

製品

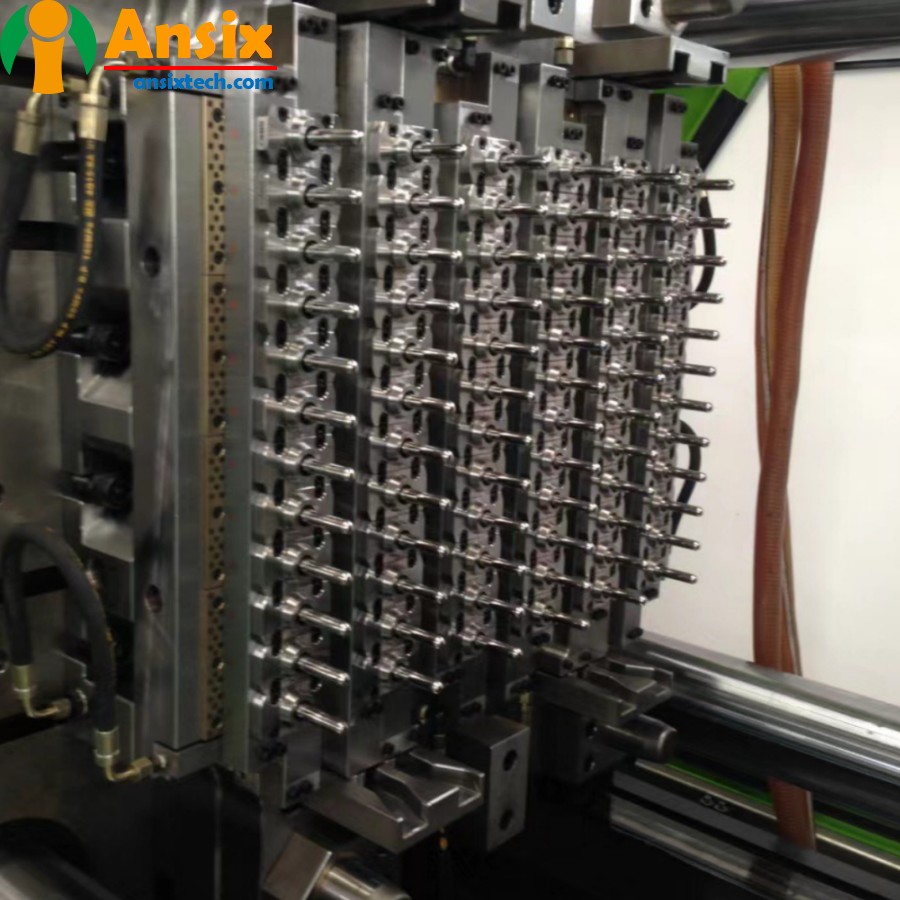
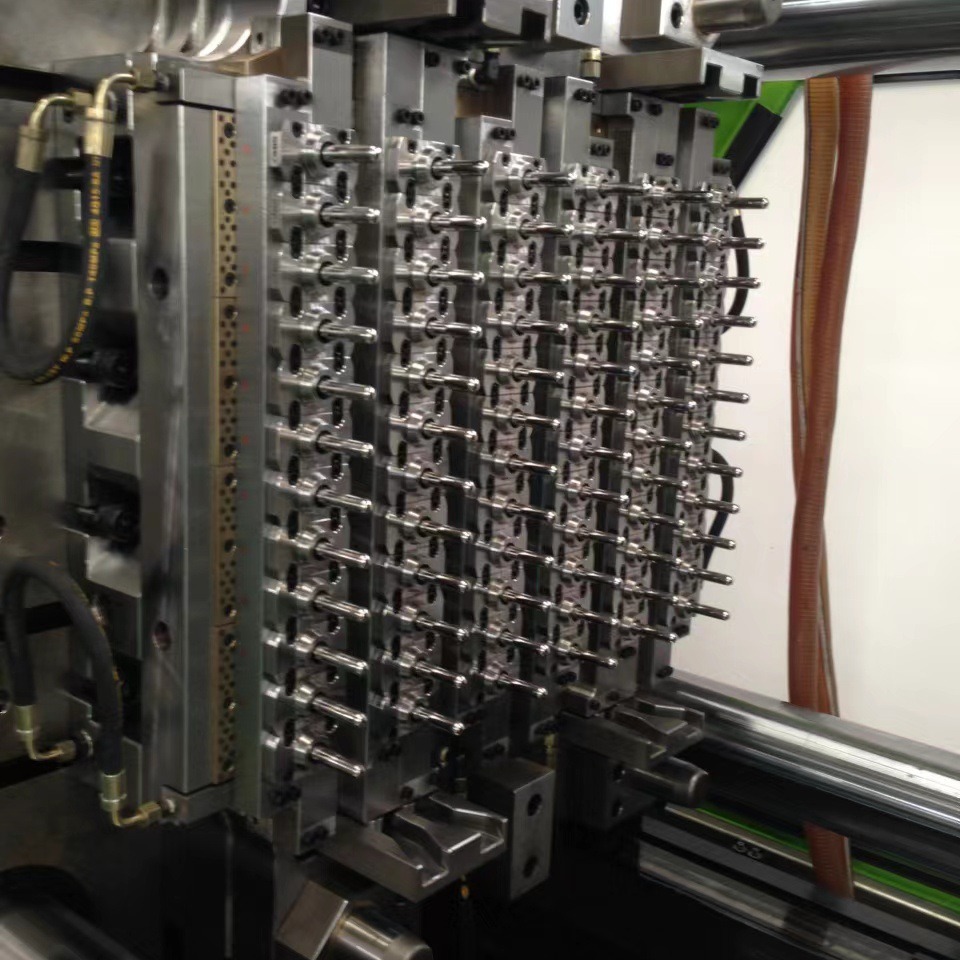
72 キャビティ ペットボトルプリフォーム金型チューブプリフォーム金型飲料ボトル食品包装標準口径 30 口径非標準
特徴
-
金型の説明
製品素材:
ペット
金型材質:
2344 S136 Cr12、Cr12MoV、Cr12Mo1V1
キャビティの数:
72
接着剤供給方法:
ホットランナー
冷却方法:
水冷
成形サイクル
48.5秒

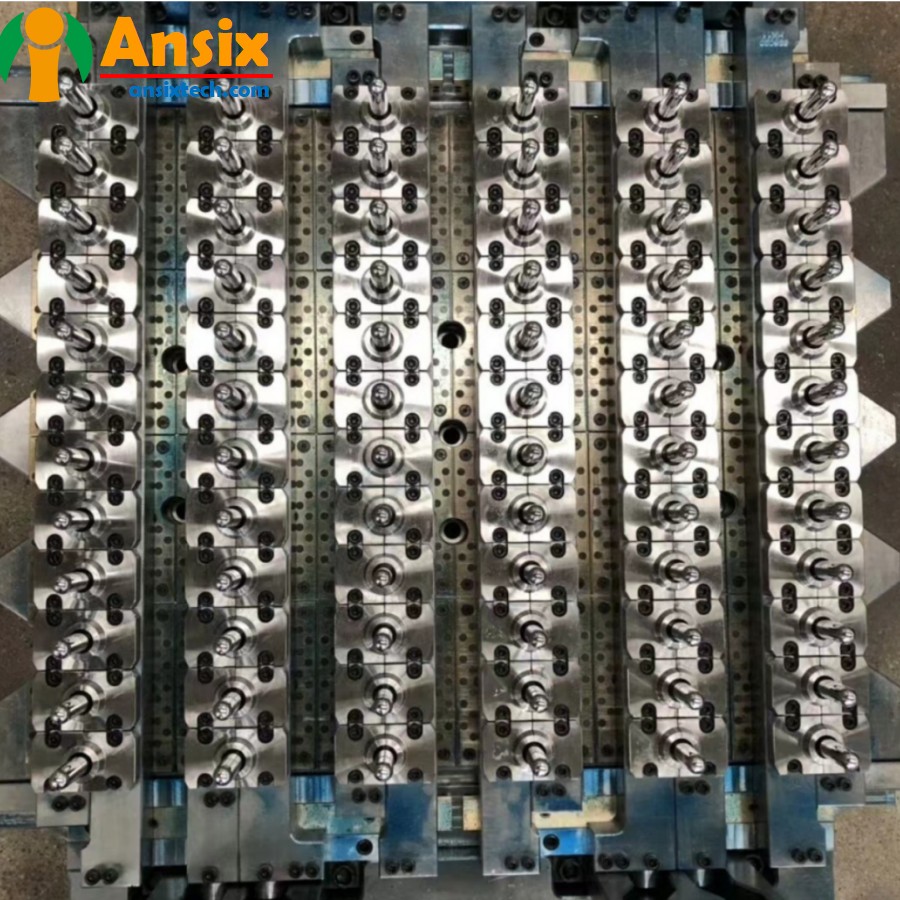
- 72キャビティボトル胚 金型流動解析と金型設計72 キャビティボトルプリフォーム金型のモールドフロー解析と金型設計プロセスの場合:モールドフロー解析:プリフォームのサイズ、形状、射出成形プロセスパラメータなど、金型設計に必要な関連データを収集します。専門的な金型流動解析ソフトウェアを使用して、金型の幾何学モデルをインポートし、射出成形プロセスのパラメーターを設定します。金型流動解析を実施して、充填、冷却、固化などの射出成形プロセス中のプラスチックの流れをシミュレーションします。金型の流動結果を解析し、気泡、ショートショット、反りなどの不良がないか確認し、解析結果に基づいて最適化・改善を行います。金型設計プロセス:サイズ、形状、ボトルの口、ねじの要件など、ボトルのプリフォームの設計要件と仕様を収集します。キャビティ設計、冷却システム設計、ニードルバルブエアシールシステム設計などの金型構造設計を実施します。