

Khuôn ép phun hỗ trợ khí và nước



Khuôn ép phun có hỗ trợ nước cho khuôn ép phun ống nước có hỗ trợ khí
ĐẶC TRƯNG
-
Mô tả khuôn
Vật liệu sản phẩm:
PP
Vật liệu khuôn:
738
Số lượng sâu răng:
1*1
Phương pháp cho ăn keo:
Á hậu lạnh
Phương pháp làm mát:
làm mát dầu
Chu trình đúc
46,5 giây

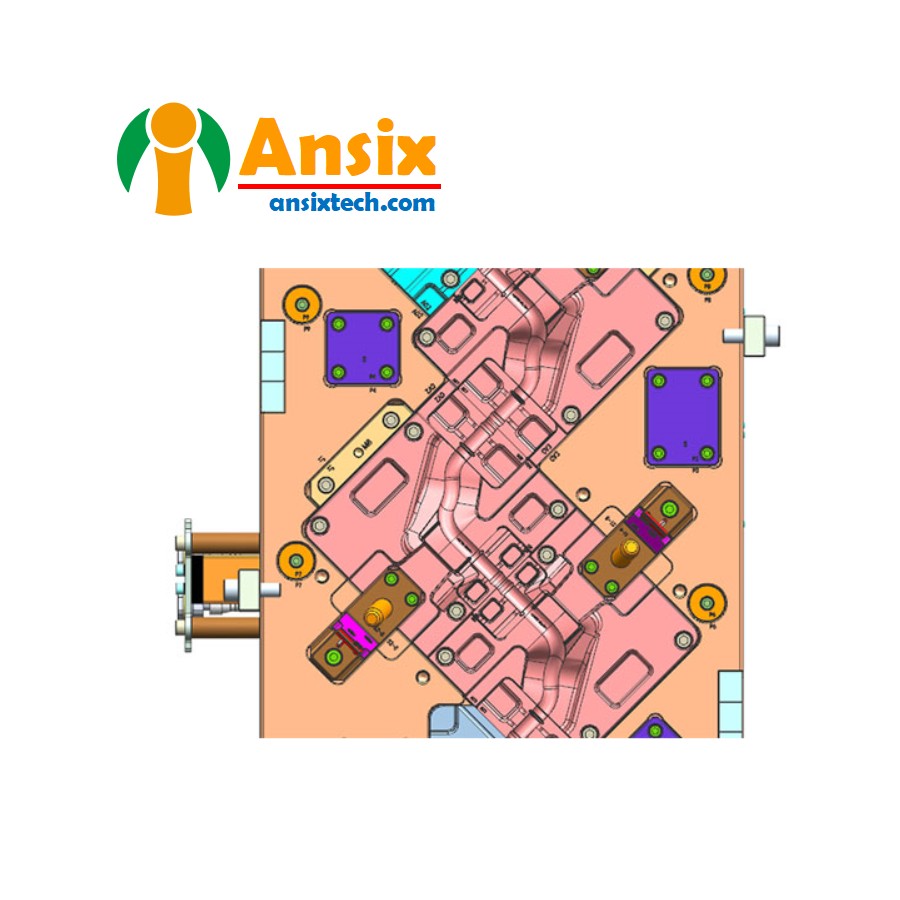
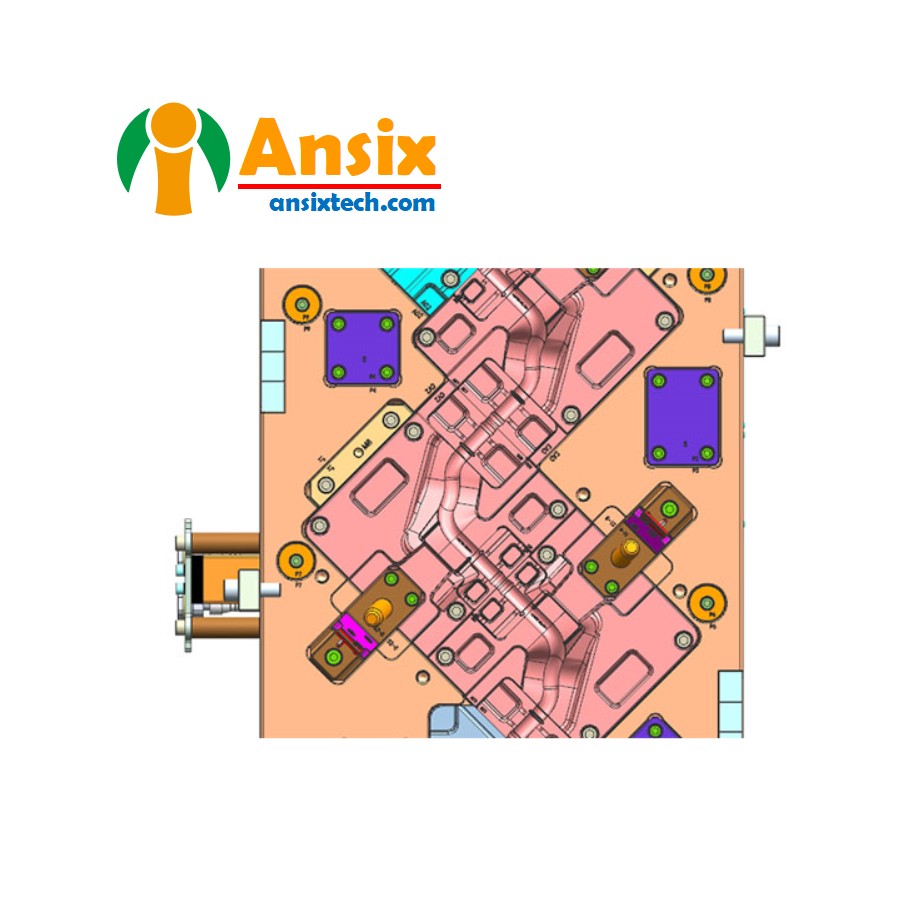
- Phân tích dòng chảy khuôn và thiết kế khuôn của ống nước hỗ trợ khíThiết kế khuôn ép phun có hỗ trợ khí và phân tích dòng chảy khuôn cho ống nước làm mát ô tô là những mắt xích quan trọng để đảm bảo chất lượng sản phẩm và hiệu quả sản xuất. Dưới đây là một số khía cạnh thiết kế và phân tích chính liên quan đến trường hợp chung:Những điểm chính của thiết kế khuônThiết kế kết cấu: Thiết kế cấu trúc khuôn để đảm bảo cấu trúc phức tạp và các chi tiết của ống nước có thể được hình thành chính xác.Lựa chọn vật liệu: Chọn vật liệu khuôn phù hợp, thường là thép công cụ có độ cứng cao, độ bền cao và chống mài mòn để đảm bảo tuổi thọ và độ ổn định của khuôn.Thiết kế hệ thống làm mát: Thiết kế hệ thống làm mát hợp lý để đảm bảo vật liệu nhựa có thể được làm mát nhanh chóng trong quá trình ép phun và giảm các vấn đề về chất lượng do biến dạng và co ngót không đều.Thiết kế