

محصولات بسته بندی لوازم آرایشی و بهداشتی و کلاه PET Preform
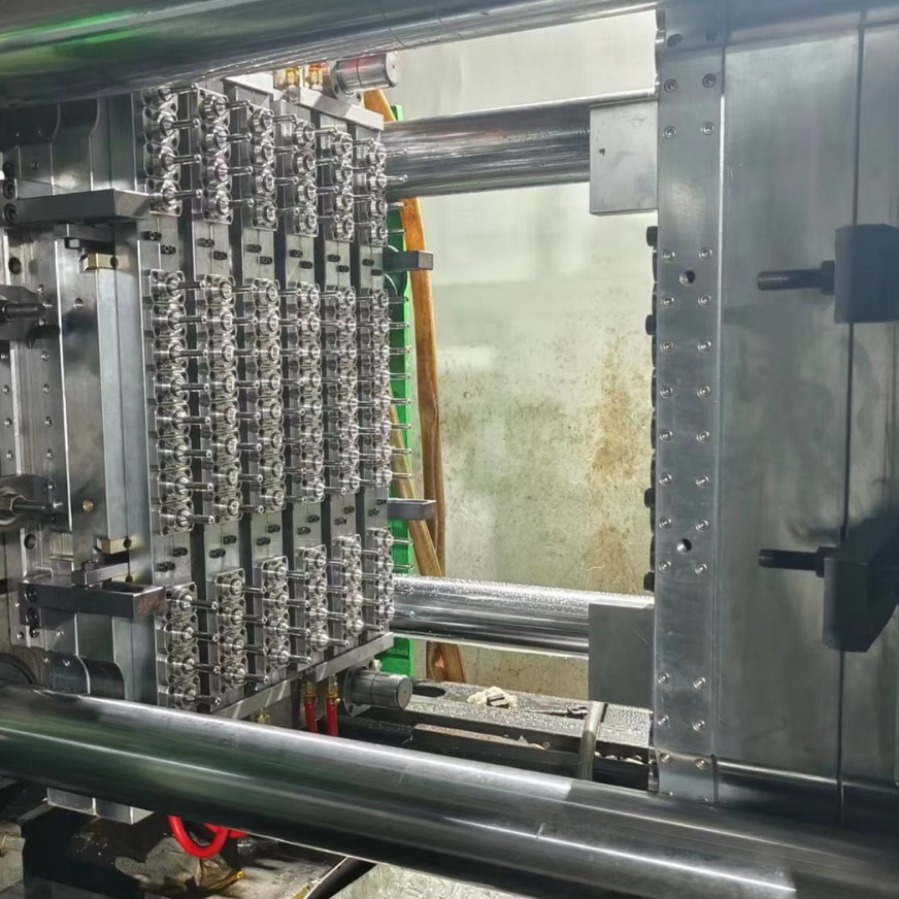
96 بطری حفره جنین قالب سوزن دریچه هوا مهر و موم قالب بطری آب بطری آب معدنی بطری بسته بندی بطری نوشیدنی
امکانات
-
توضیحات قالب
مواد محصول:
PET
مواد قالب:
2344 S136 Cr12، Cr12MoV، Cr12Mo1V1
تعداد حفره ها:
96
روش تغذیه چسب:
دونده داغ
روش خنک کننده:
خنک کننده آب
چرخه قالب گیری
28.5 ثانیه

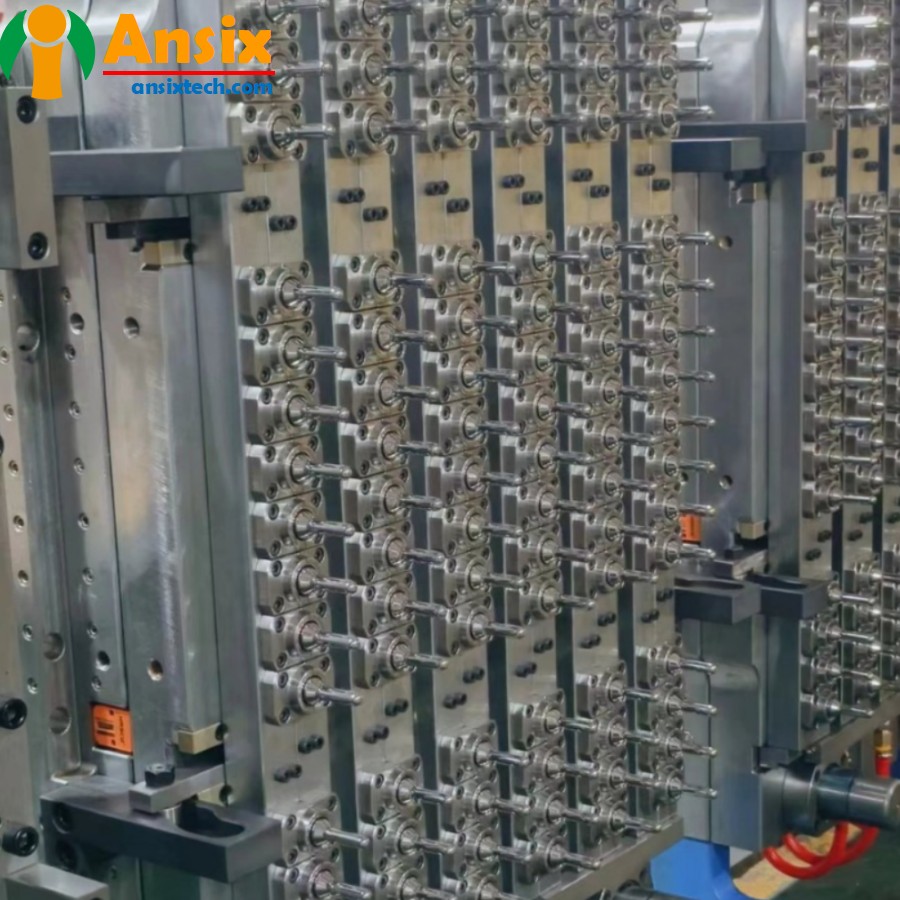
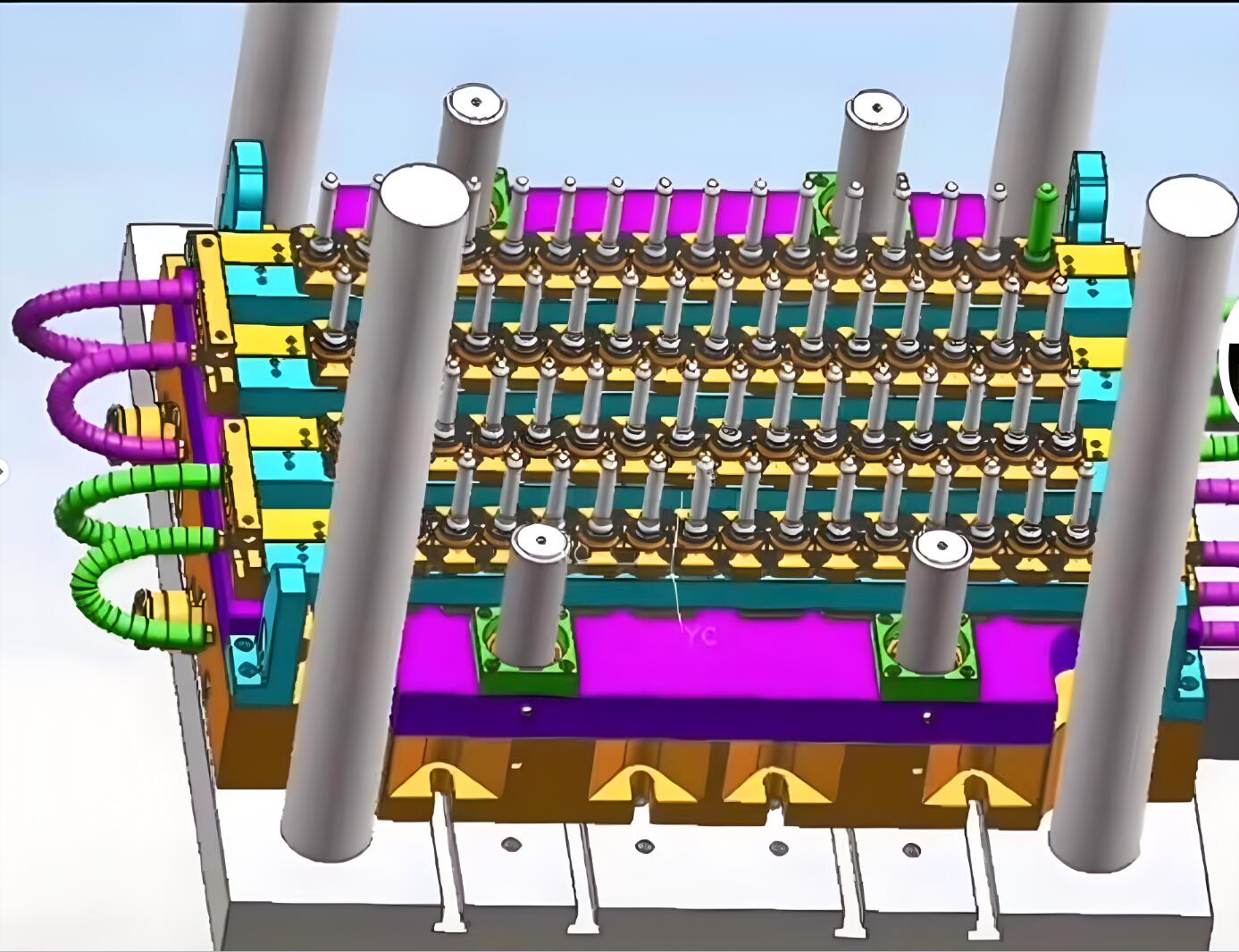
- جنین بطری حفره 96 تجزیه و تحلیل جریان قالب و طراحی قالبتجزیه و تحلیل جریان قالب و طراحی قالب قالب دریچه هوای سوزنی پریفرم بطری 96 حفره ای یکی از مراحل کلیدی در ساخت پریفرم های بطری است.تجزیه و تحلیل جریان قالب:تجزیه و تحلیل جریان قالب یک مرحله مهم در فرآیند طراحی قالب است. از طریق تجزیه و تحلیل جریان قالب، جریان پلاستیک در طول فرآیند قالب