

Produtos

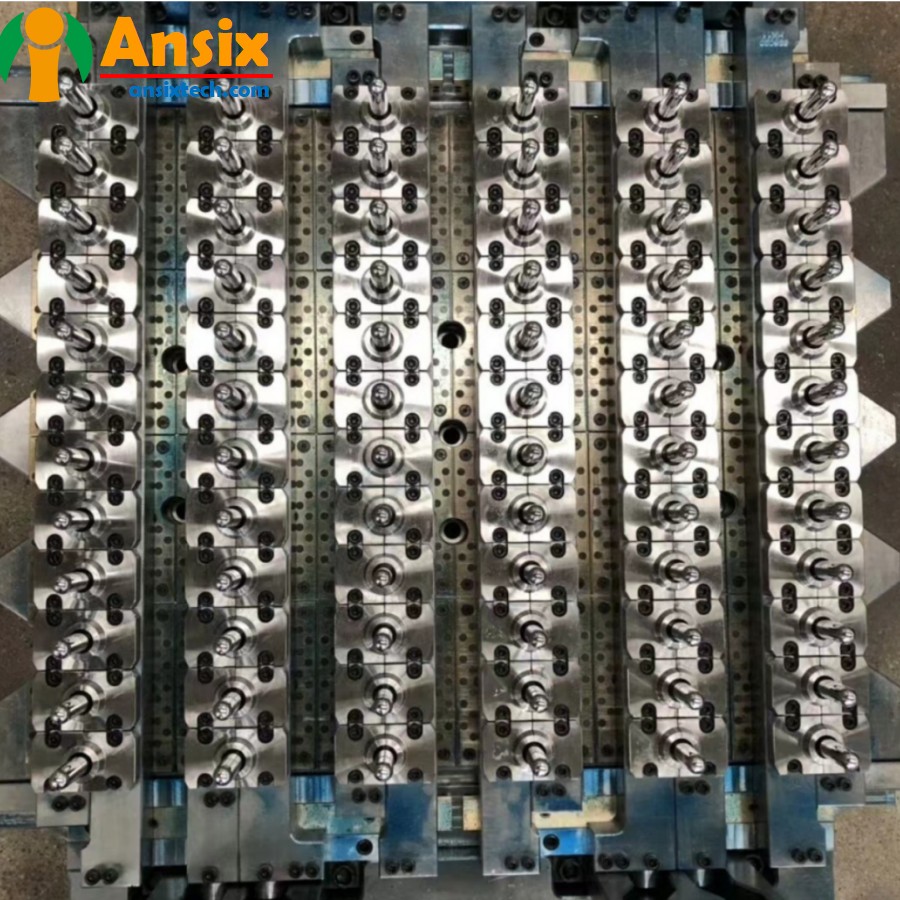
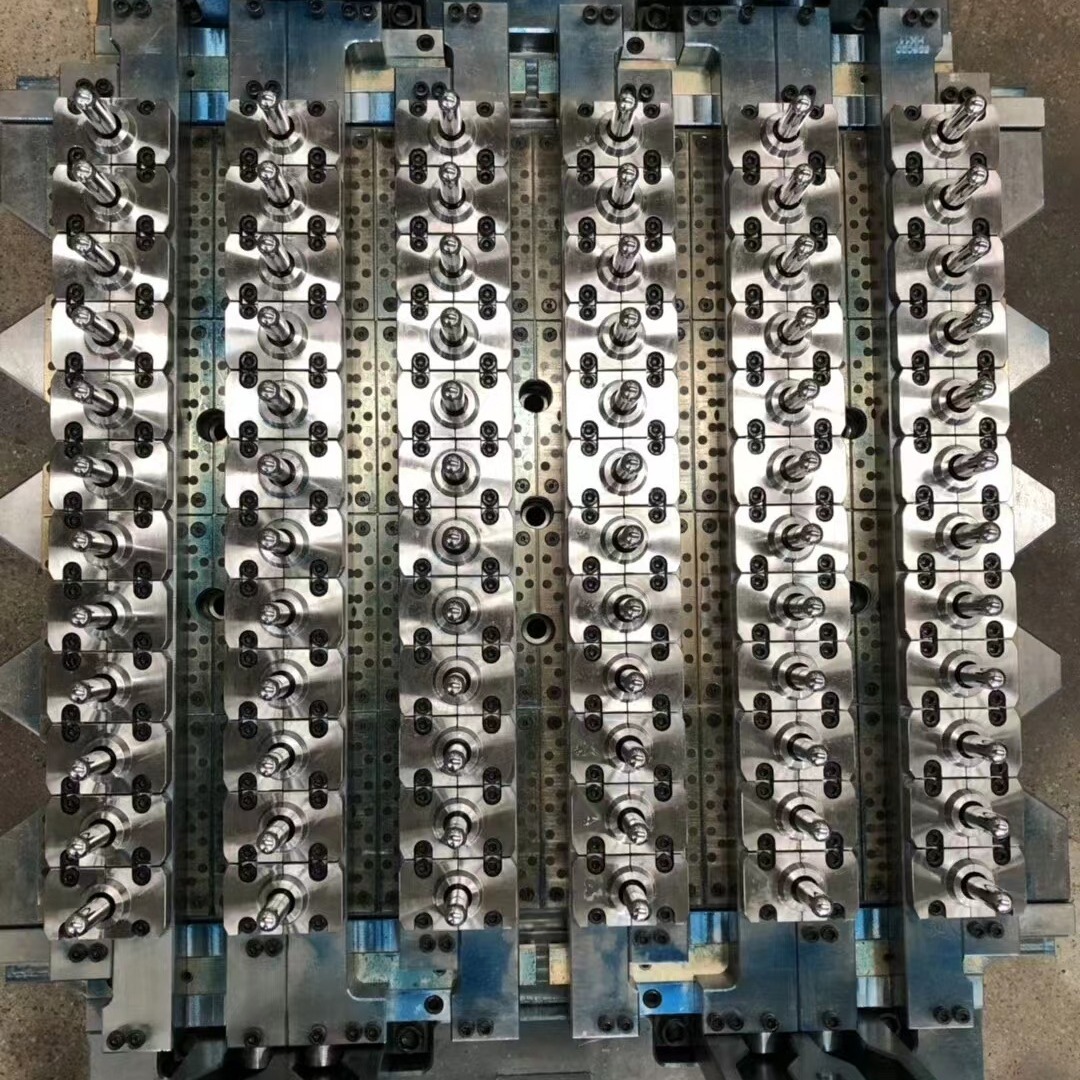
Molde pré-forma de garrafa PET de 72 cavidades, tubo de pré-forma, garrafa de bebidas, embalagem de alimentos, calibre padrão 30, não padrão
CARACTERÍSTICAS
-
Descrição do molde
Materiais do produto:
BICHO DE ESTIMAÇÃO
Material do molde:
2344 S136 Cr12、Cr12MoV、Cr12Mo1V1
Número de cavidades:
72
Método de alimentação com cola:
Corredor quente
Método de resfriamento:
Resfriamento a água
Ciclo de Moldagem
48,5s

- Embrião de garrafa de 72 cavidades Análise de fluxo de molde e projeto de moldePara a análise do fluxo do molde e o processo de projeto do molde de pré-forma de garrafa de 72 cavidades:Análise do fluxo do molde:Colete dados relevantes necessários para o projeto do molde, incluindo tamanho, formato, parâmetros do processo de moldagem por injeção, etc.Use um software profissional de análise de fluxo de molde para importar o modelo geométrico do molde e definir os parâmetros do processo de moldagem por injeção.Realize análises de fluxo de molde para simular o fluxo de plástico durante o processo de moldagem por injeção, incluindo enchimento, resfriamento e solidificação.Analise os resultados do fluxo do molde, verifique se há defeitos como bolhas, disparos curtos, empenamento, etc., e faça otimizações e melhorias com base nos resultados da análise.Processo de design de molde:Colete os requisitos e especificações de projeto das