

Prodotti

72 cavità PET bottiglia preforma stampo tubo preforma stampo bottiglia per bevande imballaggio alimentare calibro standard calibro 30 non standard
CARATTERISTICHE
-
Descrizione dello stampo
Materiali del prodotto:
ANIMALE DOMESTICO
Materiale dello stampo:
2344 S136 Cr12、Cr12MoV、Cr12Mo1V1
Numero di cavità:
72
Metodo di alimentazione della colla:
Canale caldo
Metodo di raffreddamento:
Raffreddamento ad acqua
Ciclo di stampaggio
48,5 secondi

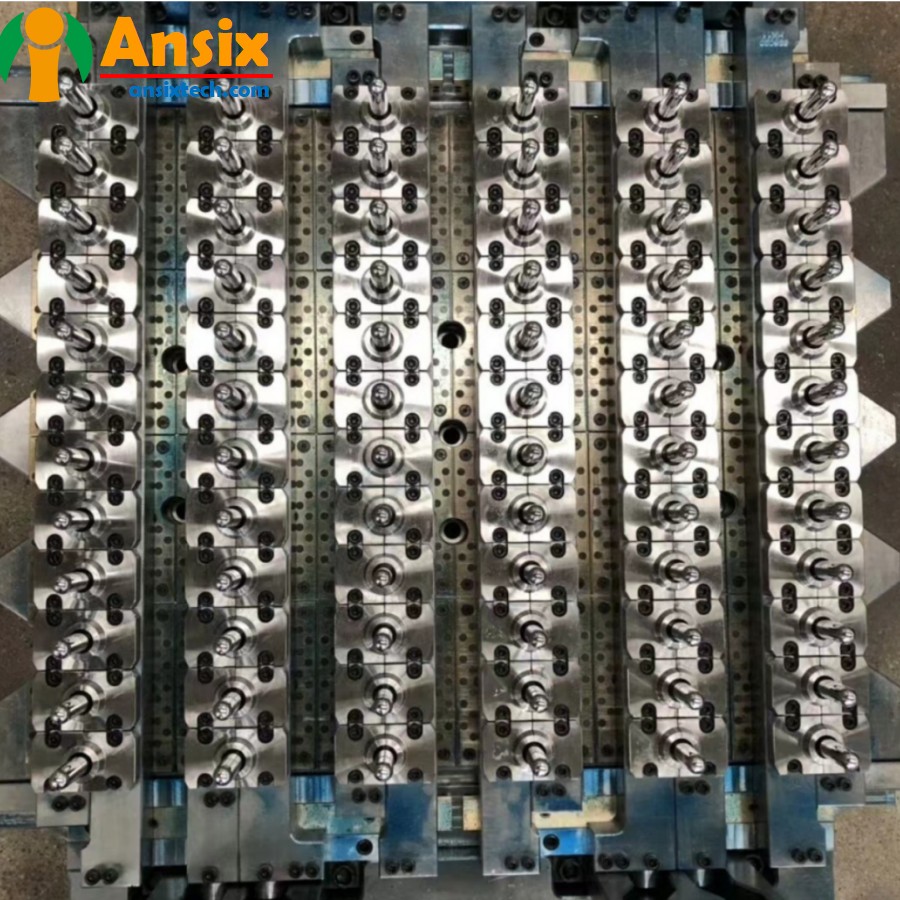
- Embrione di bottiglia a 72 cavità Analisi del flusso dello stampo e progettazione dello stampoPer l'analisi del flusso dello stampo e il processo di progettazione dello stampo per preforme per bottiglie a 72 cavità:Analisi del flusso dello stampo:Raccogliere i dati rilevanti richiesti per la progettazione dello stampo, tra cui dimensioni, forma, parametri del processo di stampaggio a iniezione, ecc. della preforma.Utilizza un software professionale di analisi del flusso dello stampo per importare il modello geometrico dello stampo e impostare i parametri del processo di stampaggio a iniezione.Conduci analisi del flusso dello stampo per simulare il flusso della plastica durante il processo di stampaggio a iniezione, inclusi riempimento, raffreddamento e solidificazione.Analizzare i risultati del flusso dello stampo, verificare se sono presenti difetti come bolle, colpi brevi, deformazioni, ecc. e apportare ottimizzazioni e miglioramenti in base ai risultati dell'analisi.Processo di progettazione dello stampo:Raccogliere i requisiti di progettazione e le specifiche delle preforme delle bottiglie, inclusi i requisiti di dimensioni, forma, bocca della bottiglia e filettatura.Eseguire la progettazione della struttura dello stampo, inclusa la progettazione della cavità, la progettazione del sistema di raffreddamento, la progettazione del sistema di tenuta d'aria della valvola a spillo, ecc.In base alla progettazione della struttura dello stampo, progettare e produrre parti dello stampo, compreso il nucleo dello