گیری تزریقی را می توان شبیه سازی کرد تا به بهینه سازی طراحی قالب کمک کند و از نقص هایی مانند حباب، عکس های کوتاه و تاب برداشتن جلوگیری کند. تجزیه و تحلیل جریان قالب را می توان با استفاده از نرم افزار تحلیل جریان قالب حرفه ای انجام داد. با توجه به هندسه قالب و پارامترهای فرآیند قالب گیری تزریقی، جریان پلاستیک در قالب شبیه سازی شده و نتایج تحلیل و پیشنهادات مربوطه ارائه می شود. از طریق تجزیه و تحلیل جریان قالب، طراحی قالب را می توان برای بهبود کیفیت محصول و راندمان تولید بهینه کرد.طراحی قالب:طراحی قالب مهر و موم هوای سوپاپ سوزنی پریفرم بطری 96 باید عوامل زیر را در نظر بگیرد:شکل و اندازه پریفرم: با توجه به شکل و اندازه پریفرم، ساختار و حفره قالب را طراحی کنید تا از دقت و قوام پریفرم اطمینان حاصل کنید.طراحی مهر و موم هوای سوپاپ سوزنی: مهر و موم هوای سوپاپ سوزنی یک جزء کلیدی در قالب است. طراحی یک ساختار سوپاپ سوزنی و سیستم آب بندی هوا برای اطمینان از سفتی هوا و کیفیت شات در طول فرآیند قالب گیری تزریقی ضروری است.طراحی سیستم خنک کننده: طراحی یک سیستم خنک کننده معقول برای بهبود راندمان خنک کننده در طول فرآیند قالب گیری تزریقی و کوتاه کردن چرخه تولید.انتخاب مواد قالب: برای اطمینان از سختی و مقاومت در برابر سایش قالب، مواد قالب مناسب، مانند فولاد آلیاژی با کیفیت بالا یا فولاد ضد زنگ را انتخاب کنید.به طور خلاصه، تجزیه و تحلیل جریان قالب و طراحی قالب دریچه هوای سوزنی پریفرم بطری با 96 حفره یکی از مراحل کلیدی در ساخت پریفرم های بطری است. از طریق تجزیه و تحلیل جریان قالب و طراحی قالب، می توان پریفرم های بطری با ظاهر زیبا و کیفیت قابل اعتماد تولید کرد. در عین حال، باید به طراحی مهر و موم هوای سوپاپ سوزنی، طراحی سیستم خنک کننده و انتخاب مواد قالب در طول فرآیند ساخت قالب توجه شود تا از کیفیت و دوام قالب اطمینان حاصل شود.
