

Cetakan Injeksi untuk Kendaraan Energi Baru
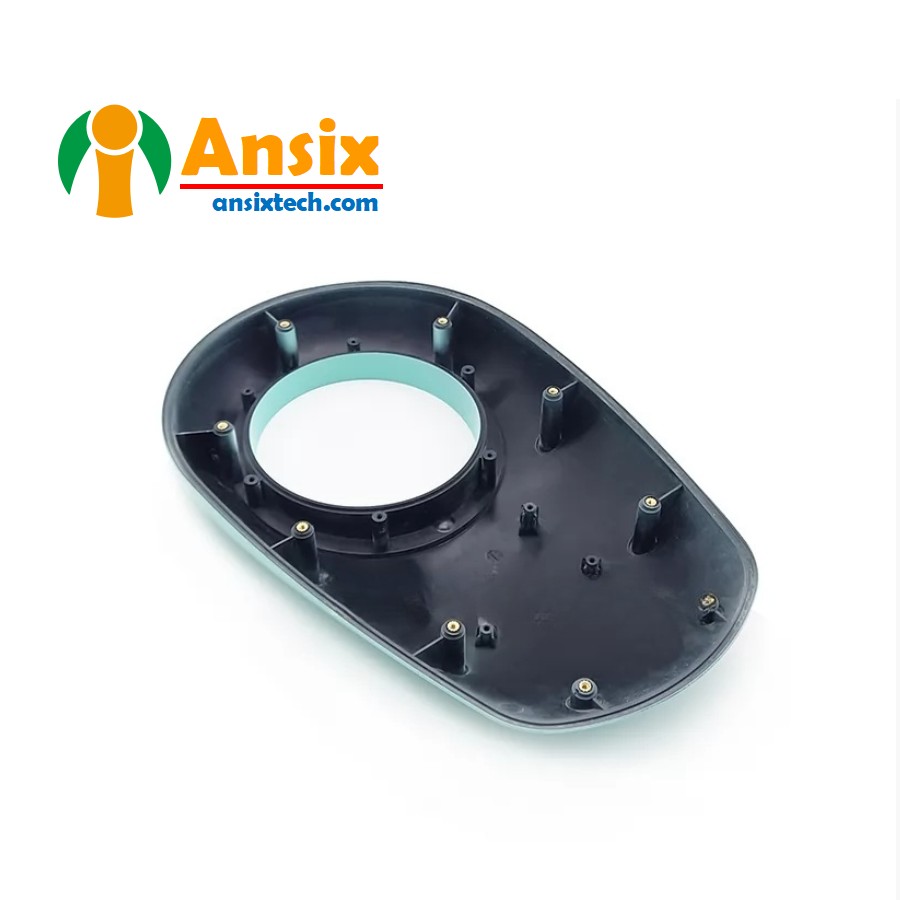

Cetakan Injeksi TPE Penutup Tumpukan Pengisian Kendaraan Listrik Energi Baru
FITUR
- Alur proses cetakan injeksi TPE untuk penutup tiang pengisian kendaraan listrik energi baru adalah sebagai berikut
Desain cetakan: Rancang cetakan sesuai dengan persyaratan desain dan spesifikasi penutup tiang pancang yang dipasang di dinding. Dengan mempertimbangkan karakteristik bahan TPE, maka perlu dirancang struktur cetakan, rongga cetakan, dan sistem pendingin yang sesuai.
Persiapan bahan: Pilih bahan yang cocok untuk TPE cetakan injeksi dan siapkan bahan cetakan yang diperlukan, seperti baja.
Pengolahan cetakan: Pemrosesan dan pembuatan cetakan sesuai gambar desain. Ini termasuk permesinan CNC, EDM, pemotongan kawat dan proses lainnya.
Merakit cetakan: Merakit bagian-bagian cetakan yang telah diproses, termasuk rongga cetakan, sistem pendingin, sistem pembuangan, dll.
Debugging dan pengujian: Debugging dan pengujian cetakan rakitan untuk memastikan pengoperasian normal cetakan dan kualitas cetakan injeksi.
Mempersiapkan bahan TPE: Panaskan bahan TPE hingga suhu yang sesuai hingga menjadi cair.
Cetakan injeksi: Suntikkan bahan TPE cair ke dalam rongga cetakan. Melalui kontrol tekanan dan suhu mesin cetak injeksi, TPE mengisi penuh rongga cetakan dan mengeras selama proses pendinginan.
Buka cetakan dan keluarkan bagian cetakan injeksi: Setelah bagian cetakan injeksi mendingin dan mengeras, buka cetakan dan keluarkan bagian cetakan injeksi.
Inspeksi dan pemangkasan: Periksa bagian cetakan injeksi untuk memeriksa ukuran, tampilan dan kualitas, dll. Pangkas dan pasca proses jika perlu.
