

Des produits



Poignée houring double couleur moulage par injection 2K
CARACTÉRISTIQUES
- Poignée houring double couleur moulage par injection 2K
Processus de moulage par surinjection secondaire :Le processus de moulage par surinjection secondaire consiste à injecter une couche de matières plastiques de différentes couleurs sur la base de la coque du manche pour créer un effet double couleur.Les principales étapes du processus de surmoulage secondaire comprennent :Préparez des granulés de plastique : Préparez des granulés de plastique de deux couleurs différentes.Moulage par injection : Tout d’abord, la première couleur de plastique est injectée dans le moule pour former la couche de base de la coque du manche. Une deuxième couleur de plastique est ensuite injectée dans le moule, recouvrant la couche de base pour créer un effet bicolore.Refroidissement et solidification : Une fois l’injection plastique terminée, le moule refroidira et se solidifiera pendant un certain temps.Sortez le produit : Enfin, ouvrez le moule et sortez la coque à poignée double couleur formée.
-
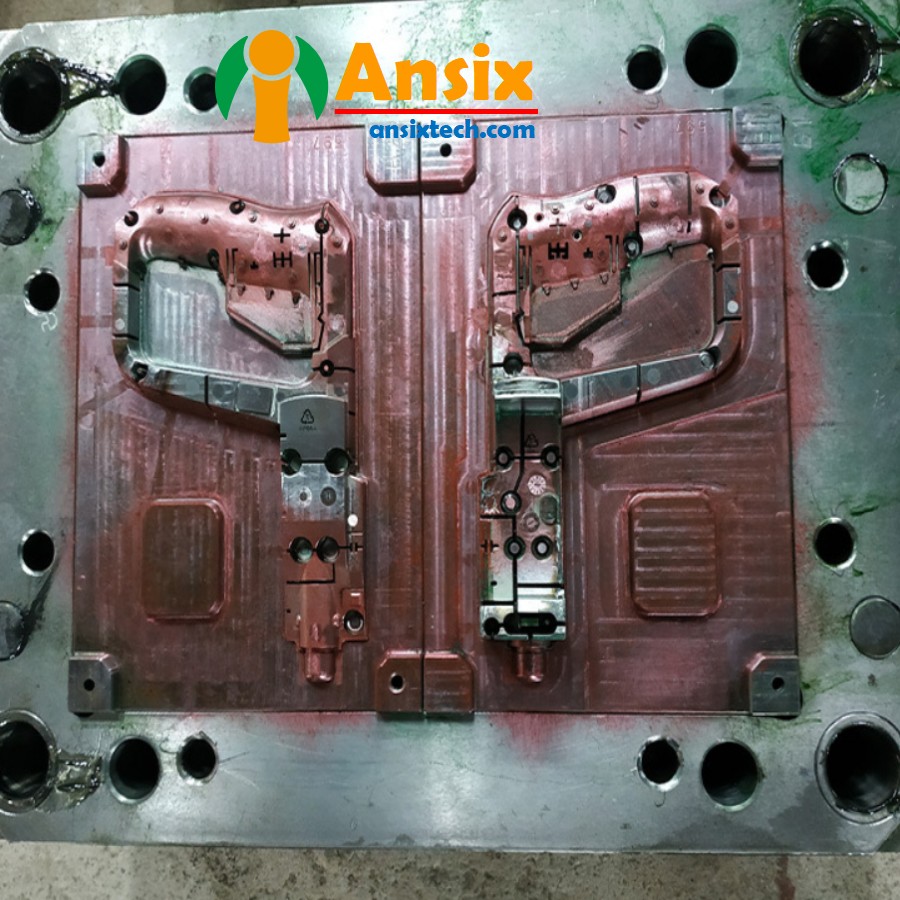
Description du moule
Matériaux du produit :
ABS/PC
Caoutchouc souple : TPR
Matériau du moule :
S136ESR
Nombre de cavités :
2+2
Méthode d'alimentation en colle :
Canal chaud
Méthode de refroidissement :
Eau froide
Cycle de moulage
16,5 s

- Poignée houring double couleur 2K Analyse du flux de moule et conception de moulesPour l'analyse du flux de moule et la conception de moules bicolores du moule bicolore recouvert de caoutchouc 2K pour la poignée :Analyse du flux de moule :un. Recueillez des informations pertinentes sur la poignée, notamment la taille, la forme, le matériau, etc.b. Utilisez un logiciel d'analyse de flux de moule pour importer le modèle CAO de la poignée et définir les paramètres du processus de moulage par injection, tels que la vitesse d'injection, la température, la pression, etc.c. Effectuer une analyse du flux de moule pour simuler l'écoulement de la matière fondue, le remplissage, le refroidissement et d'autres processus pendant le processus de moulage par injection afin d'évaluer les performances de remplissage de la poignée, des bulles, des tirs courts et d'autres défauts, et d'optimiser les paramètres du processus de moulage par injection.Conception de moule bicolore :un. Déterminez la structure et la taille du moule bicolore en fonction des résultats de l’analyse du flux de moule. En tenant compte de la forme et des exigences de la poignée, concevez une structure de moule appropriée, comprenant la cavité du moule, le noyau du moule, le système de démoulage, le système de refroidissement, etc.b. Déterminez le flux du processus de moulage par injection bicolore, y compris la