

Prodotti per l'imballaggio di cosmetici e tappi preformati in PET
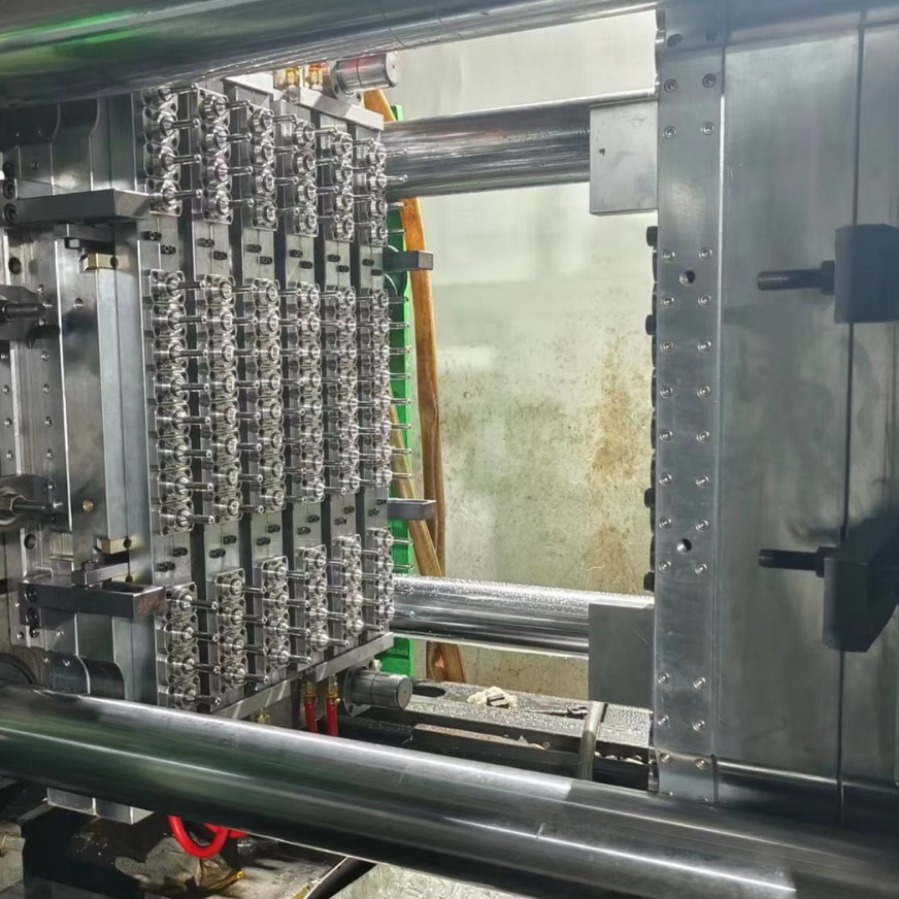
96 cavità bottiglia embrione stampo valvola a spillo guarnizione aria stampo bottiglia d'acqua acqua minerale bottiglia per bevande bottiglia di imballaggio
CARATTERISTICHE
-
Descrizione dello stampo
Materiali del prodotto:
ANIMALE DOMESTICO
Materiale dello stampo:
2344 S136 Cr12、Cr12MoV、Cr12Mo1V1
Numero di cavità:
96
Metodo di alimentazione della colla:
Canale caldo
Metodo di raffreddamento:
Raffreddamento ad acqua
Ciclo di stampaggio
28,5 secondi

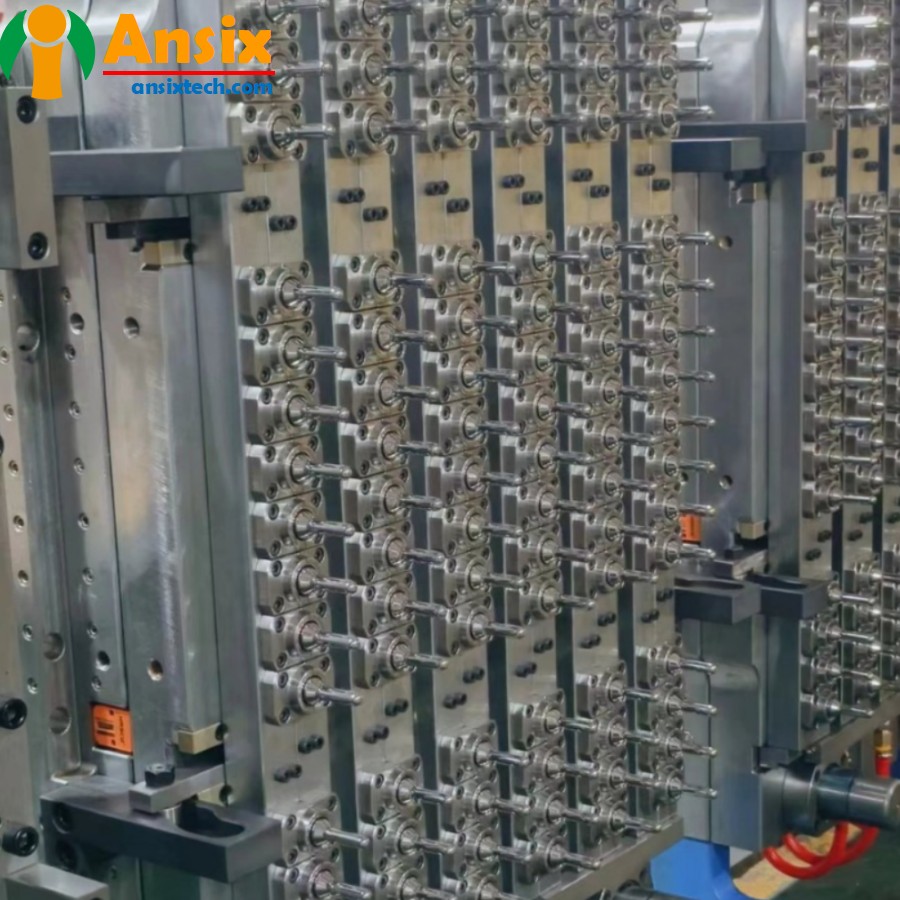
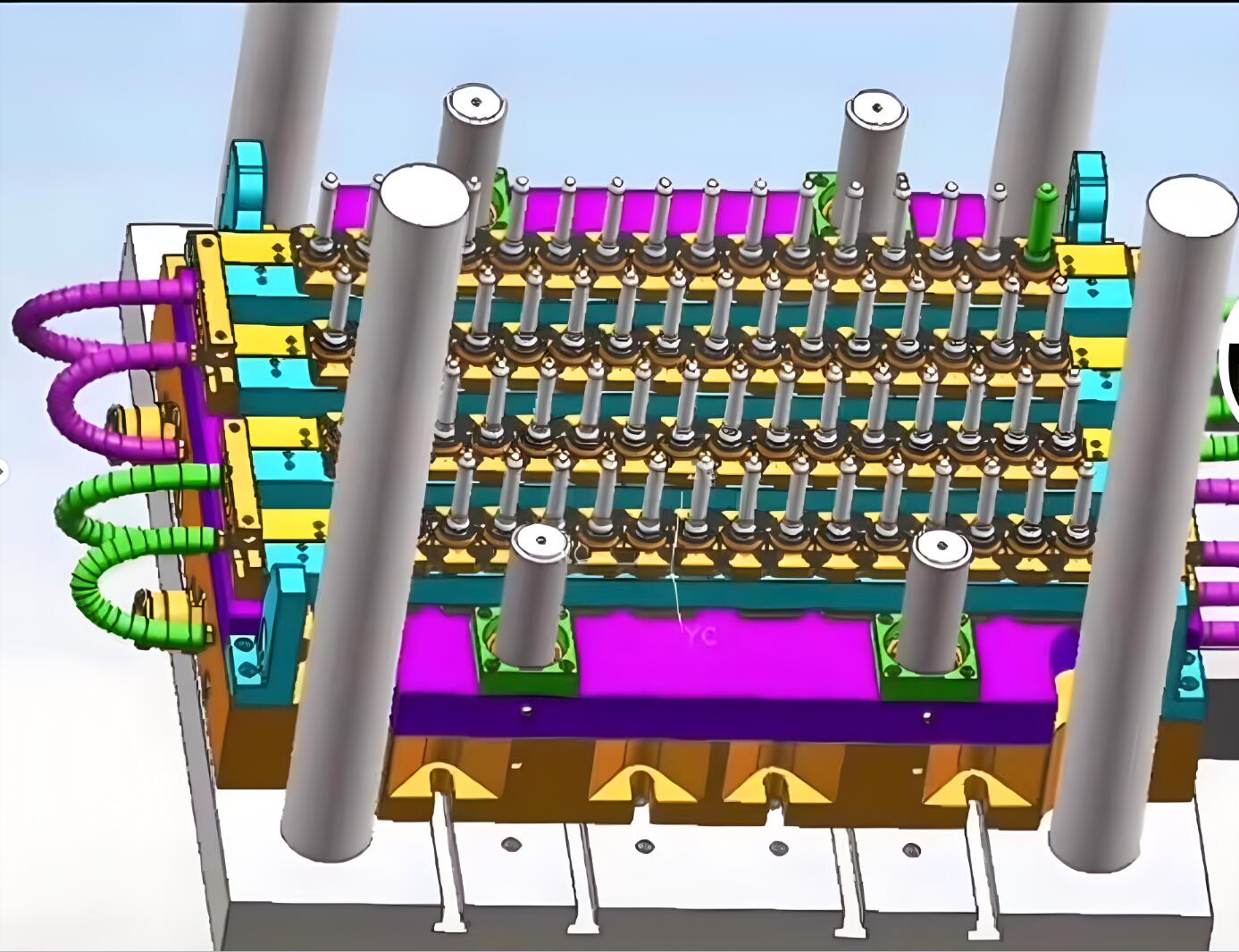
- Embrione di bottiglia a 96 cavità Analisi del flusso dello stampo e progettazione dello stampoL'analisi del flusso dello stampo e la progettazione dello stampo per la tenuta d'aria della valvola a spillo della preforma della bottiglia a 96 cavità sono uno dei passaggi chiave nella produzione di preforme della bottiglia.Analisi del flusso dello stampo:L'analisi del flusso dello stampo è un passaggio importante nel processo di progettazione dello stampo. Attraverso l'analisi del flusso dello stampo, è possibile simulare il flusso della plastica durante il processo di stampaggio a iniezione per ottimizzare