Pemeliharaan dan pemeliharaan: Perawatan rutin dan pemeliharaan cetakan injeksi, termasuk pembersihan, pelumasan, penggantian suku cadang yang aus, dll., untuk memastikan penggunaan cetakan dalam jangka panjang.
Dalam proses pembuatan cetakan injeksi TPE untuk penutup tiang pengisian kendaraan listrik energi baru yang dipasang di dinding, perlu memperhatikan karakteristik bahan TPE, seperti elastisitas, kelembutan dan ketahanan aus. Pada saat yang sama, struktur cetakan dan sistem pendingin juga perlu dirancang secara rasional sesuai dengan persyaratan proses pencetakan injeksi TPE untuk meningkatkan kualitas dan efisiensi produksi bagian cetakan injeksi. Silakan kirim pesan kepada kami (Email:info@ansixtech.com) kapan saja dan tim kami akan membalas Anda dalam waktu 12 jam.
-
Deskripsi Cetakan
Bahan Produk:
TEPI
Bahan Cetakan:
738H
Jumlah Rongga:
1*1
Metode Pemberian Lem:
Pelari panas
Metode Pendinginan:
Pendingin air
Siklus Pencetakan
44,5 detik

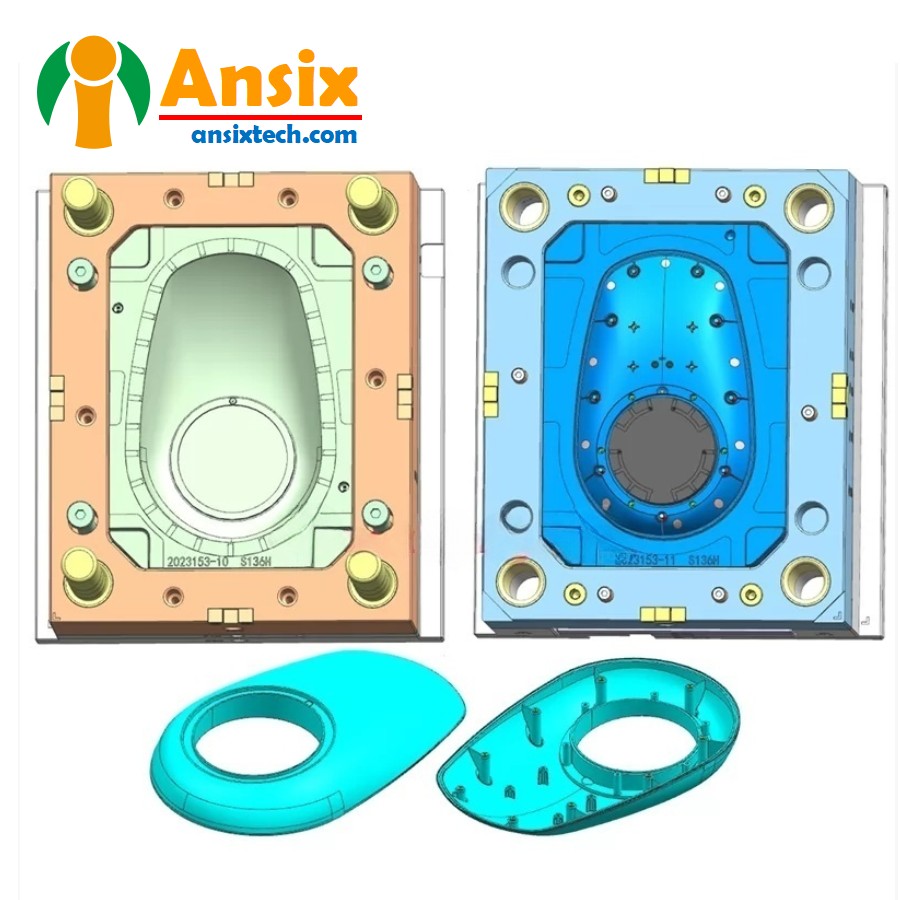
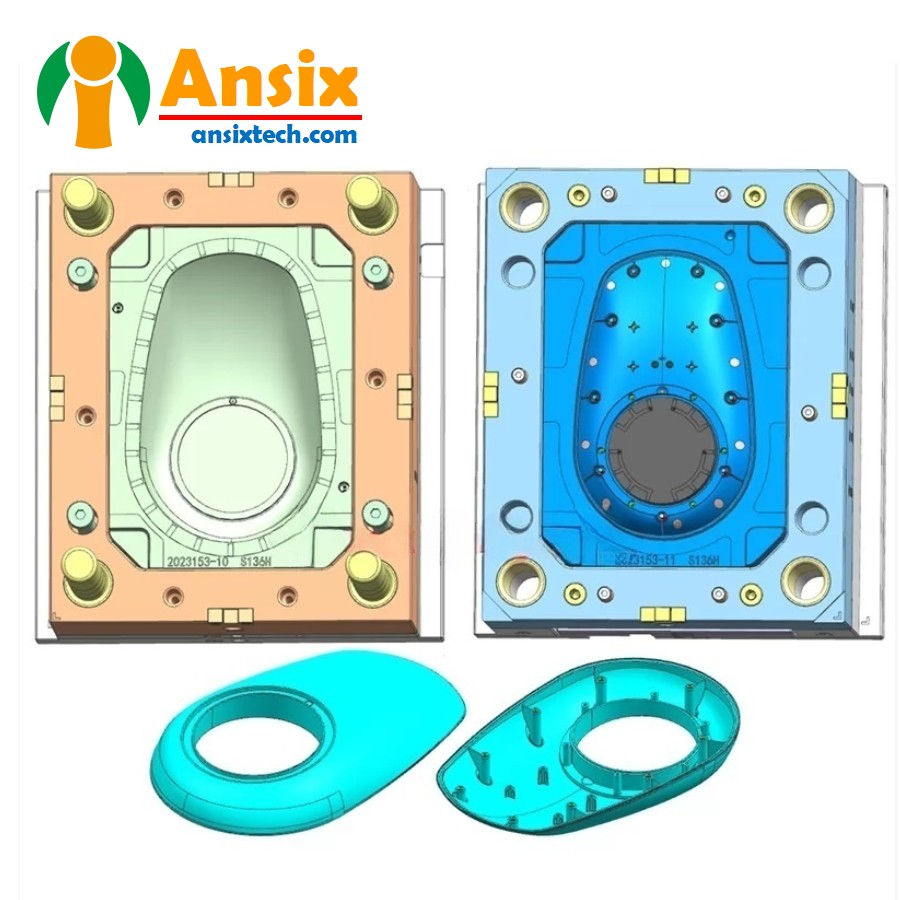
- Analisis aliran cetakan dan desain cetakan tumpukan pengisian luar ruangan portabel rumah tangga untuk kendaraan energi baru listrikAnalisis aliran cetakan dan desain cetakan tumpukan pengisian daya luar ruangan portabel rumah tangga untuk kendaraan energi baru listrik merupakan hubungan yang sangat penting, yang secara langsung mempengaruhi kualitas dan efisiensi produksi produk. Berikut beberapa area yang mungkin dicakup secara umum:Analisis aliran cetakan:Simulasi pengisian: Dengan mensimulasikan proses pengisian lelehan di rongga cetakan, parameter seperti waktu pengisian, tekanan pengisian, dan kecepatan pengisian dievaluasi untuk memprediksi kemungkinan cacat seperti pengisian yang buruk, gelembung, dan injeksi pendek.Simulasi pendinginan: Dengan mensimulasikan proses pendinginan lelehan dalam cetakan, parameter seperti waktu pendinginan, distribusi suhu, dan penyusutan dievaluasi untuk memprediksi kemungkinan cacat seperti tekanan termal, deformasi, dan penyusutan yang tidak merata.Simulasi kehilangan tekanan: Dengan mensimulasikan hambatan aliran lelehan dalam cetakan, kinerja aliran lelehan dalam cetakan dievaluasi untuk memprediksi kemungkinan cacat seperti aliran lelehan yang buruk dan tanda aliran termal.Desain cetakan:Desain struktural: Rancang struktur cetakan, termasuk rongga cetakan, inti cetakan, sistem pendingin, dll., untuk memastikan kualitas cetakan dan keakuratan dimensi cangkang tiang pengisi daya.Pemilihan bahan: Pilih bahan cetakan yang sesuai, dengan mempertimbangkan sifat mekanik, ketahanan aus, konduktivitas termal, dan faktor lainnya.Desain sistem pendingin: Rancang sistem pendingin yang masuk akal untuk memastikan pendinginan seragam pada cangkang tiang pengisi daya dan mengurangi masalah kualitas yang disebabkan oleh deformasi dan penyusutan yang tidak merata.Pemrosesan dan debugging cetakan: Menurut gambar desain cetakan, pemrosesan, pembuatan, perakitan dan debugging bagian cetakan dilakukan untuk memastikan kinerja dan kualitas cetakan.

