
010203

































-

کسب و کار در مقیاس بزرگ جهانی
مزایای جغرافیایی شرکت، ترافیک سه بعدی همه کاره است.
-

مدیریت کیفیت
در AnsixTech میدانیم که کیفیت برای موفقیت ما مهم است.
-

استراتژی پایداری
آلبوم شرکت ما را کاوش کنید تا شاهد تعهد ما به تعالی باشید...
-

تحقیق و توسعه
ارائه مجموعه ای کامل از طراحی، نمونه سازی، شبیه سازی، تست...
-

تحویل سریع
AnsixTech چهار پایگاه تولید در چین و ویتنام دارد.



010203
پروفایل Ansixبه کسب اطلاعات در مورد شرکت ما خوش آمدید
Shenzhen Ansix Tech Co., Ltd.
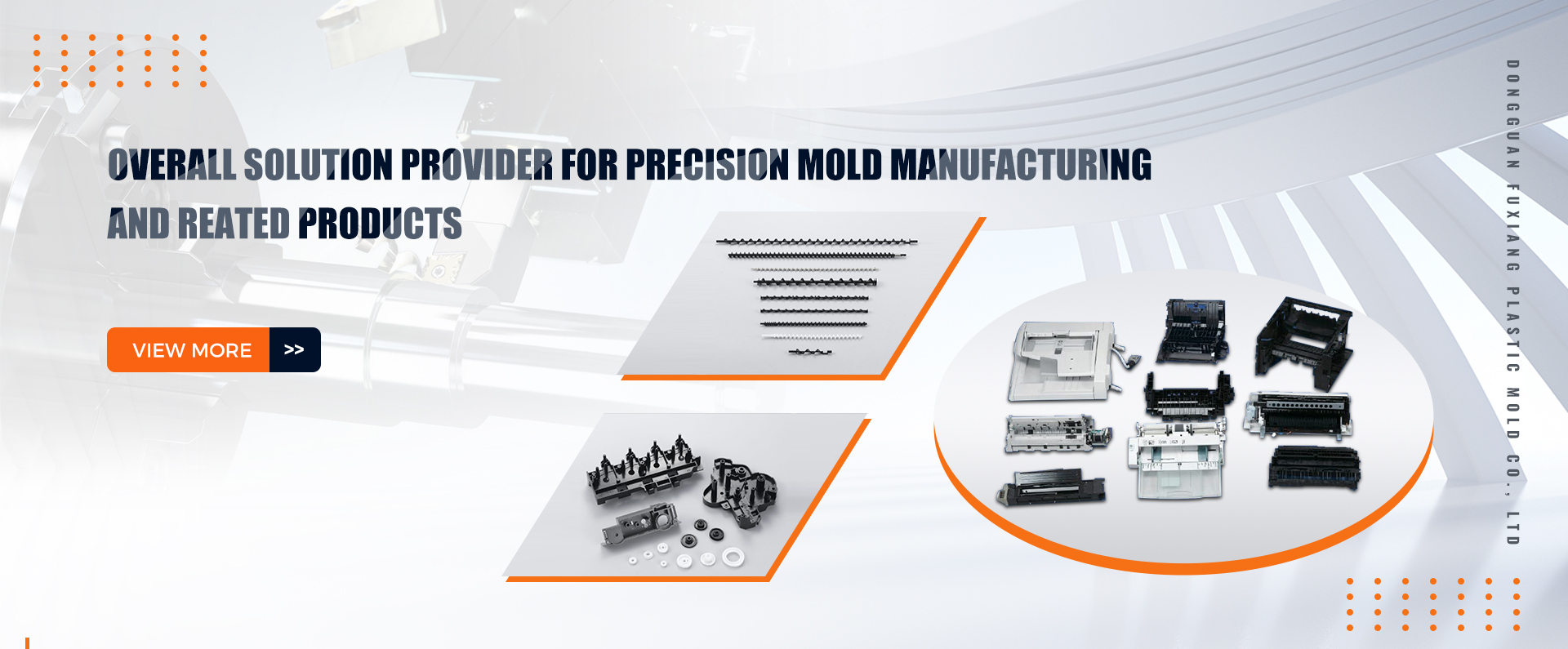
Dongguan Fuxiang Plastic Mold Co., Ltd.
