renkli enjeksiyon kalıplamanın işlem akışını belirleyin.C. Kalıp parçalarının işleme teknolojisi, montaj yöntemi, kalıptan çıkarma mekanizmasının tasarımı vb. dahil olmak üzere kalıbın ayrıntılı tasarımını gerçekleştirin.D. Kalıp tasarımı için CAD yazılımını kullanın ve kalıbın üç boyutlu modellerini ve mühendislik çizimlerini oluşturun.Kalıp akış analizi ve iki renkli kalıp tasarımı sürecinde aşağıdaki noktalara dikkat etmeniz gerekir:Sapın doldurma performansını sağlayın: Kalıp akış analizi yoluyla, enjeksiyon kalıplama işlemi parametreleri, sapın doldurma performansının iyi olmasını sağlamak ve kusurları önlemek için optimize edilir.Soğutma sisteminin tasarımı: Enjeksiyon kalıplama işlemi sırasında iyi bir soğutma etkisi sağlamak ve üretim verimliliğini ve ürün kalitesini artırmak için soğutma sistemini makul bir şekilde tasarlayın.Kalıptan çıkarma sisteminin tasarımı: Sapın şekline ve gereksinimlerine göre, sapın sorunsuz bir şekilde kalıptan çıkarılmasını ve hasar ve deformasyonun önlenmesini sağlamak için uygun bir kalıptan çıkarma sistemi tasarlayın.Enjeksiyon kalıplama sırası ve renk değiştirme: İki renkli enjeksiyon kalıplamanın etkisini ve kalitesini sağlamak için, enjeksiyon sırası ve renk değiştirme yöntemi dahil olmak üzere iki renkli enjeksiyon kalıplamanın işlem akışını belirleyin.Sap için iki renkli 2K kauçuk kaplı kalıbın kalıp akış analizi ve iki renkli kalıp tasarımı için kalıp akış analizinin yapılması, enjeksiyon kalıplama proses parametrelerinin optimize edilmesi, uygun kalıp yapısının ve boyutunun tasarlanması, belirlenmesi gerekir. İki renkli enjeksiyon kalıplama işlemini yapın ve kalıbın detaylı tasarımını yapın. Makul tasarım ve kontrol sayesinde yüksek kaliteli, iki renkli enjeksiyonla kalıplanmış kulplar elde edilebilir.

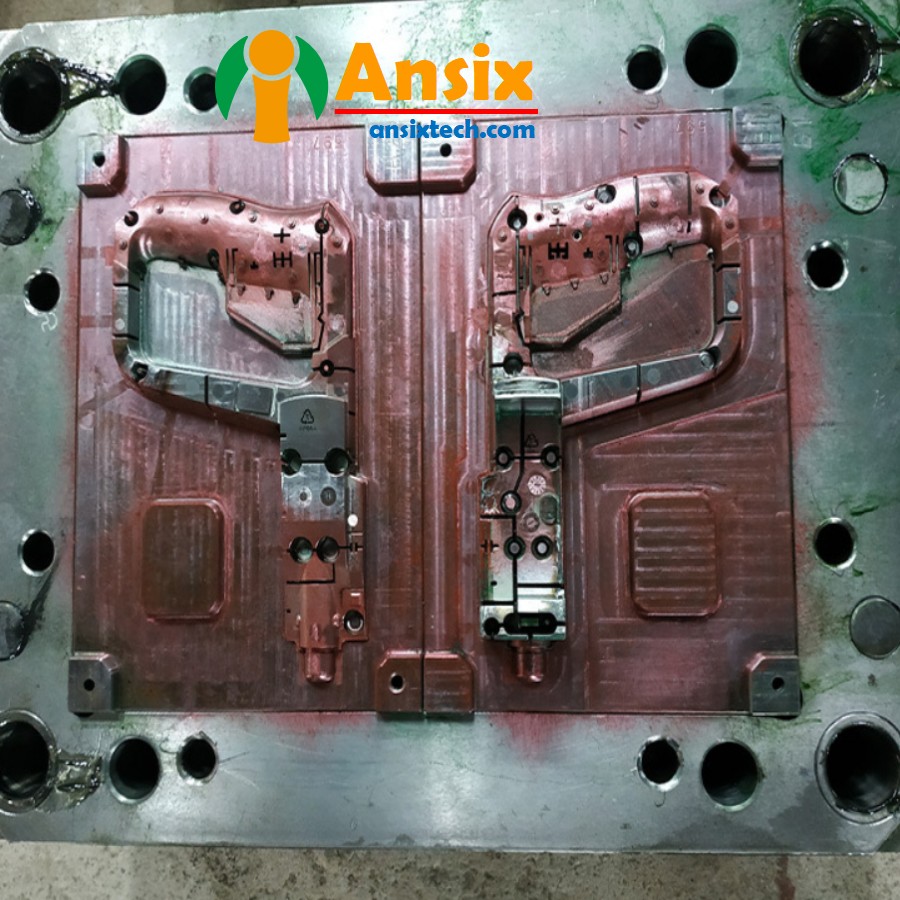
- Sap saati çift renkli 2K Kalıp imalat süreci ve ürün malzeme seçimiSap için iki renkli 2K kauçuk kaplama kalıbının üretimi ve işlenmesi ve enjeksiyon kalıplama malzemesi ABS/PC kauçuk kaplama TPR'nin seçimi için:Kalıp üretimi ve işlenmesi:A. İki renkli kalıbın tasarım gereksinimlerine göre, CNC işleme merkezi, EDM makinesi vb. gibi uygun işleme teknolojisi ve ekipmanını seçin.B. Kalıp boşluğu, kalıp göbeği, kalıp sökme sistemi, soğutma sistemi