

Продукты

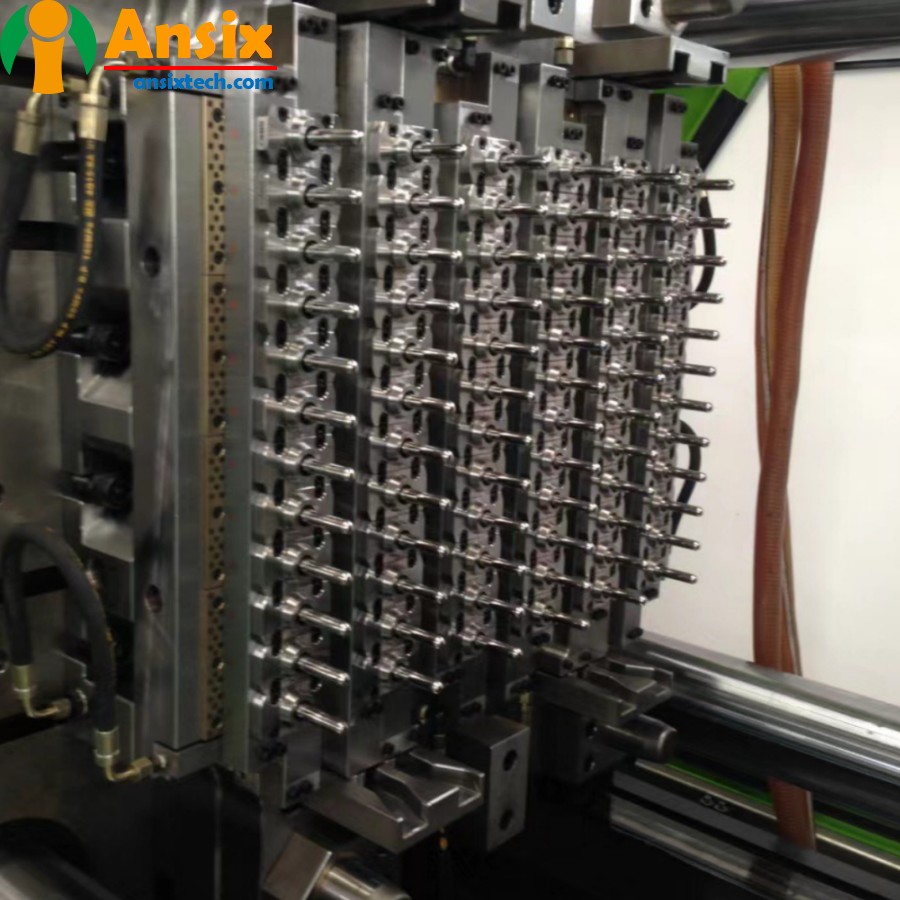
72-полые формы для преформ ПЭТ-бутылок, преформы для трубок, бутылки для напитков, упаковки для пищевых продуктов, стандартный калибр, нестандартный калибр 30
ФУНКЦИИ
-
Описание формы
Материалы продукта:
ДОМАШНИЙ ПИТОМЕЦ
Материал формы:
2344 S136 Cr12, Cr12MoV, Cr12Mo1V1
Количество полостей:
72
Способ подачи клея:
Горячий бегун
Метод охлаждения:
Водяное охлаждение
Цикл формования
48,5 с

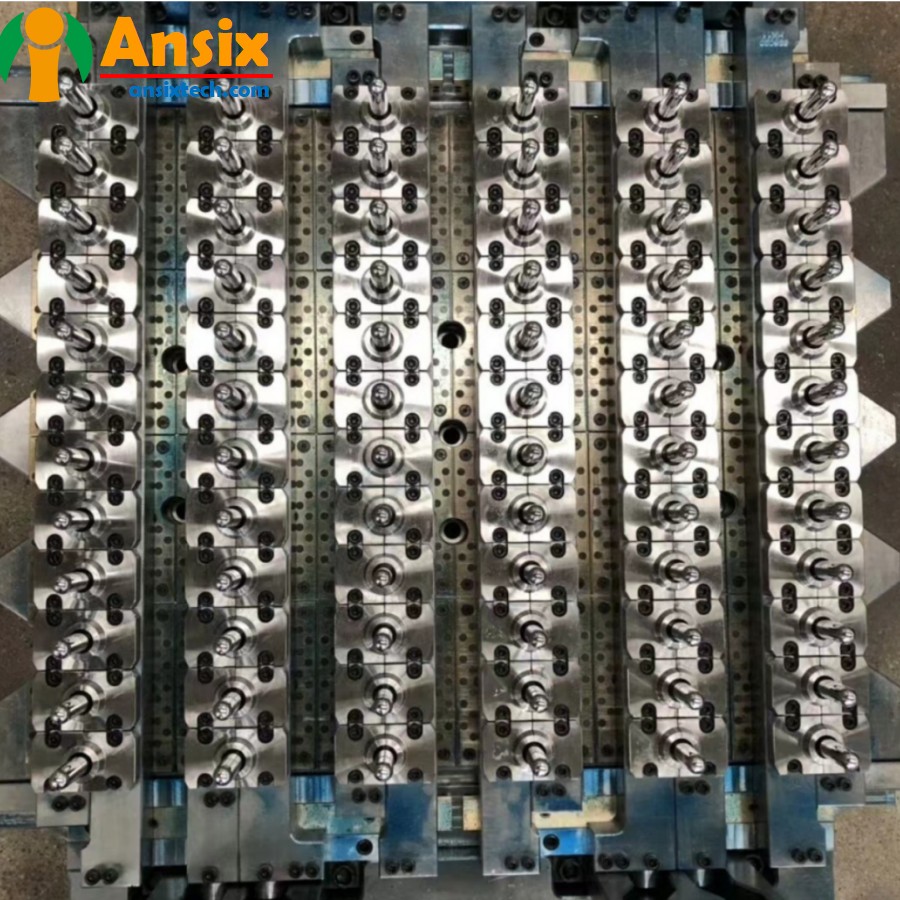
- Эмбрион бутылки с 72 полостями Анализ течения и проектирование пресс-формыДля анализа текучести пресс-формы и процесса проектирования пресс-формы для преформ бутылки с 72 гнездами:Анализ течения пресс-формы:Соберите соответствующие данные, необходимые для проектирования пресс-формы, включая размер, форму, параметры процесса литья под давлением и т. д. преформы.Используйте профессиональное программное обеспечение для анализа текучести пресс-формы, чтобы импортировать геометрическую модель пресс-формы и установить параметры процесса литья под давлением.Проведите анализ текучести пресс-формы, чтобы смоделировать течение пластика в процессе литья под давлением, включая заполнение, охлаждение и затвердевание.Анализируйте результаты текучести пресс-формы, проверяйте наличие дефектов, таких как пузыри, короткие всплески, коробление и т. д., и проводите оптимизацию и улучшения на основе результатов анализа.Процесс проектирования пресс-формы:Соберите требования к дизайну и спецификации преформ бутылок, включая требования к размеру, форме, горловине бутылки и резьбе.