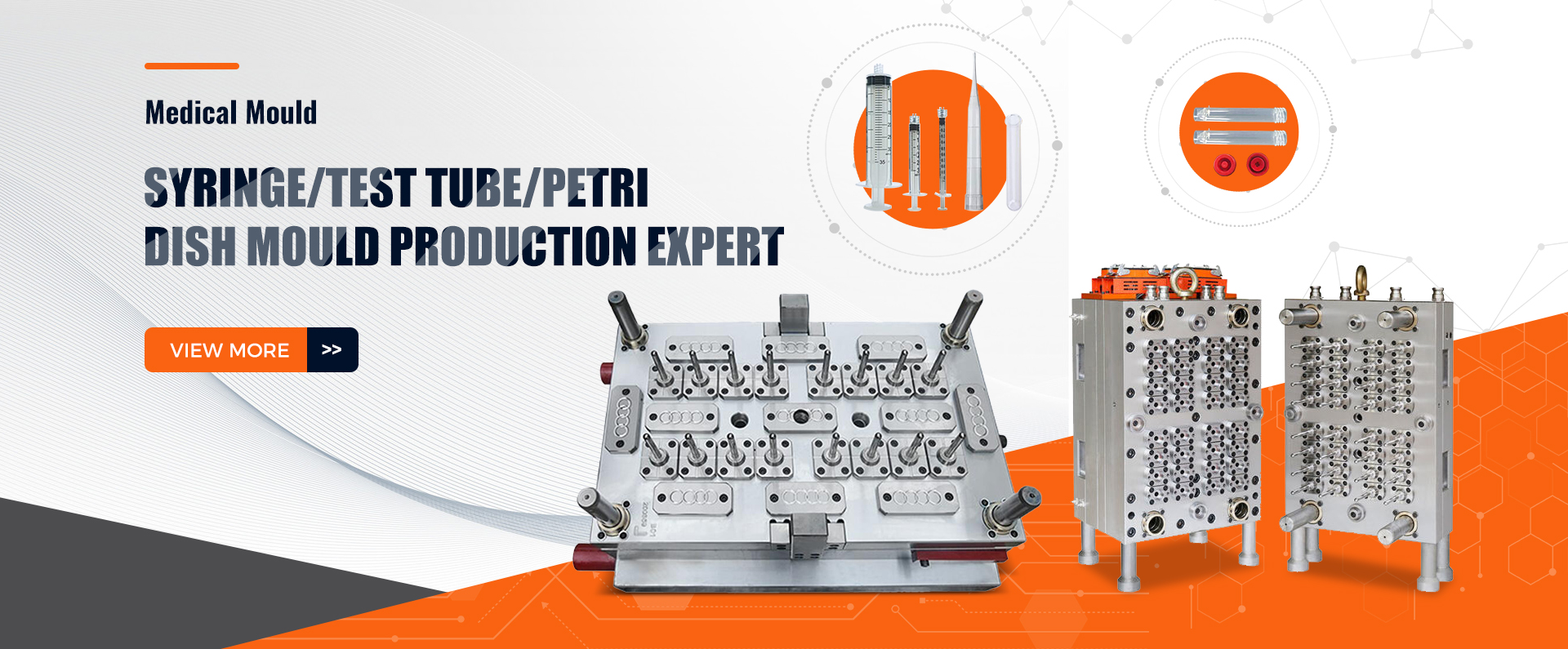
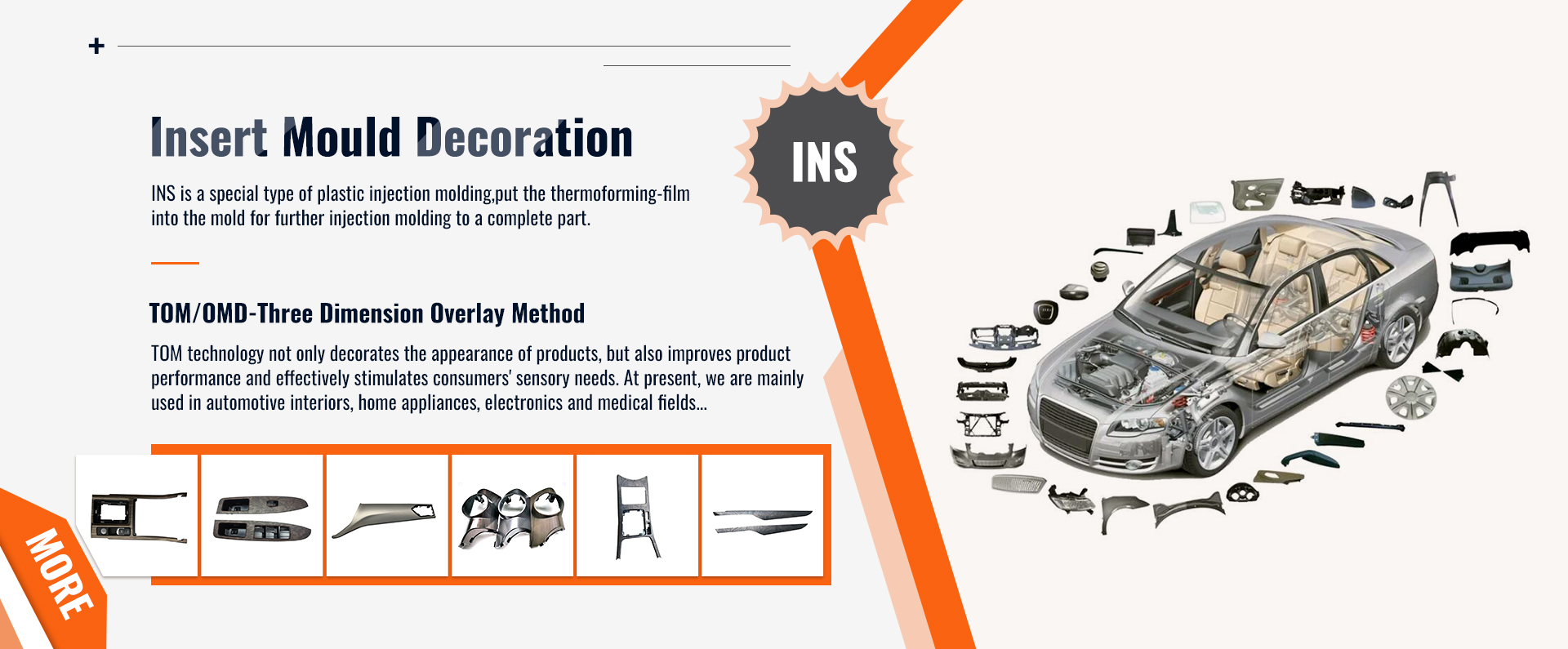
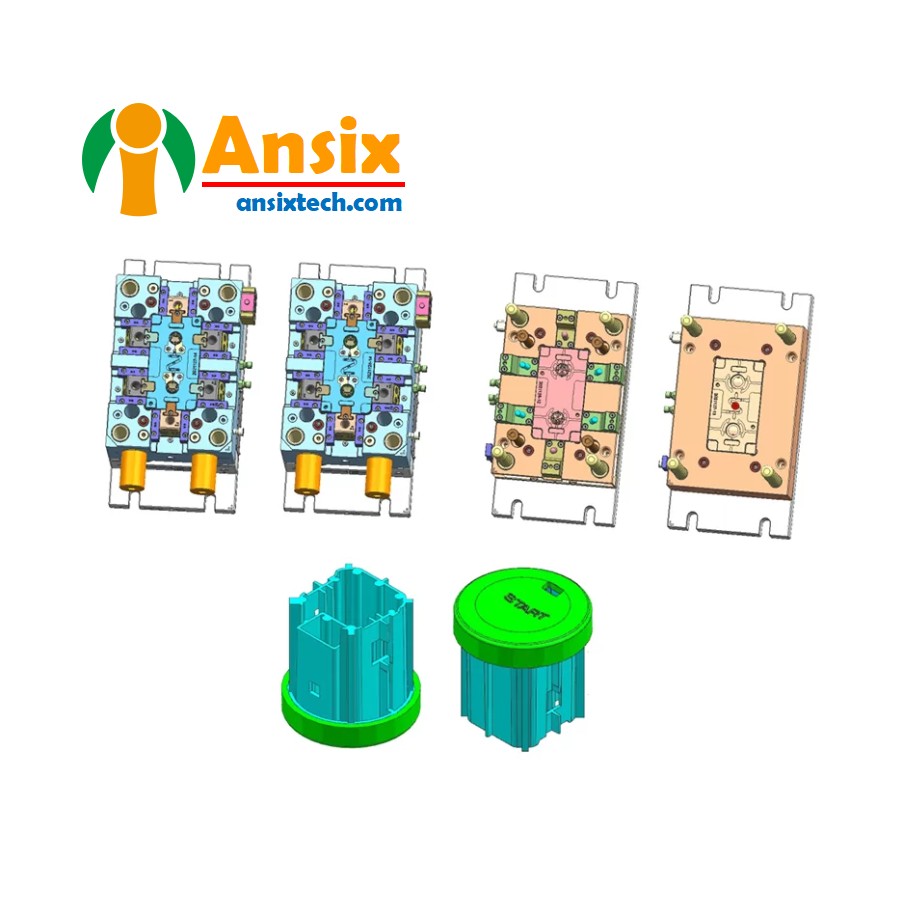
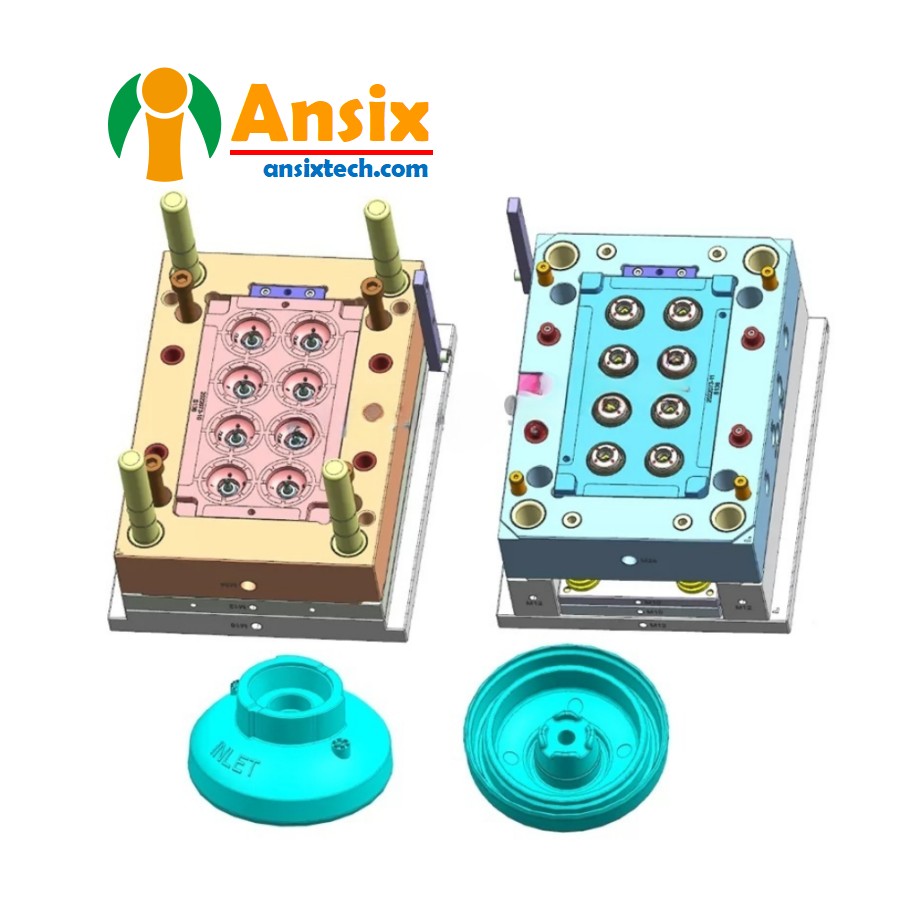
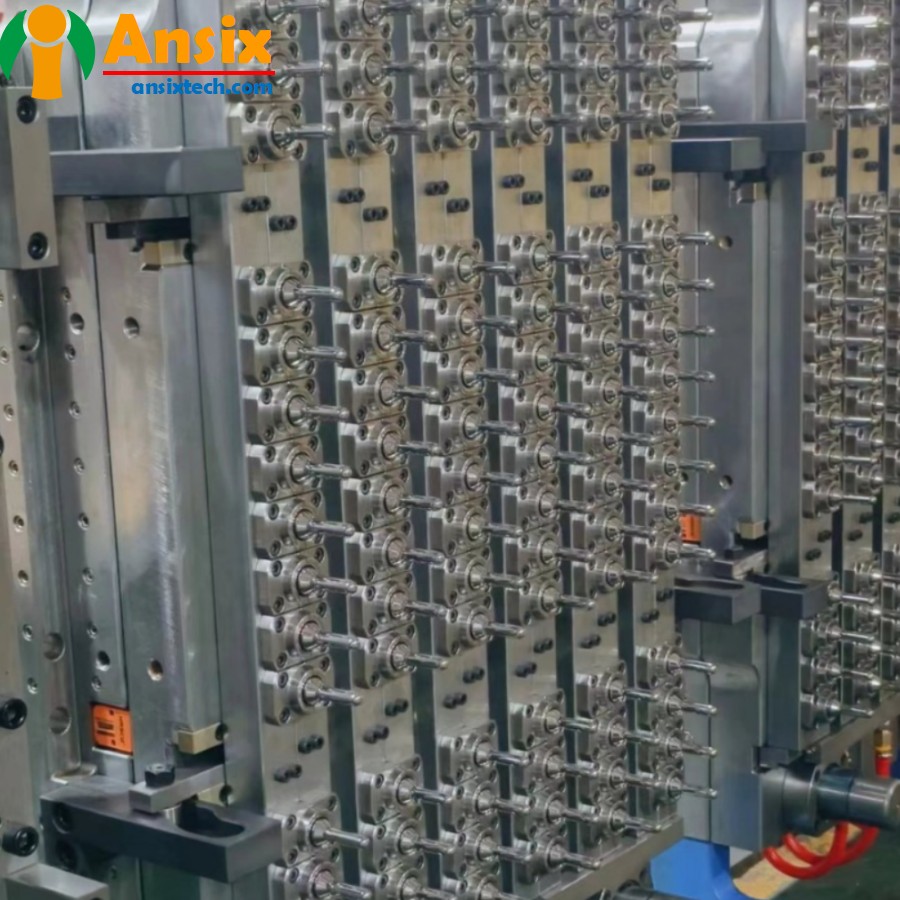
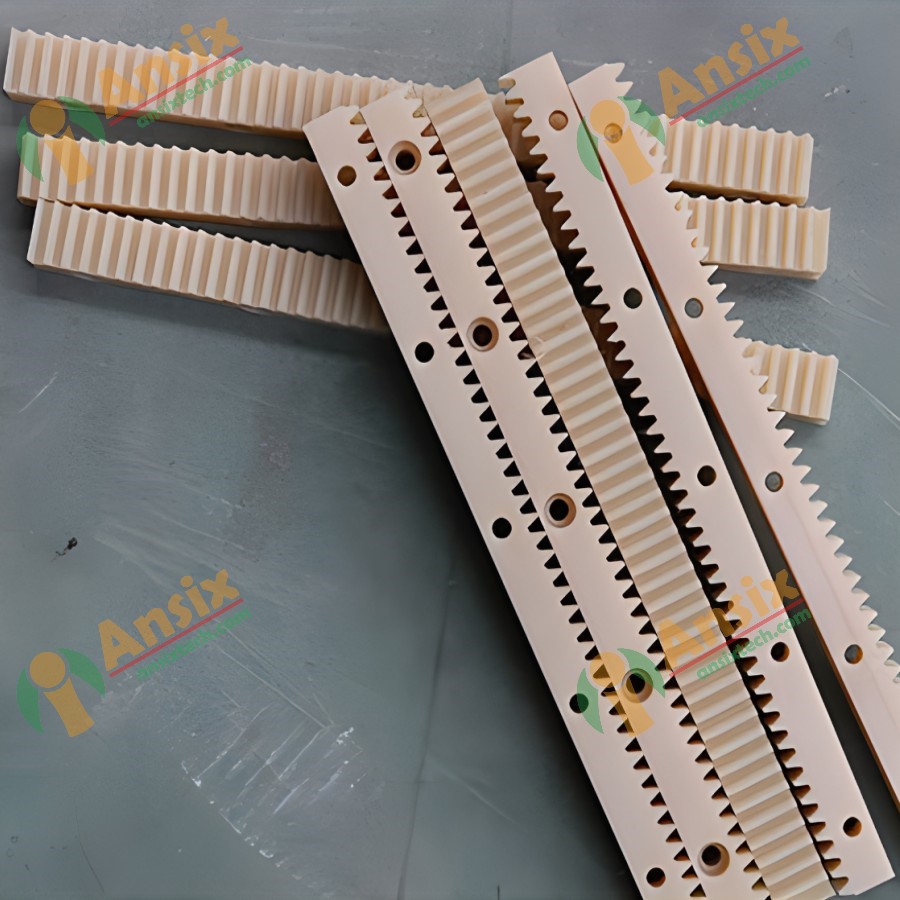