la progettazione dello stampo ed evitare difetti quali bolle, deformazioni e deformazioni. L'analisi del flusso dello stampo può essere eseguita utilizzando un software di analisi del flusso dello stampo professionale. In base alla geometria dello stampo e ai parametri del processo di stampaggio a iniezione, viene simulato il flusso della plastica nello stampo e vengono forniti i risultati e i suggerimenti dell'analisi corrispondenti. Attraverso l'analisi del flusso dello stampo, la progettazione dello stampo può essere ottimizzata per migliorare la qualità del prodotto e l'efficienza produttiva.Progettazione dello stampo:La progettazione dello stampo per la tenuta d'aria della valvola a spillo della preforma della bottiglia a 96 cavità deve considerare i seguenti fattori:Forma e dimensione della preforma: in base alla forma e alle dimensioni della preforma, progettare la struttura e la cavità dello stampo per garantire la precisione e la consistenza della preforma.Design della guarnizione dell'aria della valvola a spillo: la guarnizione dell'aria della valvola a spillo è un componente chiave nello stampo. È necessario progettare una struttura della valvola a spillo e un sistema di tenuta d'aria adeguati per garantire la tenuta all'aria e la qualità della iniezione durante il processo di stampaggio a iniezione.Progettazione del sistema di raffreddamento: progettare un sistema di raffreddamento ragionevole per migliorare l'efficienza di raffreddamento durante il processo di stampaggio a iniezione e abbreviare il ciclo di produzione.Selezione del materiale dello stampo: scegliere i materiali dello stampo appropriati, come acciaio legato di alta qualità o acciaio inossidabile, per garantire la durezza e la resistenza all'usura dello stampo.In sintesi, l'analisi del flusso dello stampo e la progettazione dello stampo della guarnizione dell'aria della valvola a spillo della preforma della bottiglia a 96 cavità sono uno dei passaggi chiave nella produzione di preforme della bottiglia. Attraverso un'analisi ragionevole del flusso dello stampo e la progettazione dello stampo, è possibile produrre preforme di bottiglie con un bell'aspetto e una qualità affidabile. Allo stesso tempo, è necessario prestare attenzione alla progettazione della tenuta d'aria della valvola a spillo, alla progettazione del sistema di raffreddamento e alla selezione del materiale dello stampo durante il processo di produzione dello stampo per garantire la qualità e la durata dello stampo.