stampo, la cavità dello stampo, la valvola a spillo, il sistema di raffreddamento, ecc.Eseguire l'assemblaggio dello stampo e assemblare le parti dello stampo per formare una struttura di stampo completa.Eseguire il debug e l'ottimizzazione dello stampo, inclusa la regolazione dei parametri del processo di stampaggio a iniezione, l'ottimizzazione del sistema di raffreddamento, il debug del sistema di tenuta dell'aria della valvola a spillo, ecc.Effettuare la produzione di prova dello stampo e la verifica del campione per verificare se le dimensioni, la qualità dell'aspetto e le prestazioni della preforma soddisfano i requisiti.Dopo aver completato il debug e la verifica dello stampo, procedere alla produzione in serie.Nel processo di progettazione dello stampo, è necessario considerare fattori quali le dimensioni e la forma della preforma, i parametri del processo di stampaggio a iniezione, la progettazione della struttura dello stampo, la progettazione del sistema di raffreddamento, la progettazione del sistema di tenuta dell'aria della valvola a spillo, ecc. Attraverso un'analisi ragionevole del flusso dello stampo e un processo di progettazione dello stampo, è possibile ottimizzare la progettazione dello stampo e migliorare la qualità e l'efficienza produttiva delle preforme.
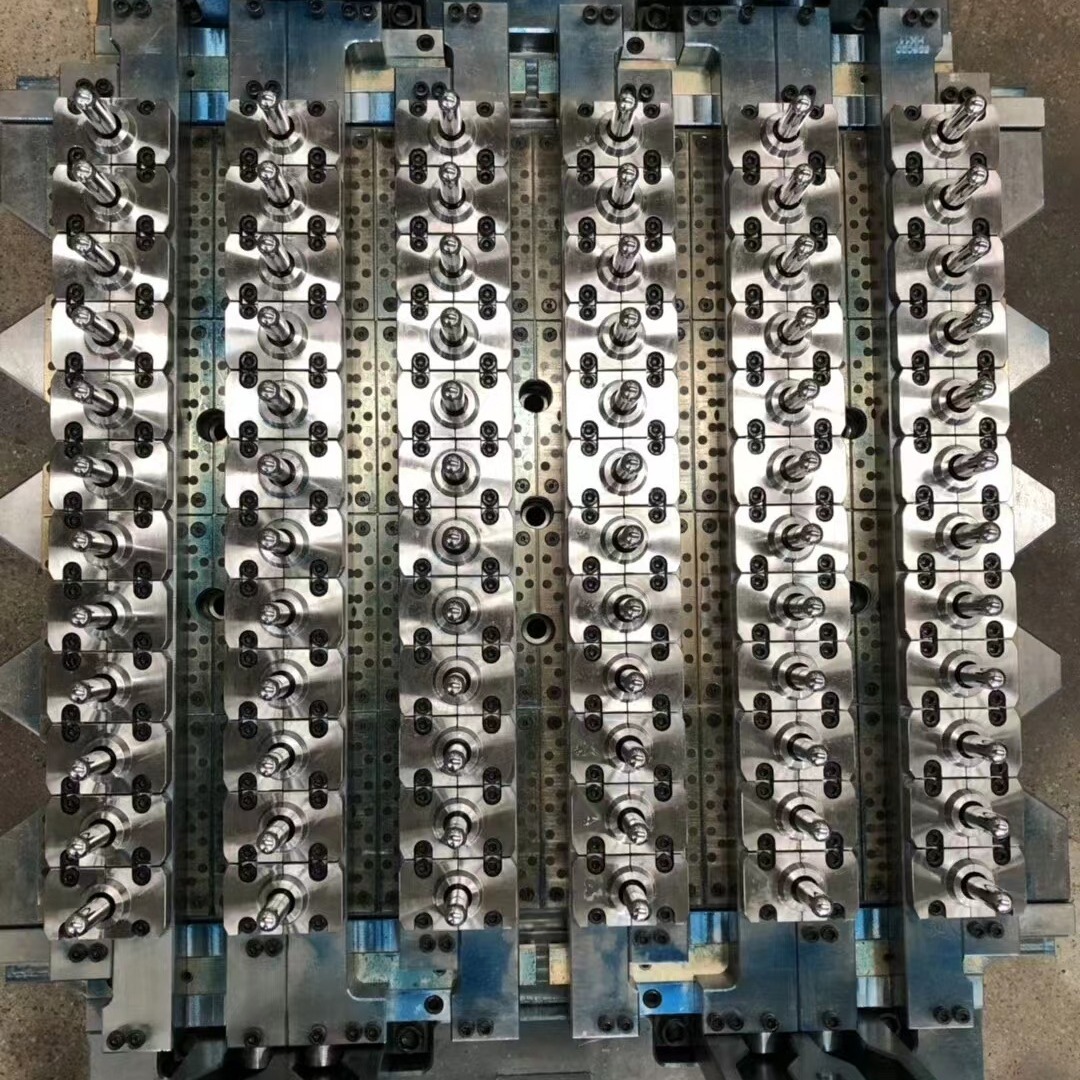
- Embrione di bottiglia a 72 cavità, il processo di produzione dello stampo e la selezione del materiale del prodottoLa produzione e la lavorazione dello stampo per preforme a 72 cavità e la selezione dei materiali delle preforme implicano la produzione dello stampo e la selezione dei materiali delle preforme.Produzione e lavorazione stampi:Selezione del materiale dello stampo: scegliere i materiali dello stampo appropriati, come acciaio legato di alta qualità o acciaio inossidabile, per garantire la durezza, la resistenza all'usura e la resistenza alla corrosione dello stampo.Lavorazione dello stampo: in base alla progettazione dello stampo, vengono eseguiti lavorazione CNC, elettroerosione, taglio