pré-formas de garrafas, incluindo tamanho, formato, boca de garrafa e requisitos de rosca.Realizar o projeto da estrutura do molde, incluindo projeto da cavidade, projeto do sistema de resfriamento, projeto do sistema de vedação de ar da válvula agulha, etc.De acordo com o projeto da estrutura do molde, projete e fabrice peças do molde, incluindo núcleo do molde, cavidade do molde, válvula de agulha, sistema de resfriamento, etc.Execute a montagem do molde e monte as peças do molde para formar uma estrutura completa do molde.Realizar depuração e otimização do molde, incluindo ajuste dos parâmetros do processo de moldagem por injeção, otimização do sistema de resfriamento, depuração do sistema de vedação de ar da válvula agulha, etc.Realize a produção experimental do molde e a verificação da amostra para verificar se o tamanho, a qualidade da aparência e o desempenho da pré-forma atendem aos requisitos.Após concluir a depuração e verificação do molde, prossiga para a produção em massa.No processo de projeto do molde, fatores como tamanho e formato da pré-forma, parâmetros do processo de moldagem por injeção, projeto da estrutura do molde, projeto do sistema de resfriamento, projeto do sistema de vedação de ar da válvula agulha, etc. Por meio de uma análise razoável do fluxo do molde e do processo de projeto do molde, o projeto do molde pode ser otimizado e a qualidade e a eficiência da produção das pré-formas podem ser melhoradas.