séquence d'injection, la méthode de changement de couleur, etc.c. Réaliser la conception détaillée du moule, y compris la technologie de traitement des pièces du moule, la méthode d'assemblage, la conception du mécanisme de démoulage, etc.d. Utilisez un logiciel de CAO pour la conception de moules et générez des modèles tridimensionnels et des dessins techniques du moule.Pendant l'analyse du flux de moule et le processus de conception de moules bicolores, vous devez prêter attention aux points suivants :Assurer les performances de remplissage de la poignée : grâce à l'analyse du flux de moule, les paramètres du processus de moulage par injection sont optimisés pour garantir que les performances de remplissage de la poignée sont bonnes et éviter les défauts.Conception du système de refroidissement : Concevez raisonnablement le système de refroidissement pour garantir un bon effet de refroidissement pendant le processus de moulage par injection et améliorer l'efficacité de la production et la qualité du produit.Conception du système de démoulage : en fonction de la forme et des exigences de la poignée, concevez un système de démoulage approprié pour garantir que la poignée puisse être démoulée en douceur et éviter les dommages et la déformation.Séquence de moulage par injection et changement de couleur : Déterminez le flux de processus de moulage par injection bicolore, y compris la séquence d'injection et la méthode de changement de couleur, pour garantir l'effet et la qualité du moulage par injection bicolore.Pour l'analyse du flux de moule et la conception du moule bicolore du moule bicolore recouvert de caoutchouc 2K pour la poignée, il est nécessaire d'effectuer une analyse du flux de moule, d'optimiser les paramètres du processus de moulage par injection, de concevoir la structure et la taille du moule appropriées, de déterminer le processus de moulage par injection bicolore et réaliser une conception détaillée du moule. Grâce à une conception et un contrôle raisonnables, des poignées moulées par injection bicolores de haute qualité peuvent être obtenues.

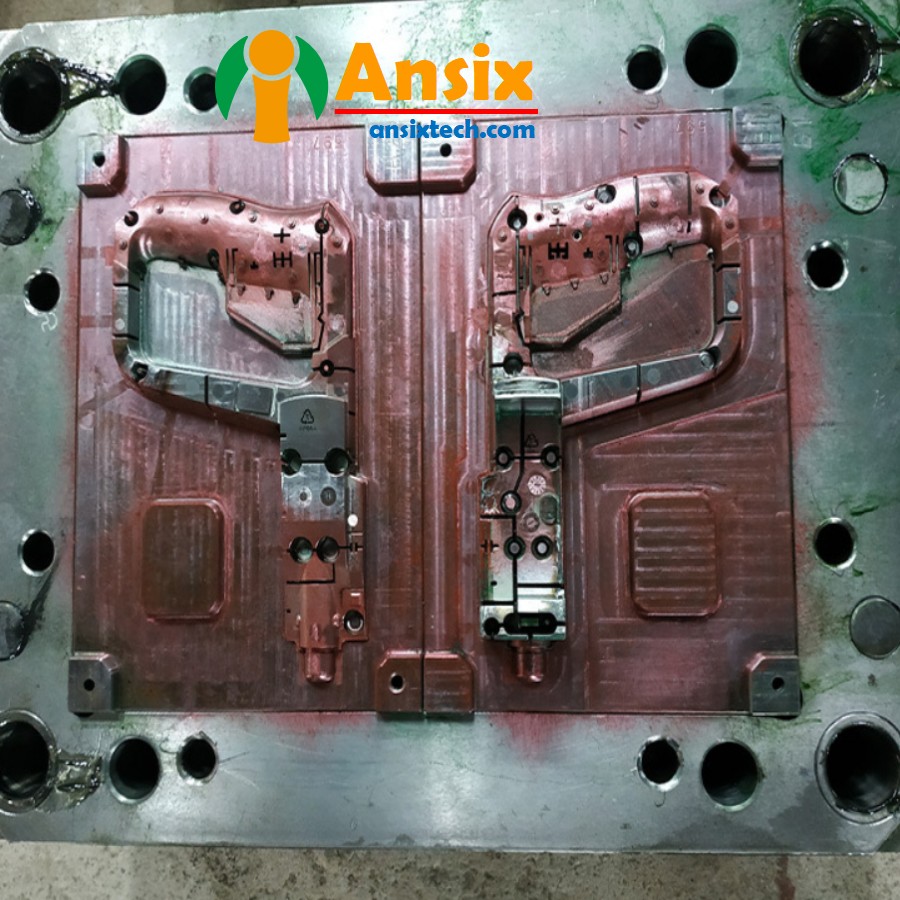
- Poignée houring double couleur 2K Le processus de fabrication du moule et la sélection des matériaux du produitPour la fabrication et le traitement du moule de revêtement en caoutchouc bicolore 2K pour la poignée et la sélection du matériau de moulage par injection ABS/PC revêtement en caoutchouc TPR :Fabrication et transformation de moules :un. Selon les exigences de conception du moule bicolore, sélectionnez la technologie et l'équipement de traitement appropriés, tels qu'un centre d'usinage CNC, une machine EDM, etc.b. Traitez les pièces du moule, y compris la cavité du moule, le noyau du moule, le système de