Выполните проектирование конструкции пресс-формы, включая проектирование полостей, проектирование системы охлаждения, проектирование системы воздушного уплотнения игольчатого клапана и т. д.В соответствии с конструкцией конструкции пресс-формы проектируйте и производите детали пресс-формы, включая сердечник пресс-формы, полость пресс-формы, игольчатый клапан, систему охлаждения и т. д.Выполните сборку пресс-формы и соберите детали пресс-формы, чтобы сформировать полную конструкцию пресс-формы.Проводить отладку и оптимизацию пресс-формы, включая корректировку параметров процесса литья под давлением, оптимизацию системы охлаждения, отладку системы воздушного уплотнения игольчатого клапана и т.д.Проведите пробное изготовление пресс-форм и проверку образцов, чтобы проверить, соответствуют ли размер, качество внешнего вида и характеристики преформы требованиям.После завершения отладки и проверки пресс-формы приступаем к серийному производству.В процессе проектирования пресс-формы необходимо учитывать такие факторы, как размер и форма преформы, параметры процесса литья под давлением, конструкция конструкции пресс-формы, конструкция системы охлаждения, конструкция системы воздушного уплотнения игольчатого клапана и т. д. Благодаря разумному анализу текучести пресс-формы и процессу проектирования пресс-формы можно оптимизировать конструкцию пресс-формы и повысить качество и эффективность производства преформ.
