
010203









































010203
안식스 프로필우리 기업에 대해 알아보십시오.
심천 Ansix 기술 유한 회사
동관 Fuxiang 플라스틱 금형 유한 회사
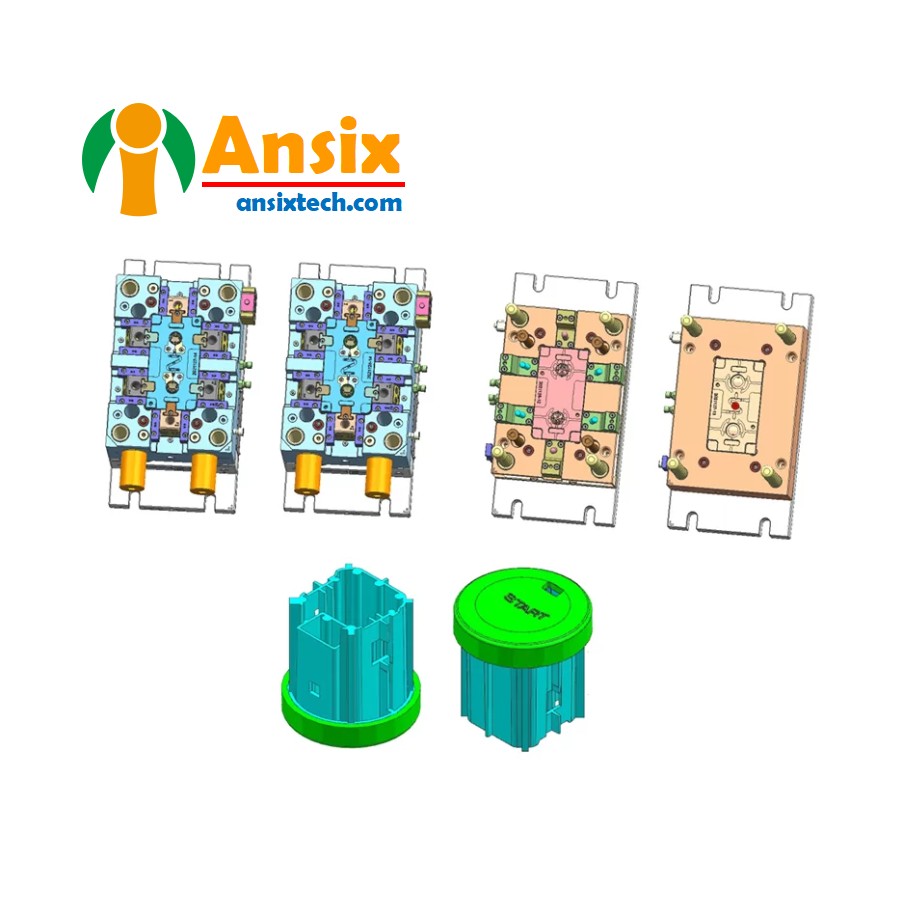
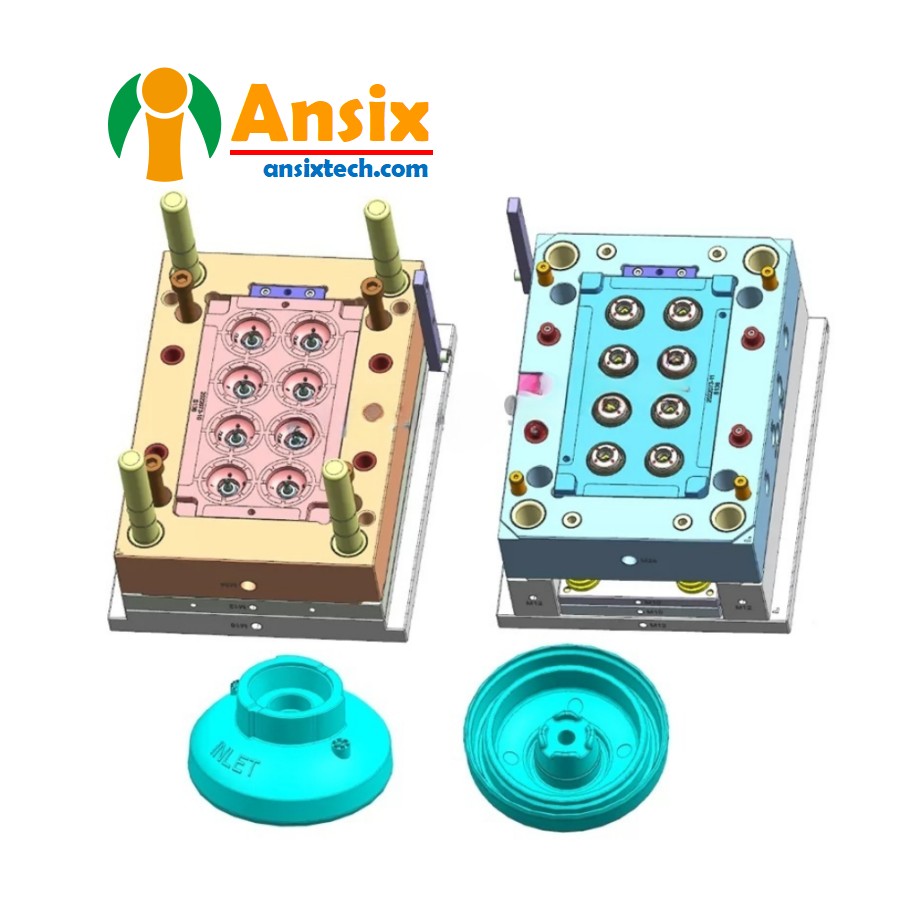