cổng: Thiết kế cổng hợp lý có thể đảm bảo làm đầy tan chảy đồng đều và giảm các khuyết tật như bong bóng và phun ngắn.Chi tiết phân tích dòng chảy khuônMô phỏng chiết rót: Mô phỏng quá trình đổ đầy nóng chảy trong khoang khuôn và đánh giá các thông số như thời gian đổ đầy, áp suất đổ đầy và tốc độ đổ đầy để dự đoán các khuyết tật có thể xảy ra như đổ đầy kém, bong bóng và phun ngắn.Mô phỏng làm mát: Tiến hành mô phỏng làm mát để đánh giá các thông số như thời gian làm mát, phân bố nhiệt độ và độ co ngót nhằm đảm bảo làm mát đồng đều toàn bộ đường ống nước và giảm các vấn đề về chất lượng do biến dạng và co ngót không đồng đều gây ra.Phân tích ứng suất nhiệt: Phân tích ứng suất nhiệt và thiết kế cấu trúc và hệ thống làm mát hợp lý để giảm tác động của ứng suất nhiệt đến chất lượng sản phẩm.Tối ưu hóa cấu trúc khuôn: Dựa trên kết quả phân tích dòng khuôn, cấu trúc khuôn được tối ưu hóa, bao gồm tối ưu hóa hệ thống làm mát, thiết kế cổng, v.v., để nâng cao chất lượng khuôn sản phẩm và hiệu quả sản xuất.Trên đây là những điểm chính chung của thiết kế khuôn và phân tích dòng chảy khuôn. Những quy trình và phân tích này rất quan trọng để đảm bảo chất lượng và hiệu quả sản xuất của khuôn ép phun có hỗ trợ khí cho ống nước làm mát ô tô.