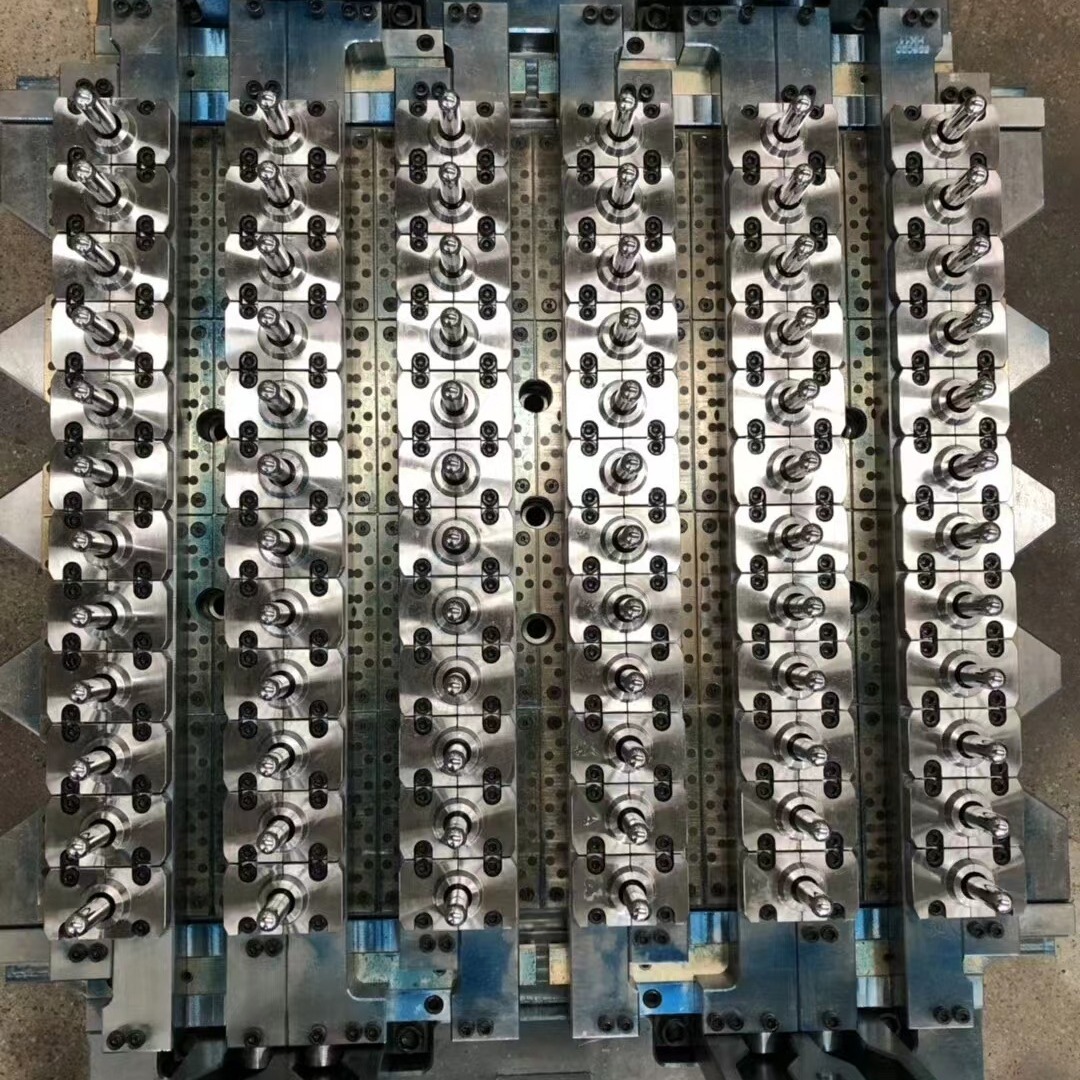
- Эмбрион бутылки с 72 полостями, процесс изготовления пресс-формы и выбор материала изделияИзготовление и обработка формы для преформ с 72 полостями, а также выбор материалов для преформ включают изготовление формы и выбор материалов для преформ.Изготовление и обработка пресс-форм:Выбор материала пресс-формы: выберите подходящие материалы пресс-формы, такие как высококачественная легированная сталь или нержавеющая сталь, чтобы обеспечить твердость, износостойкость и коррозионную стойкость формы.Обработка пресс-формы: в соответствии с конструкцией пресс-формы для изготовления прецизионных деталей пресс-формы выполняются обработка на станке с ЧПУ, электроэрозионная обработка, резка проволоки и другие процессы.Сборка пресс-формы: соберите детали пресс-формы, чтобы сформировать полную конструкцию пресс-формы.Отладка пресс-формы: отладка и оптимизация пресс-формы для обеспечения ее стабильности и эффективности производства.Выбор материала преформы:Полиэтилентерефталат (ПЭТ): ПЭТ-материал широко используется для изготовления преформ бутылок. Он обладает такими преимуществами, как высокая прозрачность, хорошая термостойкость, хорошая устойчивость к давлению и хорошая пригодность для вторичной переработки.Другие пластмассовые материалы: в зависимости от конкретных потребностей также можно выбрать другие пластмассовые материалы, такие как полипропилен (ПП) или полиэтилен (ПЭ), но эти материалы могут иметь ограничения по прозрачности, термостойкости и устойчивости к давлению по сравнению с материалами ПЭТ. Есть недостатки и в других аспектах.В процессе изготовления пресс-форм необходимо уделять внимание выбору материалов пресс-форм и контролю технологии обработки, чтобы обеспечить качество и точность пресс-формы. Что касается выбора материала преформ бутылок, обычно используемым материалом является ПЭТ, который обладает преимуществами высокой прозрачности, хорошей термостойкости, хорошей устойчивости к давлению и хорошей пригодности для вторичной переработки. В зависимости от конкретных потребностей можно выбрать и другие пластмассовые материалы, но необходимо учитывать, соответствуют ли требованиям их прозрачность, термостойкость, устойчивость к давлению и другие свойства.Производство и обработка форм для преформ бутылок с 72 полостями включает в себя изготовление пресс-форм и выбор материалов для преформ бутылок. Благодаря разумной обработке пресс-форм и выбору материала преформ можно изготовить высококачественные преформы, соответствующие требованиям к продукции.
