

Producten

72 holte PET-fles voorvorm buis voorvorm drankfles voedselverpakking standaard kaliber 30 kaliber niet-standaard
FUNCTIES
-
Schimmelbeschrijving
Productmaterialen:
HUISDIER
Vormmateriaal:
2344 S136 Cr12, Cr12MoV, Cr12Mo1V1
Aantal holtes:
72
Lijmtoevoermethode:
Hete loper
Koelmethode:
Waterkoeling
Vormcyclus
48,5s

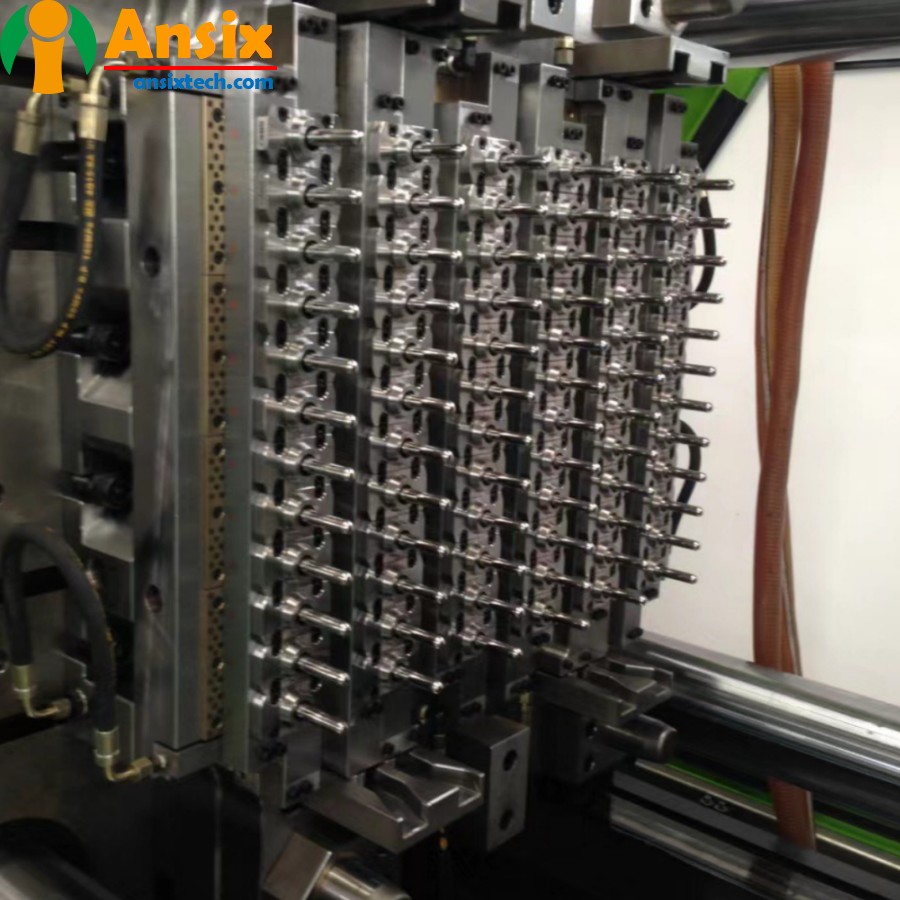
- Flesembryo met 72 holtes Vormstroomanalyse en matrijsontwerpVoor de matrijsstroomanalyse en het matrijsontwerpproces van de voorgevormde flesvorm met 72 holtes:Vormstroomanalyse:Verzamel relevante gegevens die nodig zijn voor het matrijsontwerp, inclusief de grootte, vorm, spuitgietprocesparameters, enz. van de voorvorm.Gebruik professionele software voor matrijsstroomanalyse om het geometrische model van de matrijs te importeren en de parameters van het spuitgietproces in te stellen.Voer matrijsstroomanalyses uit om de kunststofstroom tijdens het spuitgietproces te simuleren, inclusief vullen, afkoelen en stollen.Analyseer de resultaten van de matrijsstroom, controleer of er defecten zijn zoals luchtbellen, korte schoten, kromtrekken, enz., en voer optimalisatie en verbeteringen uit op basis van de analyseresultaten.Vormontwerpproces:Verzamel de ontwerpvereisten en specificaties van de flesvoorvormen, inclusief vereisten voor grootte, vorm, flesmond en draad.Voer het ontwerp van de matrijsstructuur uit, inclusief het ontwerp van de holte, het ontwerp van het koelsysteem, het ontwerp van het luchtafdichtingssysteem met naaldventiel, enz.Volgens het ontwerp van de matrijsstructuur, ontwerp en vervaardiging van matrijsonderdelen, inclusief matrijskern, matrijsholte, naaldklep, koelsysteem, enz.Uitvoeren van matrijsmontage en assembleren van matrijsdelen tot een complete matrijsstructuur.Voer het debuggen en optimaliseren van matrijzen uit, inclusief het aanpassen van de procesparameters van het spuitgieten, het optimaliseren van het koelsysteem, het debuggen van het luchtafdichtingssysteem met naaldkleppen, enz.Voer matrijsproefproductie en monsterverificatie uit om te controleren of de grootte, het uiterlijk, de kwaliteit en de prestaties van de voorvorm aan de eisen voldoen.Nadat het debuggen en verifiëren van de mal is voltooid, gaat u verder met massaproductie.Bij het matrijsontwerpproces moet rekening worden gehouden met factoren zoals de grootte en vorm van de voorvorm, de parameters van het spuitgietproces, het ontwerp van de matrijsstructuur, het ontwerp van het koelsysteem, het ontwerp van het luchtafdichtingssysteem met naaldkleppen, enz. Door middel van een redelijke matrijsstroomanalyse en het matrijsontwerpproces kan het matrijsontwerp worden geoptimaliseerd en kunnen de kwaliteit en productie-efficiëntie van de voorvormen worden verbeterd.