- Proses pembuatan cetakan dan pemilihan bahan produktumpukan pengisian daya luar ruangan portabel rumah tangga untuk kendaraan energi baru listrikProses pemrosesan cetakan dan pemilihan bahan plastik untuk tumpukan pengisian daya luar ruangan portabel rumah tangga untuk kendaraan energi baru listrik sangatlah penting. Berikut ini adalah beberapa aspek yang mungkin terlibat secara umum:Desain cetakan: Rancang struktur dan bagian cetakan sesuai dengan karakteristik struktural dan persyaratan cangkang tiang pengisi daya. Ini termasuk desain pelat dasar cetakan, rongga cetakan, inti cetakan, sistem pendingin dan komponen lainnya.Pengadaan bahan: Pilih bahan cetakan yang sesuai, biasanya baja perkakas dengan kekerasan tinggi, kekuatan tinggi dan ketahanan aus. Pada saat yang sama, bahan yang digunakan untuk membuat sistem pendingin juga perlu dipilih, biasanya bahan dengan sifat konduktivitas termal yang baik.Pemrosesan cetakan: Pemrosesan cetakan mencakup pemesinan CNC, pemesinan pelepasan listrik, pemrosesan pemotongan kawat, dll., dan melakukan pemrosesan bagian cetakan secara presisi. Proses-proses ini memastikan keakuratan dan konsistensi cetakan.Perlakuan panas: Perlakuan panas pada bagian cetakan, biasanya termasuk pendinginan, temper, dan proses lainnya, untuk meningkatkan kekerasan dan ketahanan aus material.Perakitan dan debugging: Rakit dan debug bagian cetakan untuk memastikan kinerja dan keakuratan cetakan. Ini termasuk pekerjaan seperti memasang sistem pendingin dan menyesuaikan ukuran dan struktur cetakan.Uji coba cetakan: Lakukan uji coba cetakan untuk memeriksa keakuratan pemrosesan dan kinerja cetakan untuk memastikan bahwa cetakan dapat memenuhi persyaratan produksi.Pemilihan dan penerapan bahan plastik:Plastik rekayasa: Plastik rekayasa dengan sifat mekanik yang baik, ketahanan aus dan tahan cuaca biasanya dipilih sebagai bahan untuk pengisian cangkang tiang, seperti polipropilen (PP), polistiren (PS), polikarbonat (PC), dll.Bahan ramah lingkungan: Mengingat persyaratan perlindungan lingkungan, Anda dapat memilih bahan plastik yang dapat didaur ulang, seperti polietilen (TPE), dll.
- Produksi massal dan Kontrol kualitas untuk tumpukan pengisian daya luar ruangan portabel rumah tangga untuk kendaraan energi baru listrikUntuk produksi massal, pengendalian proses perakitan, pengendalian biaya, jaminan kualitas proses, dan pengangkutan tumpukan pengisian luar ruangan portabel rumah tangga untuk kendaraan energi baru listrik, berikut ini adalah tindakan pengendalian dan jaminan umum:Produksi massal:Rencana produksi: Mengembangkan rencana produksi yang masuk akal dan melakukan penjadwalan produksi yang wajar sesuai dengan permintaan pasar dan kapasitas produksi.Produksi otomatis: Gunakan jalur perakitan otomatis dan peralatan produksi untuk meningkatkan efisiensi dan konsistensi produksi.Kontrol kualitas: Menetapkan sistem kontrol kualitas proses penuh dan melakukan kontrol kualitas yang ketat pada setiap tautan dalam proses produksi.Kontrol proses perakitan:Operasi standar: Kembangkan instruksi operasi perakitan standar untuk memastikan spesifikasi operasi dan konsistensi setiap proses.Inspeksi perakitan: Siapkan titik pemeriksaan kualitas selama proses perakitan dan lakukan pemeriksaan kualitas pada proses utama dan komponen utama.Pengendalian biaya:Pengadaan bahan: Bekerja sama dengan pemasok untuk mengurangi biaya pengadaan bahan baku dan memastikan kualitas dan pasokan bahan baku yang stabil.Efisiensi produksi: Mengoptimalkan proses produksi, meningkatkan efisiensi produksi, dan mengurangi biaya produksi.Hemat energi: optimalkan penggunaan peralatan, hemat konsumsi energi, dan kurangi biaya produksi.Jaminan kualitas proses:Sistem manajemen mutu: Membangun sistem manajemen mutu yang lengkap, termasuk pembentukan titik kendali mutu, perumusan standar pemeriksaan mutu, ketertelusuran catatan mutu, dll.Perbaikan berkelanjutan: Terus meningkatkan dan mengoptimalkan proses produksi untuk meningkatkan konsistensi dan stabilitas produk.Angkutan:Perlindungan kemasan: Kemasan produk yang dirancang dengan baik untuk memastikan produk tidak rusak selama pengangkutan.Manajemen logistik: Membangun sistem manajemen logistik yang efisien untuk memastikan bahwa produk dapat dikirimkan ke pelanggan secara tepat waktu dan aman.Di atas adalah beberapa tindakan pengendalian dan jaminan yang mungkin dilakukan secara umum, namun produksi dan transportasi aktual memerlukan penelitian dan analisis mendalam berdasarkan persyaratan produk dan proses produksi tertentu. Jika Anda memerlukan informasi lebih rinci, disarankan untuk berkonsultasi dengan insinyur manajemen produksi dan manajemen mutu profesional kami.