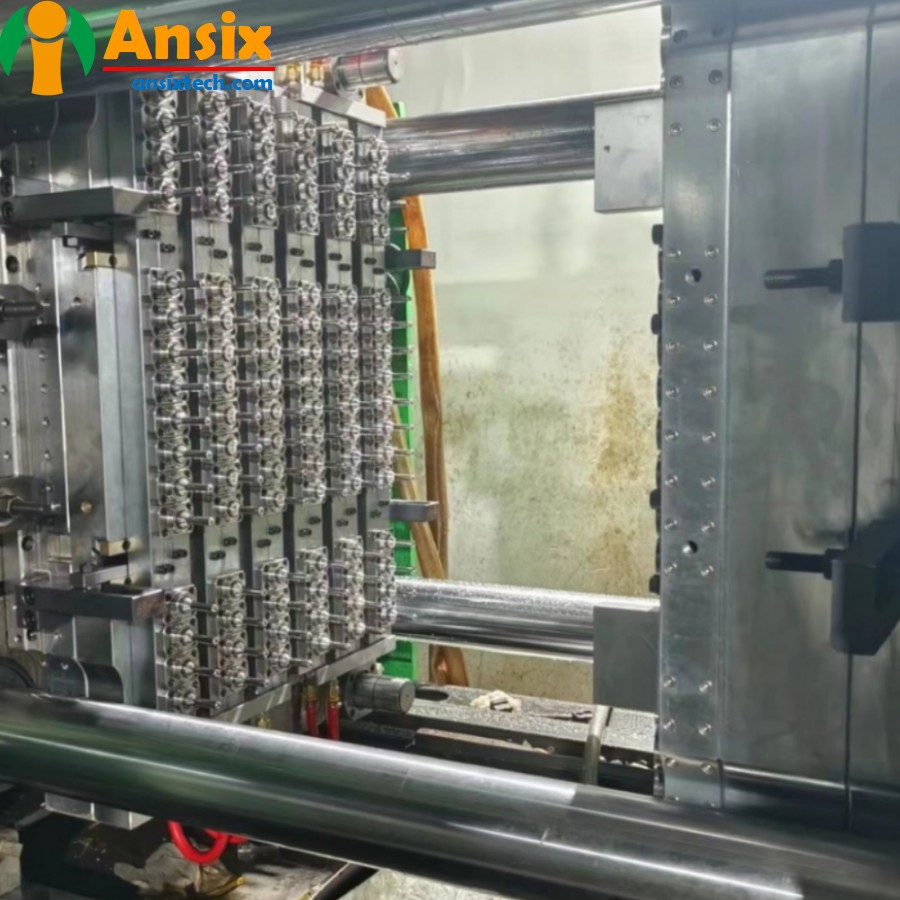
- Embrione di bottiglia a 96 cavità del processo di produzione dello stampo e selezione del materiale del prodotto
La produzione e la lavorazione dello stampo per la tenuta d'aria della valvola a spillo della preforma della bottiglia a 96 cavità presenta alcuni vantaggi e difficoltà. Quanto segue introdurrà rispettivamente questi due aspetti e discuterà la selezione dei materiali della preforma.
Vantaggi:
Elevata produttività: lo stampo a 96 cavità può iniettare 96 preforme di bottiglie contemporaneamente, migliorando notevolmente l'efficienza e la capacità di produzione.