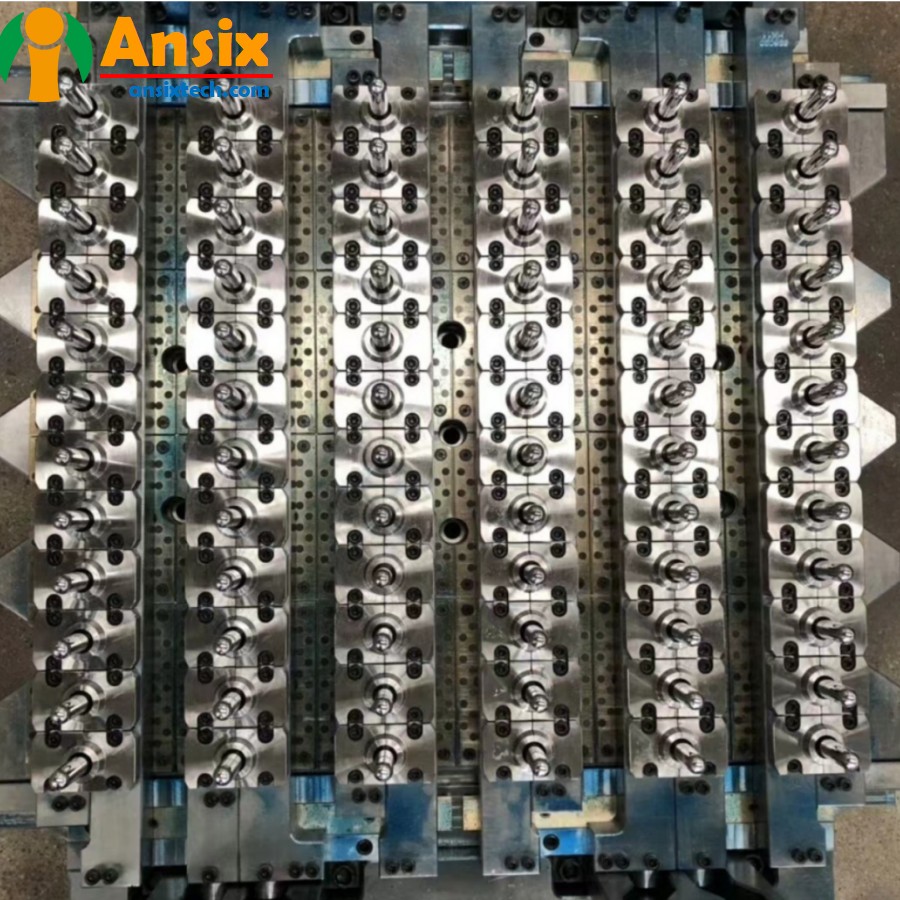
- 72 holteflesembryo het productieproces van de matrijs en de selectie van productmateriaalDe vervaardiging en verwerking van de voorvormmatrijs met 72 holten en de selectie van voorvormmaterialen omvatten de vervaardiging van matrijzen en de selectie van voorvormmaterialen.Matrijzenproductie en -verwerking:Keuze van matrijsmateriaal: Kies de juiste matrijsmaterialen, zoals hoogwaardig gelegeerd staal of roestvrij staal, om de hardheid, slijtvastheid en corrosieweerstand van de matrijs te garanderen.Matrijsverwerking: Volgens het matrijsontwerp worden CNC-bewerking, EDM, draadsnijden en andere processen uitgevoerd om precisie-matrijsonderdelen te vervaardigen.Matrijsmontage: Monteer de matrijsdelen tot een volledige matrijsstructuur.Vormdebugging: debug en optimaliseer de matrijs om de stabiliteit en productie-efficiëntie van de matrijs te garanderen.Materiaalkeuze voorvormen:Polyethyleentereftalaat (PET): PET-materiaal is een veelgebruikt materiaal voor de productie van flesvoorvormen. Het heeft de voordelen van hoge transparantie, goede hittebestendigheid, goede drukweerstand en goede recycleerbaarheid.Andere kunststofmaterialen: Afhankelijk van de specifieke behoeften kunnen ook andere kunststofmaterialen worden geselecteerd, zoals polypropyleen (PP) of polyethyleen (PE), maar deze materialen kunnen beperkingen hebben op het gebied van transparantie, hittebestendigheid en drukweerstand in vergelijking met PET-materialen. Er zijn enkele tekortkomingen op andere aspecten.Tijdens het productieproces van de matrijs moet aandacht worden besteed aan de selectie van matrijsmaterialen en de controle van de verwerkingstechnologie om de kwaliteit en nauwkeurigheid van de matrijs te garanderen. Wat de materiaalkeuze voor flesvoorvormen betreft, is PET het meest gebruikte