金型構造の設計に応じて、金型コア、金型キャビティ、ニードルバルブ、冷却システムなどを含む金型部品を設計および製造します。金型の組み立てを実行し、金型部品を組み立てて完全な金型構造を形成します。射出成形プロセスパラメータの調整、冷却システムの最適化、ニードルバルブエアシールシステムのデバッグなど、金型のデバッグと最適化を実行します。金型の試作とサンプル検証を実施し、プリフォームの寸法、外観品質、性能が要求を満たしているかを確認します。金型のデバッグと検証が完了したら、量産に進みます。金型設計プロセスでは、プリフォームのサイズと形状、射出成形プロセスパラメータ、金型構造設計、冷却システム設計、ニードルバルブエアシールシステム設計などの要素を考慮する必要があります。 合理的な金型流動解析と金型設計プロセスを通じて、金型設計を最適化し、プリフォームの品質と生産効率を向上させることができます。
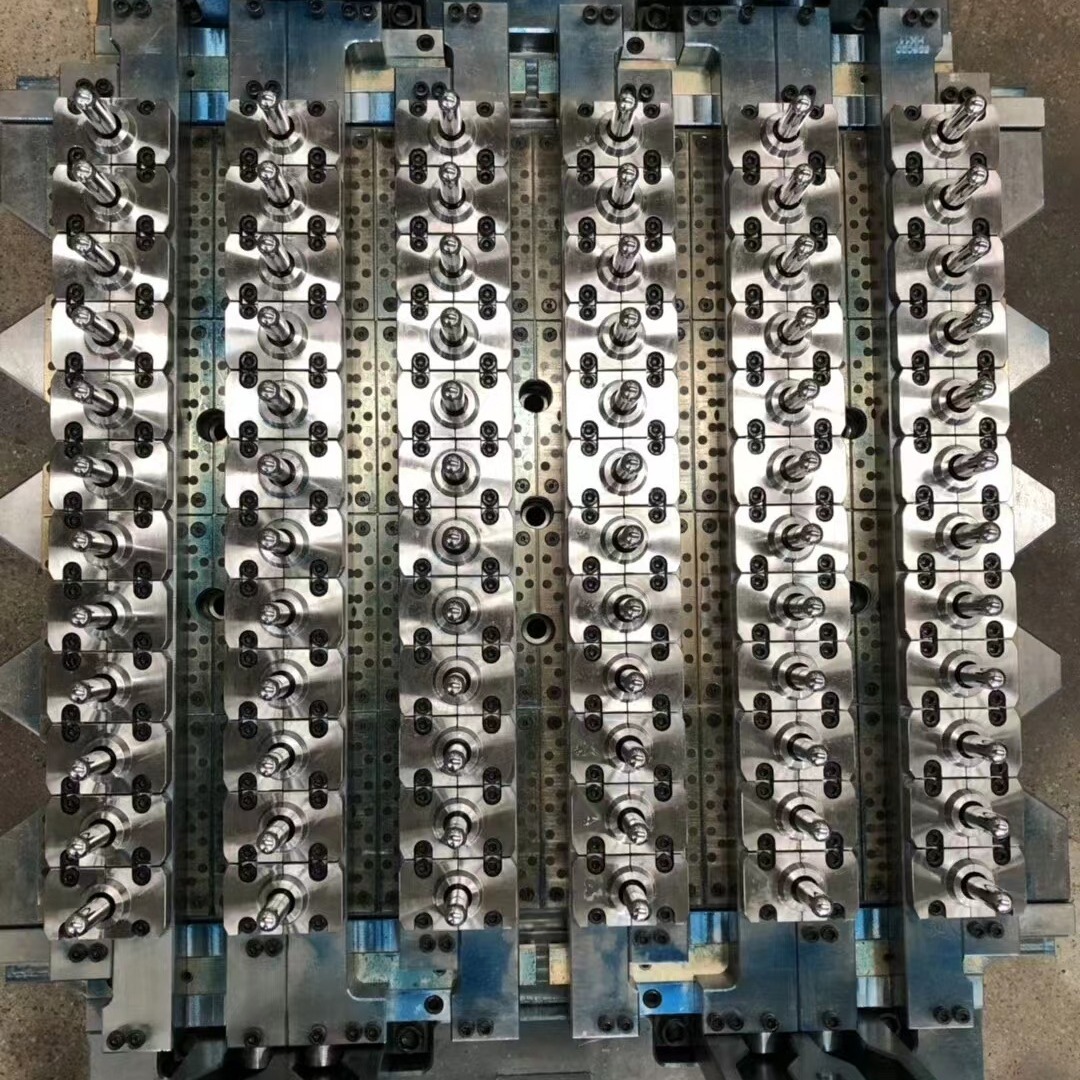
- 72キャビティボトル胚の金型製造プロセスと製品材料の選択72 個のキャビティのプリフォーム金型の製造と加工、およびプリフォーム材料の選択には、金型の製造とプリフォーム材料の選択が含まれます。金型の製造と加工:金型材料の選択: 金型の硬度、耐摩耗性、耐食性を確保するために、高品質の合金鋼やステンレス鋼などの適切な金型材料を選択します。金型加工:金型設計に基づき、CNC加工、放電加工、ワイヤーカット等の加工を行い、精密金型部品を製造します。金型の組み立て: 金型部品を組み立てて、完全な金型構造を形成します。金型のデバッグ: 金型の安定性と生産効率を確保するために金型をデバッグおよび最適化します。