- Những khó khăn trong việc sản xuất và xử lý khuôn ép phun có hỗ trợ khí cho ống nước làm mát ô tô chủ yếu bao gồm các khía cạnh sau:Cấu tạo phức tạp: Ống nước làm mát ô tô thường có cấu trúc bên trong phức tạp và hình dạng cong. Việc gia công khuôn cần đảm bảo tính chính xác và đồng nhất của các kết cấu phức tạp này.Kênh phụ khí: Khuôn cần có kênh phụ khí được thiết kế hợp lý để đảm bảo khí có thể lấp đầy hoàn toàn khoang khuôn và có được kênh thoát khí phù hợp trong quá trình đúc.Lựa chọn vật liệu: Vật liệu khuôn cần có khả năng chống mài mòn, chống ăn mòn tốt để chịu được tác động của khí áp suất cao và chống ăn mòn.Độ chính xác gia công: Gia công khuôn đòi hỏi độ chính xác cao để đảm bảo độ chính xác và ổn định của kênh phụ khí.Lắp ráp và gỡ lỗi: Việc lắp ráp và gỡ lỗi khuôn phun hỗ trợ khí phải được thực hiện theo đúng yêu cầu thiết kế để đảm bảo kênh phụ khí hoạt động bình thường.Khi lựa chọn vật liệu ép phun có hỗ trợ khí cho ống nước làm mát ô tô, bạn cần xem xét các yếu tố sau:Khả năng chịu nhiệt: Do ống nước làm mát ô tô làm việc trong khoang động cơ nên cần lựa chọn những vật liệu nhựa chịu nhiệt độ cao như polyamit, polyimide,…Chống ăn mòn: Ống nước làm mát cần chịu được sự ăn mòn của chất làm mát nên cần lựa chọn những vật liệu có khả năng chống ăn mòn tốt như polypropylene, polyethylene, v.v.Tính chất cơ học: Vật liệu cần có đủ độ bền, độ cứng để chịu được rung động và áp suất khi ô tô vận hành.Cân nhắc chi phí: Khi lựa chọn vật liệu, bạn cũng cần xem xét các yếu tố chi phí và chọn vật liệu có hiệu suất chi phí cao hơn.Cân nhắc các yếu tố trên, có thể lựa chọn vật liệu phù hợp cho việc ép phun có hỗ trợ khí cho ống nước làm mát ô tô để đảm bảo sản phẩm có hiệu suất tốt và tiết kiệm.