Coerenza e stabilità: attraverso una progettazione e una produzione precisa dello stampo, è possibile garantire la consistenza e la stabilità delle dimensioni e della qualità estetica delle 96 preforme.
Rapporto costo-efficacia: lo stampo a 96 cavità può raggiungere la produzione di massa, riducendo il costo dello stampo di ciascuna preforma e migliorando il rapporto costo-efficacia.
Le difficoltà:
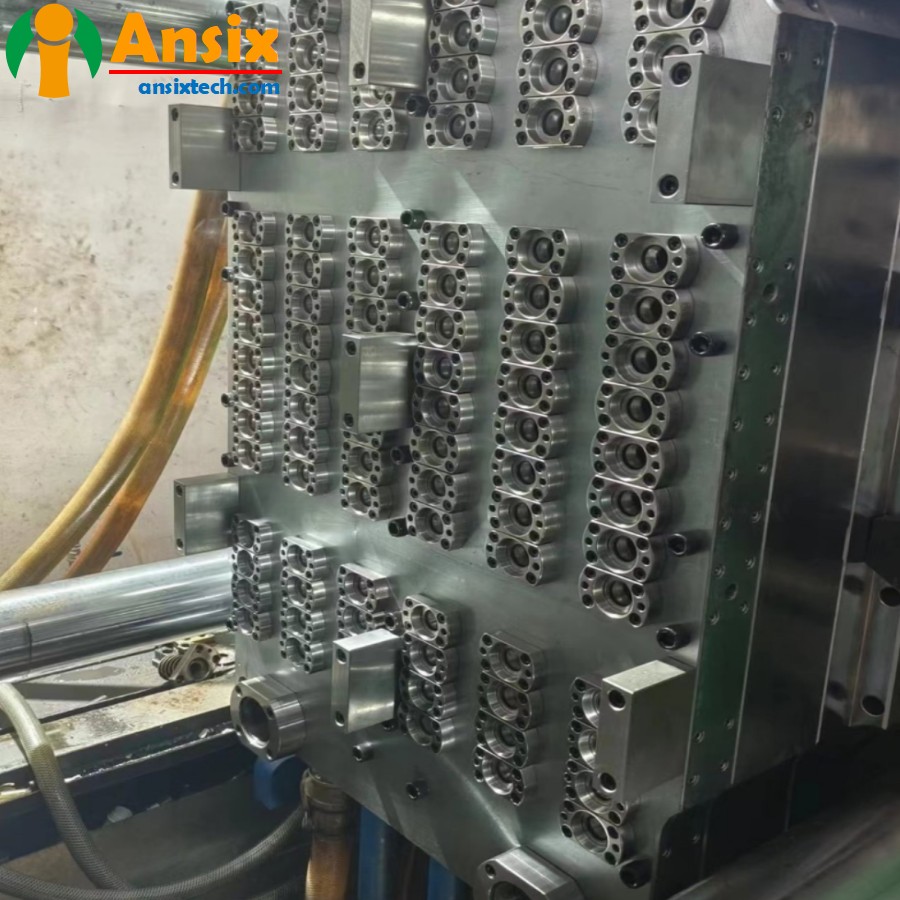
Progettazione e produzione dello stampo: la progettazione e la produzione di uno stampo a 96 cavità sono relativamente complesse. È necessario considerare fattori quali la disposizione delle 96 cavità, il design del sistema di tenuta d'aria della valvola a spillo e l'ottimizzazione del sistema di raffreddamento. I requisiti per la progettazione e la produzione degli stampi sono relativamente elevati.
Debug e manutenzione dello stampo: il debug e la manutenzione dello stampo a 96 cavità sono relativamente complessi e richiedono un debug preciso e una manutenzione regolare per garantire la stabilità e l'efficienza produttiva dello stampo.
Selezione del materiale della preforma:
La scelta del materiale della preforma è fondamentale per la qualità e le prestazioni della preforma. Le scelte comuni dei materiali delle preforme includono:
Polietilene tereftalato (PET): il materiale PET è un materiale comunemente utilizzato per la produzione di preforme per bottiglie. Presenta i vantaggi di elevata trasparenza, buona resistenza al calore, buona resistenza alla pressione e buona riciclabilità.