materiaal, dat de voordelen heeft van hoge transparantie, goede hittebestendigheid, goede drukweerstand en goede recycleerbaarheid. Afhankelijk van de specifieke behoeften kunnen ook andere kunststofmaterialen worden geselecteerd, maar er moet worden overwogen of hun transparantie, hittebestendigheid, drukweerstand en andere eigenschappen aan de eisen voldoen.De productie en verwerking van voorvormmatrijzen met 72 holtes omvat de vervaardiging van matrijzen en de selectie van voorvormmaterialen voor flessen. Door middel van een redelijke matrijsproductie en selectie van voorvormmateriaal kunnen voorvormen van hoge kwaliteit worden vervaardigd en aan de productvereisten voldoen.
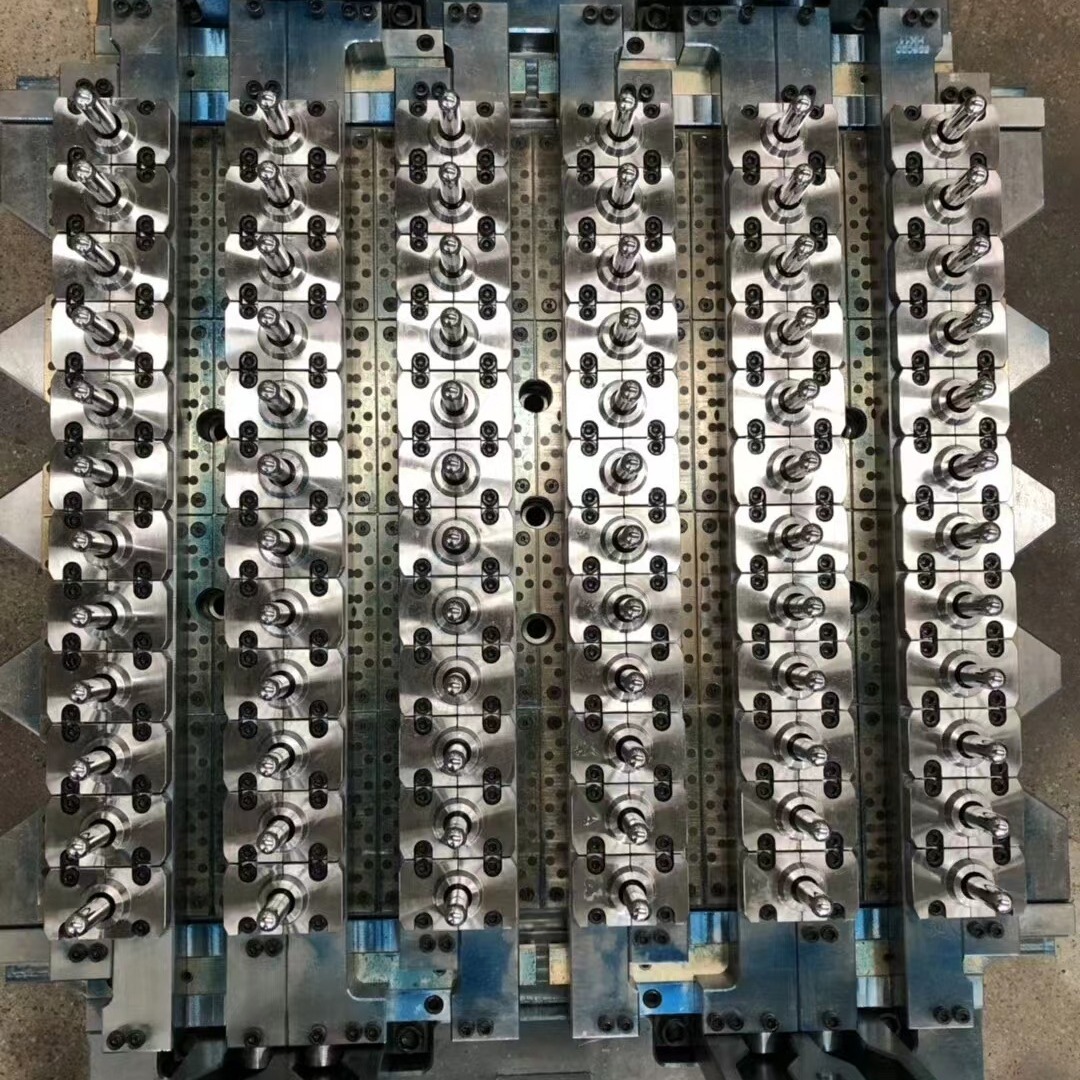
- 72 holte fles embryo schimmel Massaproductie en kwaliteitscontroleDe massaproductie van voorgevormde spuitgietmatrijzen met 72 holtes omvat aspecten als verbetering van de productie-efficiëntie, geautomatiseerde gereedschaps- en armatuurconfiguratie en proceskwaliteitsborging.Verbetering van de productie-efficiëntie:Om de productie-efficiëntie te verbeteren, kunnen de volgende maatregelen worden genomen:Geautomatiseerde productielijn: Introduceer geautomatiseerde apparatuur en productielijnen om een efficiënte werking van geautomatiseerde spuitgiet- en productieprocessen te bereiken.Parallelle productie: Parallelle productie wordt toegepast om meerdere processen tegelijkertijd uit te voeren om de productiecyclus te verkorten.Optimaliseer de spuitgietprocesparameters: Verbeter de spuitgietefficiëntie en -kwaliteit door de spuitgietprocesparameters te optimaliseren, zoals injectiesnelheid, temperatuurregeling, enz.Geautomatiseerde gereedschaps- en opspanconfiguratie:Door geautomatiseerde gereedschapsopstellingen te configureren, kunnen de productie-efficiëntie en productkwaliteit worden verbeterd