- 96 جنین بطری حفره از فرآیند تولید قالب و انتخاب مواد محصول
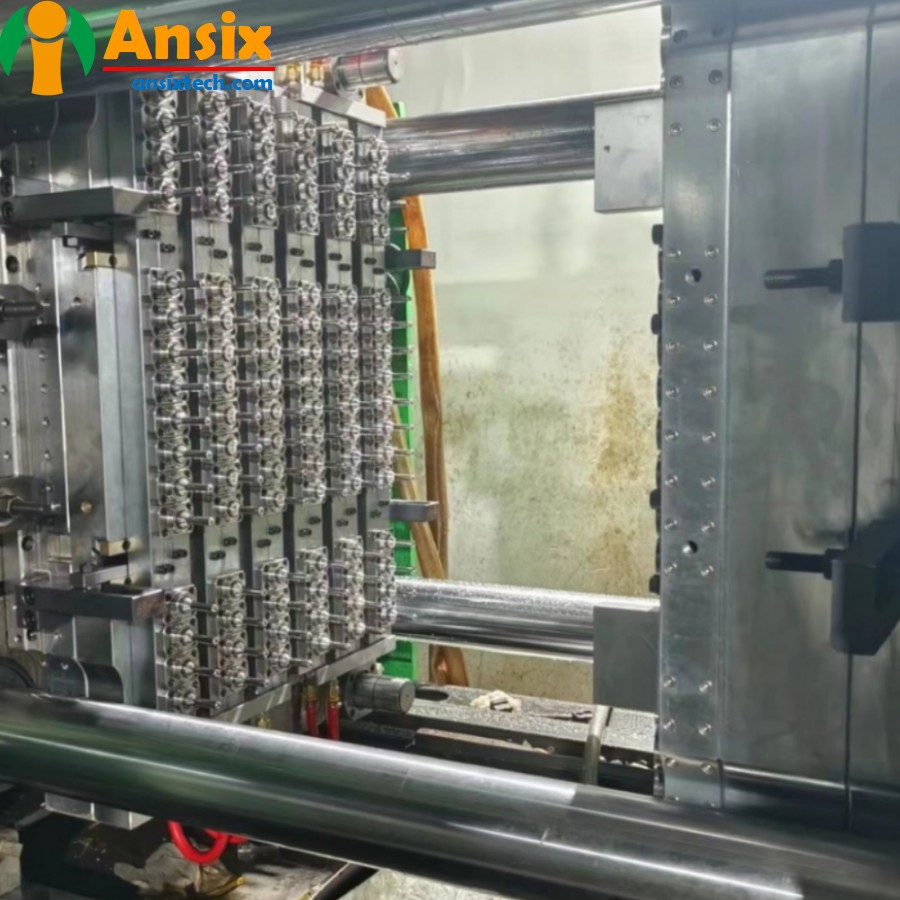
ساخت و فرآوری قالب مهر و موم دریچه هوای سوزنی پریفرم بطری 96 حفره ای دارای مزایا و مشکلاتی است. در ادامه این دو جنبه به ترتیب معرفی شده و انتخاب مواد پریفرم مورد بحث قرار خواهد گرفت.
مزایای:
بهره وری بالا: قالب 96 حفره می تواند 96 بطری پریفرم را به طور همزمان تزریق کند و کارایی و ظرفیت تولید را تا حد زیادی بهبود بخشد.
قوام و پایداری: از طریق طراحی و ساخت قالب دقیق می توان ثبات و ثبات اندازه و کیفیت ظاهری پریفرم های 96 را تضمین کرد.
مقرون به صرفه بودن: قالب 96 حفره می تواند به تولید انبوه دست یابد، هزینه قالب هر پریفرم را کاهش دهد و مقرون به صرفه بودن را بهبود بخشد.