démoulage, le système de refroidissement, etc. Assurez-vous que la précision et la taille du traitement répondent aux exigences.c. Assemblez les pièces du moule pour garantir un ajustement et un ajustement précis des pièces et assurer la stabilité et la fiabilité du moule.Sélection des matériaux de moulage par injection :un. Le matériau TPR encapsulé ABS/PC combine la résistance et la rigidité du plastique ABS/PC avec la flexibilité et la résistance à l'usure de l'élastomère TPR, et présente une résistance, une rigidité et une résistance aux chocs élevées.b. Le matériau TPR encapsulé ABS/PC a une bonne résistance chimique, peut résister à l'érosion de certaines substances chimiques et convient pour une utilisation dans diverses conditions environnementales.c. Le matériau TPR encapsulé ABS/PC a une bonne texture de surface et un bon toucher, et peut offrir une bonne sensation et un bon confort.Pendant le processus de fabrication des moules et le processus de sélection des matériaux de moulage par injection, vous devez prêter attention aux points suivants :Précision du traitement et contrôle de la taille : assurez-vous que la précision du traitement et la taille des pièces du moule répondent aux exigences pour garantir la qualité et la stabilité du moulage par injection.Traitement de surface : selon les exigences du manche, effectuez un traitement de surface approprié, tel que le meulage, le polissage, etc., pour améliorer la qualité de surface et la douceur du manche.Traitement thermique des matériaux : Selon les exigences du matériau du moule, un traitement thermique approprié, tel que la trempe, le revenu, etc., est effectué pour améliorer la dureté et la résistance à l'usure du matériau.Entretien et entretien du moule : Entretenir et entretenir régulièrement le moule, y compris le nettoyage, la lubrification, la réparation, etc., pour prolonger la durée de vie du moule et assurer la stabilité de la production.Pour la fabrication et le traitement du moule de revêtement en caoutchouc 2K bicolore de la poignée et la sélection du matériau de moulage par injection ABS/PC revêtement en caoutchouc TPR, il est nécessaire de sélectionner la technologie et l'équipement de traitement appropriés pour garantir la précision du traitement et le contrôle dimensionnel. En termes de sélection des matériaux de moulage par injection, tenez compte des exigences de conception et de l'environnement d'utilisation de la poignée, et choisissez des matériaux TPR encapsulés ABS/PC avec de bonnes propriétés mécaniques, une résistance à l'usure et une résistance chimique. Grâce à un traitement de fabrication et à une sélection de matériaux raisonnables, des poignées moulées par injection bicolores de haute qualité peuvent être obtenues.