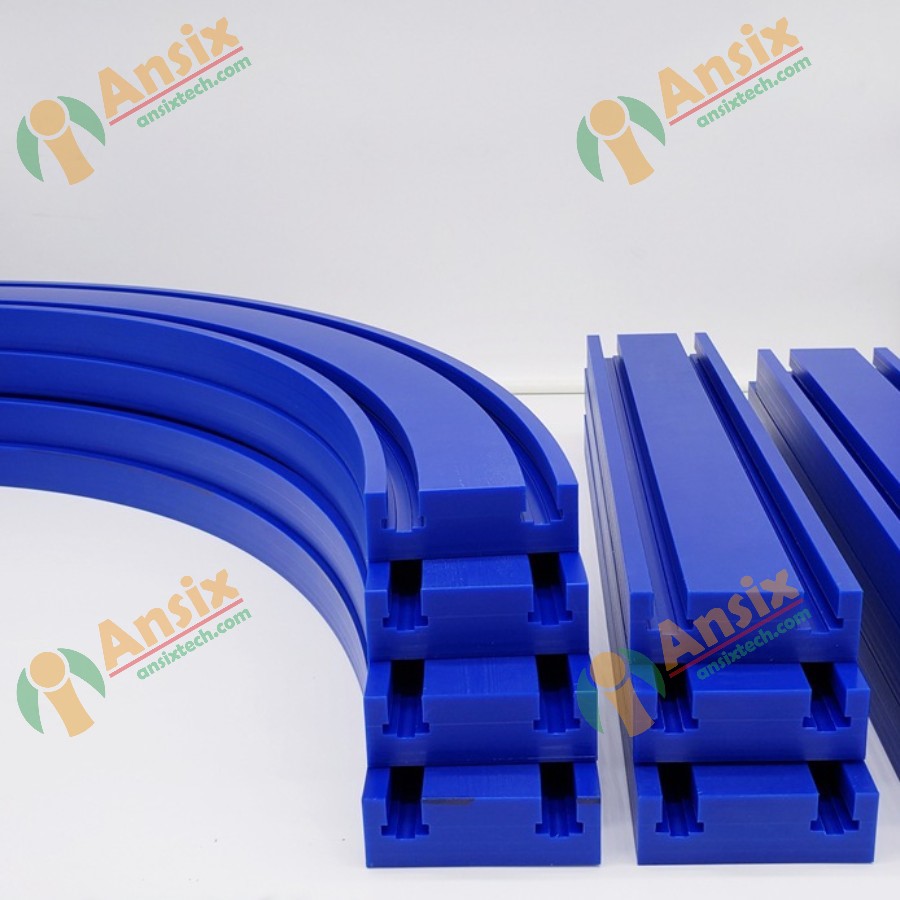
Ansix یک سازنده و سازنده ابزار است که در تحقیق و توسعه، طراحی، ساخت، فروش و خدمات قالب و کالاهای پلاستیکی تخصص دارد. شرکت ما بر ارائه محصولات با کیفیت بالا، بسیار فنی و رقابتی به مشتریان خود تمرکز دارد. Ansix Tech دارای یک سیستم کنترل کیفیت کامل است و ISO9001، ISO14001، IATF16949، ISO13485 را با موفقیت پشت سر گذاشته است. Ansix دارای چهار پایگاه تولید در چین و ویتنام است. ما در مجموع 260 دستگاه قالب گیری تزریقی داریم. و تناژ تزریق از کوچکترین 30 تن تا 2800 تن.
- 1998سال هاتجربه تولیدAnsix HongKong در سال 1998 تاسیس شد
- 200000㎡حوزهمساحتی بیش از 200000 متر مربع
- 1200کارکنانبیش از 1200 کارمند
- 260ماشین آلاتدر مجموع 260 دستگاه قالب گیری تزریقی

























































0102030405
شرکت های بزرگ، دارای شخصیت حقوقیاخبار


01020304050607080910111213141516171819
در تماس باشید
ما خوشحالیم که این فرصت را داریم که محصولات/خدمات خود را به شما ارائه دهیم و امیدواریم بتوانیم یک رابطه همکاری طولانی مدت با شما برقرار کنیم.
استعلام