a filo e altri processi per produrre parti di stampo di precisione.Assemblaggio dello stampo: assemblare le parti dello stampo per formare una struttura di stampo completa.Debug dello stampo: debug e ottimizzazione dello stampo per garantire la stabilità e l'efficienza produttiva dello stampo.Selezione del materiale della preforma:Polietilene tereftalato (PET): il materiale PET è un materiale comunemente utilizzato per la produzione di preforme per bottiglie. Presenta i vantaggi di elevata trasparenza, buona resistenza al calore, buona resistenza alla pressione e buona riciclabilità.Altri materiali plastici: A seconda delle esigenze specifiche, possono essere selezionati anche altri materiali plastici, come il polipropilene (PP) o il polietilene (PE), ma questi materiali possono presentare limitazioni in termini di trasparenza, resistenza al calore e resistenza alla pressione rispetto ai materiali PET. Ci sono alcune carenze in altri aspetti.Durante il processo di produzione dello stampo, è necessario prestare attenzione alla selezione dei materiali dello stampo e al controllo della tecnologia di lavorazione per garantire la qualità e l'accuratezza dello stampo. In termini di selezione del materiale per le preforme delle bottiglie, il materiale comunemente utilizzato è il PET, che presenta i vantaggi di elevata trasparenza, buona resistenza al calore, buona resistenza alla pressione e buona riciclabilità. A seconda delle esigenze specifiche si possono selezionare anche altri materiali plastici, ma è necessario valutare se la loro trasparenza, resistenza al calore, resistenza alla pressione e altre proprietà soddisfano i requisiti.La produzione e la lavorazione di stampi per preforme per bottiglie a 72 cavità comporta la produzione degli stampi e la selezione dei materiali delle preforme per bottiglie. Attraverso un ragionevole processo di produzione degli stampi e la selezione dei materiali delle preforme, è possibile produrre preforme di alta qualità e soddisfare i requisiti del prodotto.