vb. dahil olmak üzere kalıp parçalarını işleyin. İşleme doğruluğunun ve boyutunun gereksinimleri karşıladığından emin olun.C. Parçaların doğru uyumunu ve ayarlanmasını sağlamak ve kalıbın stabilitesini ve güvenilirliğini sağlamak için kalıp parçalarını birleştirin.Enjeksiyon kalıplama malzemesi seçimi:A. ABS/PC kapsüllü TPR malzemesi, ABS/PC plastiğin sağlamlığını ve sertliğini TPR elastomerinin esnekliği ve aşınma direnciyle birleştirir ve yüksek mukavemet, sertlik ve darbe direncine sahiptir.B. ABS/PC kapsüllü TPR malzemesi iyi bir kimyasal dirence sahiptir, bazı kimyasal maddelerin aşınmasına karşı koyabilir ve çeşitli çevre koşullarında kullanıma uygundur.C. ABS/PC kapsüllü TPR malzemesi iyi bir yüzey dokusuna ve dokunuşa sahiptir ve iyi bir his ve rahatlık sağlayabilir.Kalıp imalat süreci ve enjeksiyon kalıplama malzemesi seçimi sürecinde aşağıdaki noktalara dikkat etmeniz gerekmektedir:İşleme doğruluğu ve boyut kontrolü: Kalıp parçalarının işleme doğruluğunun ve boyutunun, enjeksiyon kalıplamanın kalitesini ve stabilitesini sağlamak için gereklilikleri karşıladığından emin olun.Yüzey işleme: Sapın gereksinimlerine göre, sapın yüzey kalitesini ve pürüzsüzlüğünü iyileştirmek için taşlama, parlatma vb. gibi uygun yüzey işlemlerini gerçekleştirin.Malzemelerin ısıl işlemi: Kalıp malzemesinin gereksinimlerine göre, malzemenin sertliğini ve aşınma direncini arttırmak için söndürme, temperleme vb. uygun ısıl işlemler gerçekleştirilir.Kalıp bakımı ve bakımı: Kalıbın servis ömrünü uzatmak ve üretimin stabilitesini sağlamak için kalıbın temizlik, yağlama, onarım vb. dahil olmak üzere düzenli olarak bakımını yapın ve bakımını yapın.Sapın iki renkli 2K kauçuk kaplama kalıbının üretimi ve işlenmesi ve enjeksiyon kalıplama malzemesi ABS/PC kauçuk kaplama TPR'nin seçimi için, işleme doğruluğunu ve boyut kontrolünü sağlamak üzere uygun işleme teknolojisi ve ekipmanının seçilmesi gerekir. Enjeksiyon kalıplama malzemesi seçimi açısından, tasarım gereksinimlerini ve sapın kullanım ortamını göz önünde bulundurun ve iyi mekanik özelliklere, aşınma direncine ve kimyasal dirence sahip ABS/PC kapsüllü TPR malzemelerini seçin. Makul üretim süreci ve malzeme seçimi sayesinde yüksek kaliteli, iki renkli enjeksiyonla kalıplanmış kulplar elde edilebilir.