プリフォーム材料の選択:ポリエチレン テレフタレート (PET): PET 材料は、ボトルのプリフォームの製造に一般的に使用される材料です。 透明性が高く、耐熱性、耐圧性に優れ、リサイクル性が良いという利点があります。その他のプラスチック材料: 特定のニーズに応じて、ポリプロピレン (PP) やポリエチレン (PE) などの他のプラスチック材料も選択できますが、これらの材料は PET 材料と比較して透明性、耐熱性、耐圧性に制限がある場合があります。 他の面でもいくつかの欠点があります。金型の製造工程では、金型の品質と精度を確保するために、金型材料の選択と加工技術の管理に注意を払う必要があります。 ボトルプリフォームの材質の選択に関しては、透明性が高く、耐熱性、耐圧性が高く、リサイクル性が良いという利点があるPETが一般的に使用されています。 ニーズに応じて他のプラスチック材料も選択できますが、透明性、耐熱性、耐圧性などの特性が要件を満たしているかを考慮する必要があります。72 キャビティのボトル プリフォーム金型の製造と加工には、金型の製造とボトル プリフォーム材料の選択が含まれます。 合理的な金型製造プロセスとプリフォーム材料の選択により、製品要件を満たす高品質のプリフォームを製造できます。
- 72キャビティボトル胚モールドの量産と品質管理72 キャビティのボトル プリフォーム金型射出成形の量産には、生産効率の向上、自動化されたツーリングと治具の構成、プロセスの品質保証などの側面が含まれます。生産効率の向上:生産効率を向上させるために、次のような対策を講じることができます。自動化された生産ライン:自動化された射出成形および生産プロセスの効率的な運用を実現するために、自動化された設備および生産ラインを導入します。