- Poignée horaire double couleur 2K Production de masse et contrôle qualitéLa production en série de moulage par injection de moules bicolores à revêtement en caoutchouc 2K pour poignées implique des considérations telles que le processus, l'outillage et les accessoires, l'efficacité de la production, le contrôle des coûts et l'assurance qualité. Ces aspects seront présentés en détail ci-dessous.Processus:Optimisation des paramètres du processus de moulage par injection : grâce à l'analyse du flux de moule et à la vérification réelle de la production, les paramètres du processus de moulage par injection, notamment la vitesse d'injection, la température, la pression, etc., sont optimisés pour garantir les performances de remplissage et la stabilité de la qualité du moulage par injection bicolore. de la poignée.Séquence de moulage par injection bicolore et changement de couleur : Déterminez le flux de processus de moulage par injection bicolore, y compris la séquence d'injection et la méthode de changement de couleur, pour obtenir une cohérence de l'effet bicolore et une bonne qualité d'apparence.Conception du système de refroidissement : Concevez raisonnablement le système de refroidissement pour garantir un bon effet de refroidissement pendant le processus de moulage par injection et améliorer l'efficacité de la production et la qualité du produit.Montages d'outillage :Conception et fabrication du moule : selon les exigences du moulage par injection bicolore de la poignée, concevez la structure et la taille du moule appropriées pour garantir la stabilité et la fiabilité du moule.Conception et fabrication de montages d'outillage : Concevoir et fabriquer des montages d'outillage appropriés en fonction des besoins de production pour améliorer l'efficacité de la production et celle des opérateurs.Efficacité de production:Production automatisée : utilisez des équipements automatisés, tels que des machines de moulage par injection automatisées et des systèmes robotiques, pour réaliser une production automatisée, améliorer l'efficacité de la production et réduire les coûts de main-d'œuvre.Moules multi-empreintes et production multi-machines : utilisez des moules multi-empreintes et plusieurs machines de moulage par injection pour une production simultanée afin d'augmenter le rendement et l'efficacité de la production.Optimisation du plan de production et des calendriers : développez des plans et des calendriers de production raisonnables et organisez rationnellement les tâches et les ressources de production pour améliorer l'efficacité de la production et réduire les temps d'arrêt de production.Contrôle des coûts:Contrôle des coûts des matériaux : sélectionnez les matériaux de moulage par injection appropriés, tels que le TPR encapsulé ABS/PC, et effectuez la gestion des achats et des stocks en fonction des besoins réels pour contrôler les coûts des matériaux.Contrôle des coûts d'équipement et d'énergie : utilisez les équipements de manière rationnelle, optimisez la consommation d'énergie et réduisez la maintenance des équipements et les coûts énergétiques.Contrôle des coûts de main-d'œuvre : réduisez les opérations manuelles et réduisez les coûts de main-d'œuvre grâce à une production automatisée et à des processus de production optimisés.Assurance qualité:Mise en place d'un système de contrôle de qualité : établir un système de contrôle de qualité complet, comprenant l'inspection de la qualité, le contrôle des processus et le traitement des produits défectueux, pour garantir que les produits répondent aux normes de qualité.Inspection et tests : Inspection et tests des poignées moulées par injection, y compris la qualité de l'apparence, la précision dimensionnelle, la cohérence des couleurs, etc., pour garantir la qualité et la cohérence du produit.Amélioration continue : évaluer et analyser régulièrement le processus de production, trouver des opportunités d'amélioration, optimiser les processus et processus de production, et améliorer la qualité des produits et l'efficacité de la production.Pour résumer, la production en série de moulage par injection de moules à revêtement en caoutchouc 2K bicolore doit prendre en compte l'optimisation des processus, la conception des outils et des accessoires, l'efficacité de la production, le contrôle des coûts et l'assurance qualité. Grâce à une conception raisonnable des processus et des accessoires, à l'optimisation de l'efficacité de la production et du contrôle des coûts, à l'établissement d'un système de contrôle de la qualité et à une amélioration continue, une production de masse de haute qualité et à haut rendement peut être réalisée.