مشکلات:
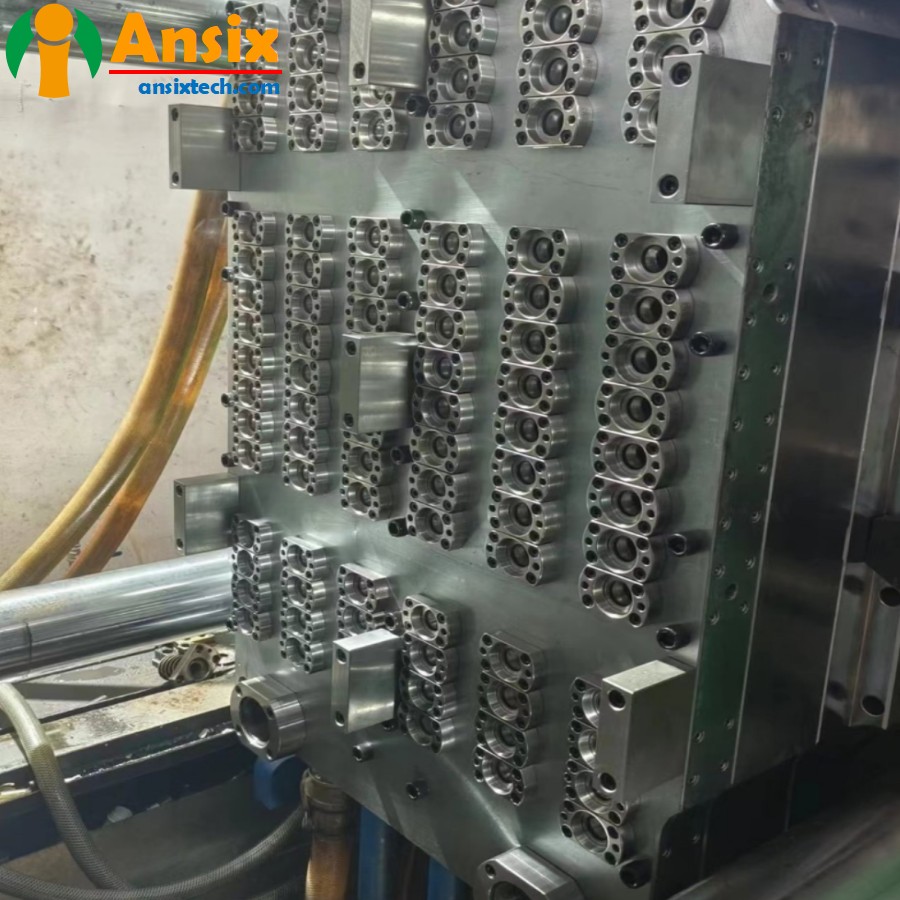
طراحی و ساخت قالب: طراحی و ساخت قالب 96 حفره ای نسبتاً پیچیده است. عواملی مانند چیدمان حفره های 96، طراحی سیستم آب بندی هوای سوپاپ سوزنی و بهینه سازی سیستم خنک کننده باید در نظر گرفته شود. الزامات طراحی و ساخت قالب نسبتاً زیاد است.
اشکال زدایی و نگهداری قالب: اشکال زدایی و نگهداری قالب 96 حفره نسبتاً پیچیده است و نیاز به اشکال زدایی دقیق و تعمیر و نگهداری منظم دارد تا از پایداری و راندمان تولید قالب اطمینان حاصل شود.
انتخاب مواد اولیه:
انتخاب مواد پریفرم برای کیفیت و عملکرد پریفرم بسیار مهم است. انتخاب های رایج مواد پریفرم عبارتند از:
پلی اتیلن ترفتالات (PET): مواد PET ماده ای است که معمولاً برای تولید پریفرم های بطری استفاده می شود. دارای مزایای شفافیت بالا، مقاومت در برابر حرارت خوب، مقاومت در برابر فشار خوب و قابلیت بازیافت خوب است.
سایر مواد پلاستیکی: بسته به نیازهای خاص، مواد پلاستیکی دیگری مانند پلی پروپیلن (PP) یا پلی اتیلن (PE) را نیز می توان انتخاب کرد، اما این مواد ممکن است در مقایسه با مواد PET دارای محدودیت هایی در شفافیت، مقاومت در برابر حرارت و مقاومت در برابر فشار باشند. در جنبه های دیگر کاستی هایی وجود دارد.