en kan de afhankelijkheid van handmatige handelingen worden verminderd. Geautomatiseerde gereedschapsarmaturen kunnen de volgende functies bereiken:Automatisch laden en lossen: Automatisch laden en lossen wordt gerealiseerd via geautomatiseerde apparaten, waardoor de handmatige bedieningstijd wordt verkort.Automatisch positioneren en klemmen: Het automatisch positioneren en klemmen van producten wordt bereikt door geautomatiseerde opspanningen, waardoor de productie-efficiëntie en productconsistentie worden verbeterd.Automatische detectie en eliminatie: Automatische detectie en eliminatie van producten wordt gerealiseerd via geautomatiseerde apparaten om de productkwaliteit en productie-efficiëntie te verbeteren.Proceskwaliteitsborging:Tijdens massaproductie is proceskwaliteitsborging vereist om de consistentie en stabiliteit van het product te garanderen. Gemeenschappelijke maatregelen voor kwaliteitsborging zijn onder meer:Kwaliteitscontroleplan: Ontwikkel een kwaliteitscontroleplan om de kwaliteitseisen en controlemethoden voor elke schakel te verduidelijken.Inspectie en testen: Voer productinspecties en tests uit, zoals uiterlijkinspectie, maatmetingen, functionele tests, enz., om ervoor te zorgen dat het product aan de eisen voldoet.Procesbewaking: Bewaak het productieproces, zoals temperatuurregeling, injectiedrukregeling, enz., om de consistentie en stabiliteit van het product te garanderen.Samenvattend omvat de massaproductie van voorgevormde spuitgietmatrijzen met 72 holtes aspecten als verbetering van de productie-efficiëntie, geautomatiseerde gereedschaps- en armatuurconfiguratie en proceskwaliteitsborging. Door middel van redelijke maatregelen en beheer kan de efficiëntie van het spuitgieten worden verbeterd, de kosten worden verlaagd en de productkwaliteit en stabiliteit worden gewaarborgd.