- Stampo per embrioni di bottiglie a 72 cavità Produzione di massa e controllo di qualitàLa produzione di massa dello stampaggio a iniezione di stampi per preforme per bottiglie a 72 cavità coinvolge aspetti quali il miglioramento dell'efficienza produttiva, la configurazione automatizzata di attrezzature e attrezzature e la garanzia della qualità del processo.Miglioramento dell’efficienza produttiva:Per migliorare l’efficienza produttiva si possono adottare le seguenti misure:Linea di produzione automatizzata: introdurre attrezzature e linee di produzione automatizzate per ottenere un funzionamento efficiente dello stampaggio a iniezione automatizzato e dei processi di produzione.Produzione parallela: la produzione parallela viene adottata per eseguire più processi contemporaneamente per abbreviare il ciclo produttivo.Ottimizza i parametri del processo di stampaggio a iniezione: migliora l'efficienza e la qualità dello stampaggio a iniezione ottimizzando i parametri del processo di stampaggio a iniezione, come la velocità di iniezione, il controllo della temperatura, ecc.Configurazione automatizzata di attrezzature e attrezzature:Configurando attrezzature automatizzate per l'attrezzaggio, è possibile migliorare l'efficienza produttiva e la qualità del prodotto e ridurre la dipendenza dalle operazioni manuali. I dispositivi di attrezzaggio automatizzati possono ottenere le seguenti funzioni:Carico e scarico automatici: il carico e lo scarico automatici vengono realizzati tramite dispositivi automatizzati, riducendo i tempi delle operazioni manuali.Posizionamento e bloccaggio automatici: il posizionamento e il bloccaggio automatici dei prodotti vengono ottenuti tramite dispositivi automatizzati, migliorando l'efficienza produttiva e la consistenza del prodotto.Rilevamento ed eliminazione automatici: il rilevamento e l'eliminazione automatici dei prodotti vengono realizzati tramite dispositivi automatizzati per migliorare la qualità del prodotto e l'efficienza della produzione.Garanzia della qualità del processo:Durante la produzione di massa, è necessaria la garanzia della qualità del processo per garantire la consistenza e la stabilità del prodotto. Le misure comuni di garanzia della qualità includono:Piano di controllo della qualità: sviluppare un piano di controllo della qualità per chiarire i requisiti di qualità e i metodi di controllo per ciascun collegamento.Ispezione e test: condurre ispezioni e test del prodotto, come controllo dell'aspetto, misurazione dimensionale, test funzionali, ecc., per garantire che il prodotto soddisfi i requisiti.Monitoraggio del processo: monitorare il processo di produzione, come il controllo della temperatura, il controllo della pressione di iniezione, ecc., per garantire la consistenza e la stabilità del prodotto.In sintesi, la produzione di massa dello stampaggio a iniezione di stampi per preforme per bottiglie a 72 cavità coinvolge aspetti quali il miglioramento dell'efficienza produttiva, la configurazione automatizzata degli strumenti e delle attrezzature e la garanzia della qualità del processo. Attraverso misure e gestione ragionevoli, è possibile migliorare l’efficienza dello stampaggio a iniezione, ridurre i costi e garantire la qualità e la stabilità del prodotto.