- Embrião de garrafa de 72 cavidades, o processo de fabricação do molde e a seleção do material do produtoA fabricação e processamento do molde de pré-forma de 72 cavidades e a seleção de materiais de pré-forma envolvem a fabricação de moldes e a seleção de materiais de pré-forma.Fabricação e processamento de moldes:Seleção do material do molde: Escolha materiais de molde apropriados, como liga de aço de alta qualidade ou aço inoxidável, para garantir a dureza, resistência ao desgaste e resistência à corrosão do molde.Processamento de molde: De acordo com o projeto do molde, usinagem CNC, EDM, corte de fio e outros processos são realizados para fabricar peças de molde de precisão.Montagem do molde: Monte as peças do molde para formar uma estrutura completa do molde.Depuração de molde: depure e otimize o molde para garantir a estabilidade e eficiência de produção do molde.Seleção de material pré-formado:Tereftalato de polietileno (PET): O material PET é um material comumente usado para a fabricação de pré-formas de garrafas. Tem as vantagens de alta transparência, boa resistência ao calor, boa resistência à pressão e boa reciclabilidade.Outros materiais plásticos: Dependendo das necessidades específicas, outros materiais plásticos também podem ser selecionados, como polipropileno (PP) ou polietileno (PE), mas estes materiais podem ter limitações em transparência, resistência ao calor e resistência à pressão em comparação com materiais PET. Existem algumas deficiências em outros aspectos.Durante o processo de fabricação do molde, deve-se prestar atenção à seleção dos materiais do molde e ao controle da tecnologia de processamento para garantir a qualidade e precisão do molde. Em termos de seleção de materiais pré-formados para garrafas, o material comumente utilizado é o PET, que tem as vantagens de alta transparência, boa resistência ao calor, boa resistência à pressão e boa reciclabilidade. Dependendo das necessidades específicas, outros materiais plásticos também podem ser selecionados, mas é necessário considerar se sua transparência, resistência ao calor, resistência à pressão e outras propriedades atendem aos requisitos.A fabricação e processamento de moldes de pré-formas de garrafas com 72 cavidades envolvem a fabricação de moldes e a seleção de materiais de pré-formas de garrafas. Através do processamento razoável de fabricação de moldes e da seleção de materiais de pré-forma, pré-formas de alta qualidade podem ser fabricadas e atender aos requisitos do produto.
- Molde de embrião de garrafa de 72 cavidades Produção em massa e controle de qualidadeA produção em massa de moldagem por injeção de molde de pré-forma de garrafa de 72 cavidades envolve aspectos como melhoria da eficiência da produção, ferramentas automatizadas e configuração de acessórios e garantia de qualidade do processo.Melhoria da eficiência da produção:Para melhorar a eficiência da produção, as seguintes medidas podem ser tomadas:Linha de produção automatizada: Introduzir equipamentos e linhas de produção automatizados para obter uma operação eficiente de moldagem por injeção automatizada e processos de produção.Produção paralela: A produção paralela é adotada para realizar vários processos ao mesmo tempo para encurtar o ciclo de produção.Otimize os parâmetros do processo de moldagem por injeção: Melhore a eficiência e a qualidade da moldagem por injeção, otimizando os parâmetros do processo de moldagem por injeção, como velocidade de injeção, controle de temperatura, etc.Configuração automatizada de ferramentas e acessórios:Ao configurar acessórios de ferramentas automatizados, a eficiência da produção e a qualidade do produto podem ser melhoradas e a dependência de operações manuais pode ser reduzida. Dispositivos de ferramentas automatizados podem atingir as seguintes funções:Carga e descarga automática: A carga e descarga automática são realizadas através de dispositivos automatizados, reduzindo o tempo de operação manual.Posicionamento e fixação automáticos: O posicionamento e fixação automáticos de produtos são obtidos por meio de acessórios automatizados, melhorando a eficiência da produção e a consistência do produto.Detecção e eliminação automáticas: A detecção e eliminação automática de produtos são realizadas por meio de dispositivos automatizados para melhorar a qualidade do produto e a eficiência da produção.Garantia de qualidade do processo:Durante a produção em massa, a garantia da qualidade do processo é necessária para garantir a consistência e estabilidade do produto. As medidas comuns de garantia de qualidade incluem:Plano de controle de qualidade: Desenvolva um plano de controle de qualidade para esclarecer os requisitos de qualidade e métodos de controle para cada link.Inspeção e testes: Realize inspeção e testes de produtos, como inspeção de aparência, medição dimensional, testes funcionais, etc., para garantir que o produto atenda aos requisitos.Monitoramento do processo: Monitore o processo de produção, como controle de temperatura, controle de pressão de injeção, etc., para garantir consistência e estabilidade do produto.Em resumo, a produção em massa de moldagem por injeção de molde de pré-forma de garrafa de 72 cavidades envolve aspectos como melhoria da eficiência da produção, ferramentas automatizadas e configuração de acessórios e garantia de qualidade do processo. Através de medidas e gerenciamento razoáveis, a eficiência da moldagem por injeção pode ser melhorada, os custos reduzidos e a qualidade e estabilidade do produto garantidas.