- ép phun có hỗ trợ khí cho ống nước làm mát ô tô sản xuất hàng loạt và kiểm soát chất lượngSau đây là tổng quan ngắn gọn về quy trình sản xuất hàng loạt phương pháp ép phun có hỗ trợ khí cho ống nước làm mát ô tô:Ống nước làm mát ô tô là bộ phận quan trọng trong hệ thống làm mát động cơ ô tô. Nó được dùng để vận chuyển chất làm mát và giúp động cơ duy trì nhiệt độ vận hành phù hợp. Đúc phun có hỗ trợ bằng khí là một quy trình ép phun đặc biệt sử dụng sự hỗ trợ của khí trong quá trình ép phun để tạo thành một cấu trúc rỗng hoặc giảm hiện tượng cong vênh và biến dạng trong quá trình đúc. Trong sản xuất hàng loạt ống nước làm mát ô tô, quy trình ép phun hỗ trợ khí có những ưu điểm nhất định.Quá trìnhTiền xử lý nguyên liệu thô: Sấy khô trước và trộn nguyên liệu nhựa để đảm bảo độ khô và tính đồng nhất của nguyên liệu thô.Ép phun: Thêm các hạt nhựa đã được xử lý trước vào phễu của máy ép phun. Sau khi nung nóng và nóng chảy, nhựa nóng chảy được bơm vào khoang khuôn thông qua áp suất trục vít.Đúc phun có hỗ trợ khí: Trong quá trình ép phun, khí áp suất cao được bơm vào khoang khuôn thông qua hệ thống hỗ trợ khí để tạo thành cấu trúc rỗng hoặc giảm cong vênh, biến dạng trong quá trình đúc.Làm nguội và đông đặc: Sau khi nhựa lấp đầy khoang khuôn, nó được làm nguội và đông đặc lại để tạo thành nhựa.Demold: Sau khi làm nguội và đông đặc, mở khuôn và lấy ống nước làm mát đã tạo hình ra.Xử lý sau: Thực hiện các quy trình xử lý sau như cắt tỉa cạnh và làm mờ các ống nước làm mát đã định hình để đảm bảo chất lượng đúc của sản phẩm.Ưu điểm của quy trìnhHiệu suất đúc cao: Quá trình ép phun có hỗ trợ khí có thể đạt được tốc độ sản xuất cao và hiệu quả, phù hợp với nhu cầu sản xuất hàng loạt và nâng cao hiệu quả sản xuất.Tính nhất quán của sản phẩm: Đúc phun hỗ trợ bằng khí có thể đảm bảo tính nhất quán về kích thước và hình thức của sản phẩm, đồng thời cải thiện độ ổn định chất lượng sản phẩm.Tiết kiệm nguyên liệu thô: Đúc phun có hỗ trợ khí có thể làm giảm hiện tượng cong vênh và biến dạng trong quá trình đúc, giảm tỷ lệ phế liệu và tiết kiệm nguyên liệu thô.Tiết kiệm năng lượng và bảo vệ môi trường: So với ép phun truyền thống, ép phun hỗ trợ khí có thể giảm mức tiêu thụ năng lượng trong quá trình đúc và có tác dụng tiết kiệm năng lượng và bảo vệ môi trường nhất định.Kiểm soát chất lượngKiểm soát thông số quá trình ép phun: Kiểm soát chặt chẽ các thông số quá trình ép phun để đảm bảo chất lượng đúc sản phẩm ổn định.Kiểm tra kích thước sản phẩm: Sử dụng thiết bị kiểm tra kích thước tự động để tiến hành kiểm tra trực tuyến kích thước sản phẩm nhằm đảm bảo sự ổn định về kích thước sản phẩm.Kiểm tra chất lượng bề ngoài: Giới thiệu thiết bị kiểm tra chất lượng bề ngoài tự động để tiến hành kiểm tra trực tuyến bề ngoài sản phẩm nhằm đảm bảo chất lượng bề ngoài sản phẩm ổn định.Truy xuất nguồn gốc hồ sơ chất lượng: Thiết lập một hệ thống truy xuất nguồn gốc hồ sơ chất lượng hoàn chỉnh để ghi lại và theo dõi dữ liệu chất lượng trong quá trình sản xuất nhằm đảm bảo chất lượng sản phẩm có thể kiểm soát được.Thông qua các biện pháp kiểm soát chất lượng và quy trình trên, có thể đạt được việc sản xuất hàng loạt khuôn ép phun có hỗ trợ khí cho ống nước làm mát ô tô để đảm bảo chất lượng sản phẩm và hiệu quả sản xuất.