- Пресс-форма для эмбрионов бутылок с 72 полостями Массовое производство и контроль качестваМассовое производство литьевых форм для преформ бутылок с 72 полостями включает в себя такие аспекты, как повышение эффективности производства, автоматизированное оснащение и настройка приспособлений, а также обеспечение качества процесса.Повышение эффективности производства:Для повышения эффективности производства можно принять следующие меры:Автоматизированная производственная линия: внедрение автоматизированного оборудования и производственных линий для достижения эффективной работы автоматизированных литьевых и производственных процессов.Параллельное производство. Параллельное производство применяется для одновременного выполнения нескольких процессов с целью сокращения производственного цикла.Оптимизация параметров процесса литья под давлением. Повышайте эффективность и качество литья под давлением за счет оптимизации параметров процесса литья под давлением, таких как скорость впрыска, контроль температуры и т. д.Автоматизированная настройка оснастки и приспособлений:Путем настройки автоматизированных оснасток можно повысить эффективность производства и качество продукции, а также снизить зависимость от ручных операций. Автоматизированные приспособления для оснастки могут выполнять следующие функции:Автоматическая загрузка и разгрузка: Автоматическая загрузка и разгрузка осуществляется с помощью автоматизированных устройств, что сокращает время ручных операций.Автоматическое позиционирование и зажим. Автоматическое позиционирование и зажим продуктов достигается за счет автоматизированных приспособлений, что повышает эффективность производства и стабильность продукции.Автоматическое обнаружение и устранение: автоматическое обнаружение и устранение продуктов осуществляется с помощью автоматизированных устройств для повышения качества продукции и эффективности производства.Обеспечение качества процесса:Во время массового производства требуется обеспечение качества процесса для обеспечения единообразия и стабильности продукта. Общие меры обеспечения качества включают в себя:План контроля качества: Разработайте план контроля качества, чтобы уточнить требования к качеству и методы контроля для каждого звена.Проверка и тестирование. Проведите проверку и тестирование продукта, например, проверку внешнего вида, измерение размеров, функциональные испытания и т. д., чтобы убедиться, что продукт соответствует требованиям.Мониторинг процесса. Контролируйте производственный процесс, например, контроль температуры, контроль давления впрыска и т. д., чтобы обеспечить единообразие и стабильность продукта.Таким образом, массовое производство литьевых форм для преформ бутылок с 72 полостями включает в себя такие аспекты, как повышение эффективности производства, автоматизированное оснащение и настройка приспособлений, а также обеспечение качества процесса. Благодаря разумным мерам и управлению можно повысить эффективность литья под давлением, снизить затраты, а также обеспечить качество и стабильность продукции.