並行生産: 複数の工程を同時に実行し、生産サイクルを短縮する並行生産が採用されています。射出成形プロセスパラメータの最適化: 射出速度、温度制御などの射出成形プロセスパラメータを最適化することで、射出成形の効率と品質を向上させます。自動化されたツールと治具の構成:自動ツーリング治具を構成することで、生産効率と製品品質を向上させ、手動操作への依存を減らすことができます。 自動ツーリング治具は次の機能を実現できます。自動積み下ろし:自動化装置により自動積み下ろしを実現し、手作業時間を削減します。自動位置決めとクランプ: 製品の自動位置決めとクランプは自動治具によって実現され、生産効率と製品の一貫性が向上します。自動検出と排除:自動化装置により製品の自動検出と排除が実現され、製品の品質と生産効率が向上します。プロセスの品質保証:大量生産では、製品の一貫性と安定性を確保するためにプロセスの品質保証が必要です。 一般的な品質保証手段には次のようなものがあります。品質管理計画: 各リンクの品質要件と管理方法を明確にする品質管理計画を作成します。検査・試験:外観検査、寸法測定、機能試験などの製品検査・試験を実施し、製品が要件を満たしていることを確認します。プロセス監視: 温度制御、射出圧力制御などの生産プロセスを監視して、製品の一貫性と安定性を確保します。要約すると、72 キャビティのボトル プリフォーム金型射出成形の大量生産には、生産効率の向上、自動化されたツーリングと治具の構成、プロセスの品質保証などの側面が含まれます。 合理的な対策と管理により、射出成形の効率が向上し、コストが削減され、製品の品質と安定性が確保されます。