Altri materiali plastici: A seconda delle esigenze specifiche, possono essere selezionati anche altri materiali plastici, come il polipropilene (PP) o il polietilene (PE), ma questi materiali possono presentare limitazioni in termini di trasparenza, resistenza al calore e resistenza alla pressione rispetto ai materiali PET. Ci sono alcune carenze in altri aspetti.
In sintesi, la produzione e la lavorazione di stampi per guarnizioni d'aria con valvola a spillo per preforme per bottiglie a 96 cavità presenta i vantaggi di elevata produttività, coerenza e stabilità, ma deve anche affrontare difficoltà nella progettazione e produzione degli stampi, nel debugging e nella manutenzione degli stampi. In termini di selezione del materiale per le preforme delle bottiglie, il materiale comunemente utilizzato è il PET, che presenta i vantaggi di elevata trasparenza, buona resistenza al calore, buona resistenza alla pressione e buona riciclabilità.
- Embrione di bottiglia a 96 cavità Produzione di massa e controllo di qualitàLa produzione di massa e il controllo qualità sono le chiavi per garantire la qualità del prodotto e l’efficienza produttiva.Pianificazione e programmazione della produzione: sviluppare piani di produzione dettagliati, inclusi tempi di produzione, quantità, data di consegna, ecc. In base al piano di produzione, organizzare ragionevolmente le attività e le risorse di produzione per garantire che le attività di produzione siano completate in tempo.Controllo del processo di stampaggio a iniezione: stabilire un rigoroso controllo del processo di stampaggio a iniezione, compreso il controllo della temperatura di iniezione, della pressione di iniezione, della velocità di iniezione e di altri parametri. Attraverso il monitoraggio e la regolazione in tempo reale dei parametri di processo, sono garantite l'accuratezza dimensionale e la qualità estetica del prodotto.Controllo delle materie prime: controllare rigorosamente la qualità e la fonte delle materie prime. Collaborare con fornitori affidabili per garantire che le materie prime soddisfino i requisiti e gli standard del prodotto. Condurre ispezioni e test sulle materie prime per garantire una qualità stabile delle materie prime.Controllo del processo di produzione: utilizzare metodi di controllo statistico del processo (SPC) per monitorare e analizzare il processo di produzione in tempo reale. Raccogliendo e analizzando i dati, anomalie e variazioni nel processo di produzione vengono scoperte e corrette in modo tempestivo per garantire la stabilità e la coerenza della qualità del prodotto.Ispezione e test: ispezione e test vengono eseguiti durante il processo di produzione, compresa l'ispezione delle materie prime, l'ispezione del processo e l'ispezione del prodotto finito. Utilizzare apparecchiature e metodi di prova adeguati per testare le dimensioni, l'aspetto e la funzionalità del prodotto per garantire che il prodotto soddisfi i requisiti.Pianificazione e programmazione della capacità: la pianificazione e la programmazione della capacità vengono effettuate in base alle esigenze del cliente e ai tempi di consegna. Organizzare i piani di produzione in modo ragionevole per garantire che le attività di produzione siano completate in tempo.Servizio post-vendita e feedback dei clienti: stabilire un valido servizio post-vendita e un meccanismo di feedback dei clienti per gestire i problemi e le esigenze dei clienti in modo tempestivo. Attraverso il feedback dei clienti, comprendere l'utilizzo del prodotto e i problemi di qualità e apportare miglioramenti e correzioni tempestivi.Miglioramento continuo: migliorare l'efficienza produttiva e la qualità del prodotto attraverso il miglioramento continuo e l'ottimizzazione del processo produttivo. Adottare tecnologie e processi avanzati, introdurre automazione e apparecchiature intelligenti e migliorare la stabilità e la coerenza della produzione.Allo stesso tempo, il processo di produzione viene continuamente migliorato e ottimizzato per migliorare l'efficienza produttiva e la qualità del prodotto. Garantire la consegna puntuale ai clienti e fornire un servizio e supporto post-vendita soddisfacenti.