- Kol saati çift renkli 2K Seri üretim ve Kalite kontrolKulplar için iki renkli 2K kauçuk kaplı kalıp enjeksiyonlu kalıplamanın seri üretimi, süreç, takımlar ve fikstürler, üretim verimliliği, maliyet kontrolü ve kalite güvencesi gibi hususları içerir. Bu yönler aşağıda ayrıntılı olarak tanıtılacaktır.İşlem:Enjeksiyon kalıplama işlemi parametrelerinin optimizasyonu: Kalıp akış analizi ve fiili üretim doğrulaması yoluyla, enjeksiyon hızı, sıcaklık, basınç vb. dahil olmak üzere enjeksiyon kalıplama işlemi parametreleri, iki renkli enjeksiyon kalıplamanın dolum performansını ve kalite stabilitesini sağlamak için optimize edilir. sapın.İki renkli enjeksiyon kalıplama sırası ve renk değiştirme: İki renkli efektin tutarlılığını ve iyi görünüm kalitesini elde etmek için, enjeksiyon sırası ve renk değiştirme yöntemi dahil olmak üzere iki renkli enjeksiyon kalıplamanın işlem akışını belirleyin.Soğutma sistemi tasarımı: Enjeksiyon kalıplama işlemi sırasında iyi bir soğutma etkisi sağlamak ve üretim verimliliğini ve ürün kalitesini artırmak için soğutma sistemini makul bir şekilde tasarlayın.Takım fikstürleri:Kalıp tasarımı ve imalatı: Sapın iki renkli enjeksiyonlu kalıplama gereksinimlerine göre, kalıbın sağlamlığını ve güvenilirliğini sağlamak için uygun kalıp yapısını ve boyutunu tasarlayın.Takım fikstürlerinin tasarımı ve imalatı: Üretim verimliliğini ve operatör verimliliğini artırmak için üretim ihtiyaçlarına göre uygun takım fikstürleri tasarlayın ve üretin.Üretim verimliliği:Otomatik üretim: Otomatik üretim elde etmek, üretim verimliliğini artırmak ve işçilik maliyetlerini azaltmak için otomatik enjeksiyonlu kalıplama makineleri ve robotik sistemler gibi otomatik ekipmanları kullanın.Çok gözlü kalıplar ve çok makineli üretim: Çıktıyı ve üretim verimliliğini artırmak amacıyla eş zamanlı üretim için çok gözlü kalıpları ve çoklu enjeksiyonlu kalıplama makinelerini kullanın.Üretim planı ve program optimizasyonu: Makul üretim planları ve programları geliştirin ve üretim verimliliğini artırmak ve üretim kesintilerini azaltmak için üretim görevlerini ve kaynaklarını rasyonel bir şekilde düzenleyin.Maliyet kontrolü:Malzeme maliyet kontrolü: ABS/PC kapsüllü TPR gibi uygun enjeksiyon kalıplama malzemelerini seçin ve malzeme maliyetlerini kontrol etmek için gerçek ihtiyaçlara göre satın alma ve envanter yönetimini gerçekleştirin.Ekipman ve enerji maliyeti kontrolü: Ekipmanı rasyonel bir şekilde kullanın, enerji tüketimini optimize edin ve ekipman bakımını ve enerji maliyetlerini azaltın.İşgücü maliyeti kontrolü: Otomatik üretim ve optimize edilmiş üretim süreçleri sayesinde manuel işlemleri azaltın ve işçilik maliyetlerini azaltın.Kalite güvencesi:Kalite kontrol sisteminin kurulması: Ürünlerin kalite standartlarını karşıladığından emin olmak için kalite kontrolü, proses kontrolü ve hatalı ürün işleme dahil olmak üzere eksiksiz bir kalite kontrol sistemi kurun.Muayene ve test: Ürün kalitesini ve tutarlılığını sağlamak için görünüm kalitesi, boyutsal doğruluk, renk tutarlılığı vb. dahil olmak üzere enjeksiyonla kalıplanmış sapların muayenesi ve testi.Sürekli iyileştirme: Üretim sürecini düzenli olarak değerlendirin ve analiz edin, iyileştirme fırsatlarını bulun, üretim süreçlerini ve süreçlerini optimize edin, ürün kalitesini ve üretim verimliliğini artırın.Özetlemek gerekirse, iki renkli 2K kauçuk kaplı kalıp enjeksiyonlu kalıplamanın seri üretiminin süreç optimizasyonunu, takım ve fikstür tasarımını, üretim verimliliğini, maliyet kontrolünü ve kalite güvencesini dikkate alması gerekir. Makul proses ve fikstür tasarımı, üretim verimliliğinin ve maliyet kontrolünün optimize edilmesi, kalite kontrol sisteminin kurulması ve sürekli iyileştirme yoluyla yüksek kaliteli, yüksek verimli seri üretim sağlanabilir.