به طور خلاصه، ساخت و پردازش قالبهای مهر و موم دریچه سوزنی پیشفرم بطری 96 حفرهای دارای مزایای بهرهوری بالا، قوام و پایداری است، اما در طراحی و ساخت قالب، اشکال زدایی و نگهداری قالب نیز با مشکلاتی مواجه است. از نظر انتخاب مواد اولیه بطری، ماده متداول مورد استفاده PET است که دارای مزایای شفافیت بالا، مقاومت در برابر حرارت خوب، مقاومت در برابر فشار خوب و قابلیت بازیافت خوب است.
- جنین 96 بطری حفره تولید انبوه و کنترل کیفیتتولید انبوه و کنترل کیفیت کلید تضمین کیفیت محصول و کارایی تولید است.برنامه ریزی و برنامه ریزی تولید: برنامه های دقیق تولید از جمله زمان تولید، مقدار، تاریخ تحویل و غیره را تهیه کنید. طبق برنامه تولید، وظایف و منابع تولید را به طور منطقی ترتیب دهید تا اطمینان حاصل کنید که وظایف تولید به موقع انجام می شود.کنترل فرآیند قالب گیری تزریقی: کنترل دقیق فرآیند قالب گیری تزریق، از جمله کنترل دمای تزریق، فشار تزریق، سرعت تزریق و سایر پارامترها را ایجاد کنید. از طریق نظارت زمان واقعی و تنظیم پارامترهای فرآیند، دقت ابعاد و کیفیت ظاهری محصول تضمین می شود.کنترل مواد اولیه: کیفیت و منبع مواد اولیه را به شدت کنترل کنید. برای اطمینان از مطابقت مواد خام با الزامات و استانداردهای محصول، با تامین کنندگان قابل اعتماد کار کنید. انجام بازرسی و آزمایش مواد خام برای اطمینان از کیفیت پایدار مواد خام.کنترل فرآیند تولید: از روش های کنترل فرآیند آماری (SPC) برای نظارت و تجزیه و تحلیل فرآیند تولید در زمان واقعی استفاده کنید. با جمعآوری و تجزیه و تحلیل دادهها، ناهنجاریها و تغییرات در فرآیند تولید بهموقع کشف و اصلاح میشوند تا از ثبات و ثبات کیفیت محصول اطمینان حاصل شود.بازرسی و آزمایش: بازرسی و آزمایش در طول فرآیند تولید شامل بازرسی مواد اولیه، بازرسی فرآیند و بازرسی محصول نهایی انجام می شود. از تجهیزات و روش های تست مناسب برای آزمایش اندازه، ظاهر و عملکرد محصول استفاده کنید تا اطمینان حاصل کنید که محصول با الزامات مطابقت دارد.برنامه ریزی و زمان بندی ظرفیت: برنامه ریزی و زمان بندی ظرفیت با توجه به نیاز مشتری و زمان تحویل انجام می شود. برنامه های تولید را به طور منطقی ترتیب دهید تا مطمئن شوید که وظایف تولید به موقع انجام می شود.خدمات پس از فروش و بازخورد مشتری: خدمات پس از فروش و مکانیزم بازخورد مشتری را برای رسیدگی به مشکلات و نیازهای مشتری به موقع ایجاد کنید. از طریق بازخورد مشتری، استفاده از محصول و مسائل مربوط به کیفیت را درک کنید و اصلاحات و اصلاحات به موقع انجام دهید.بهبود مستمر: بهبود کارایی تولید و کیفیت محصول از طریق بهبود مستمر و بهینه سازی فرآیند تولید. اتخاذ فناوری و فرآیندهای پیشرفته، معرفی اتوماسیون و تجهیزات هوشمند و بهبود پایداری و ثبات تولید.در عین حال، فرآیند تولید به طور مداوم بهبود و بهینه می شود تا کارایی تولید و کیفیت محصول بهبود یابد. اطمینان از تحویل به موقع به مشتریان و ارائه خدمات پس از فروش و پشتیبانی رضایت بخش.