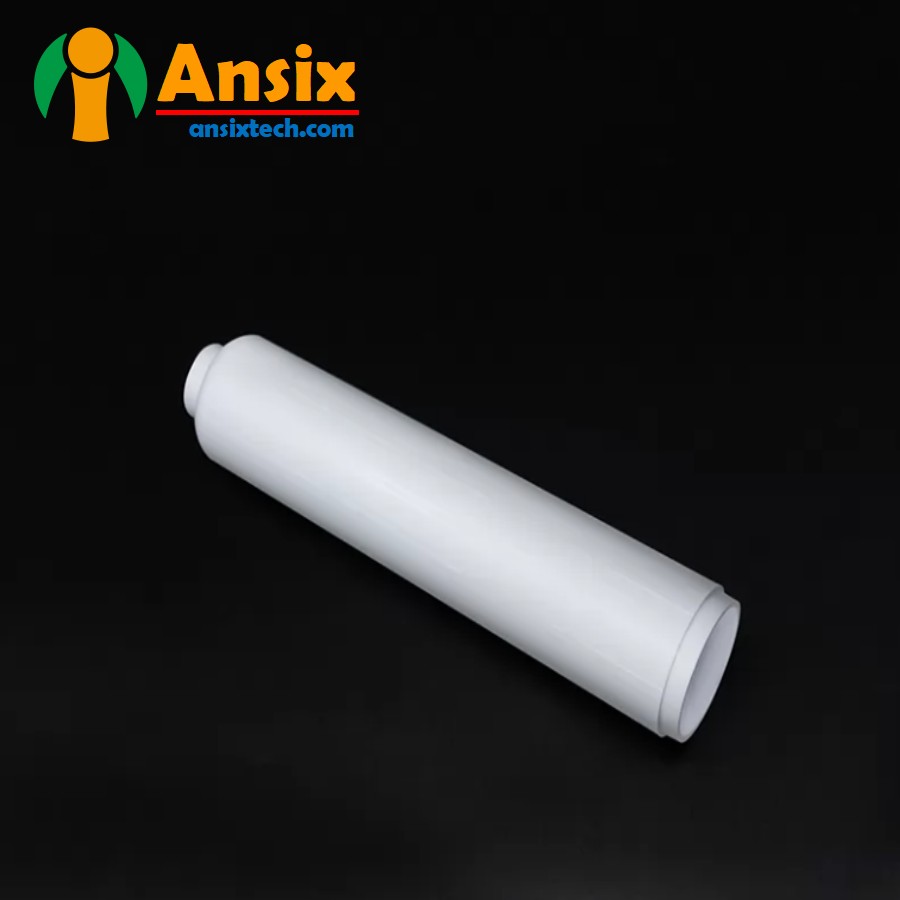
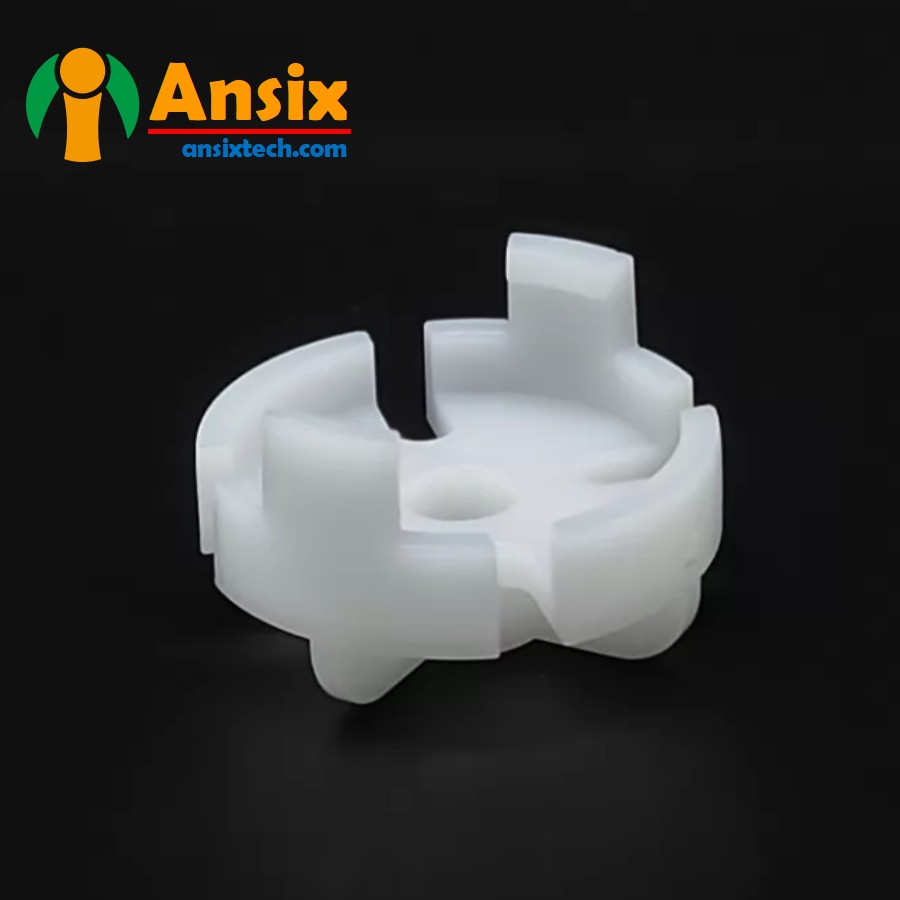
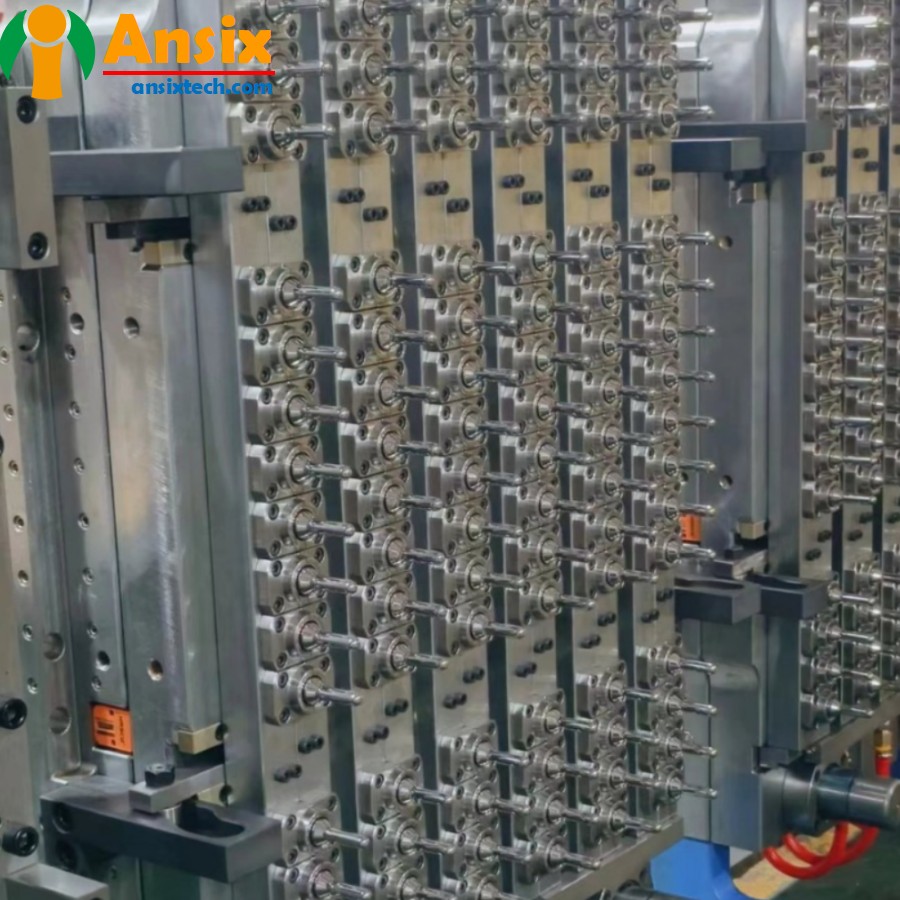
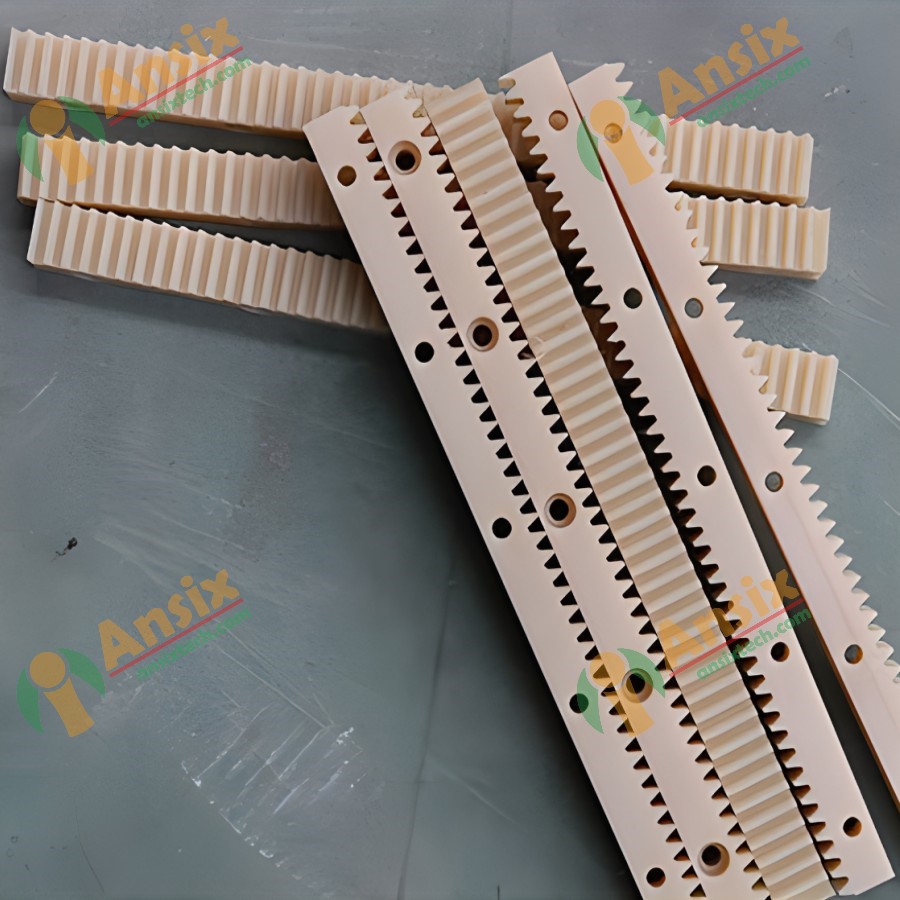
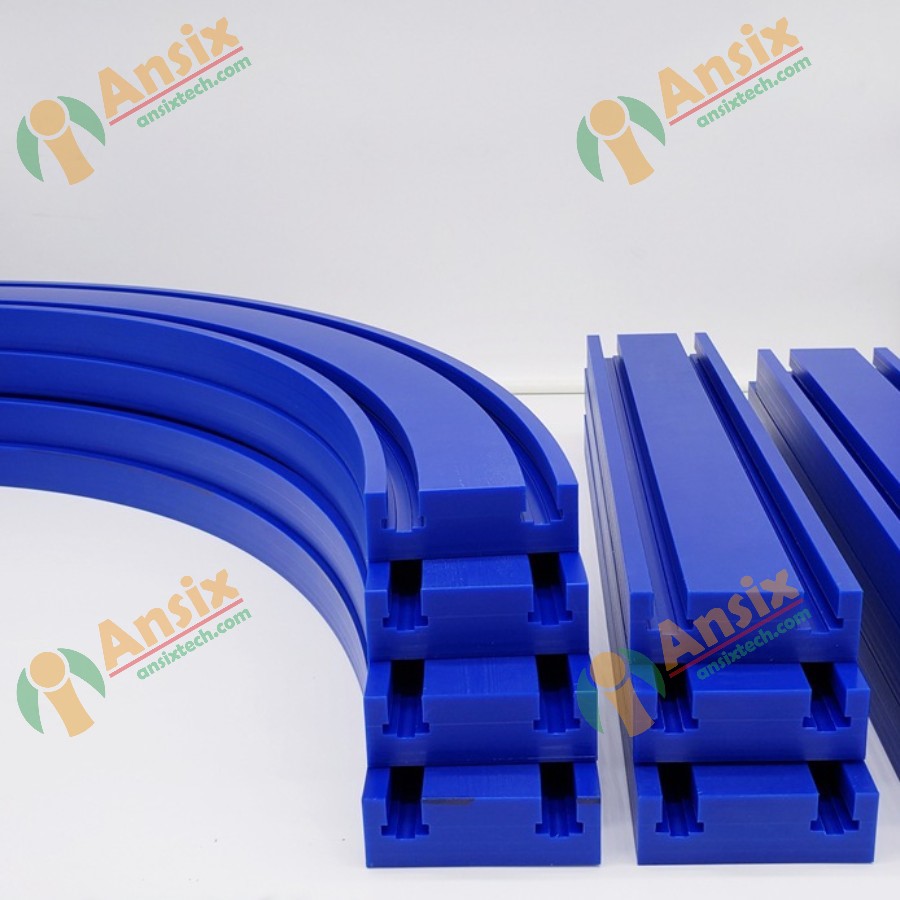
Ansix는 플라스틱 금형 및 제품의 R&D, 설계, 제조, 판매 및 서비스를 전문으로 하는 도구 제조업체이자 제조업체입니다. 우리 회사는 고객에게 고품질, 고도로 기술적이고 경쟁력 있는 제품을 제공하는 데 중점을 두고 있습니다. Ansix Tech는 완벽한 품질 관리 시스템을 보유하고 있으며 ISO9001, ISO14001, IATF16949, ISO13485를 성공적으로 통과했습니다. Ansix는 중국과 베트남에 4개의 생산 기지를 보유하고 있습니다. 우리는 총 260대의 사출 성형기를 보유하고 있습니다. 주입 톤수는 최소 30톤에서 2,800톤까지입니다.
- 1998년연령제조 경험Ansix HongKong은 1998년에 설립되었습니다.
- 200000㎡영역200000 평방 미터 이상의 면적
- 1200직원1200명 이상의 직원
- 260기계총 260대의 사출성형기 보유

























































0102030405
기업소식


01020304050607080910111213141516171819
연락하다
우리는 귀하에게 당사의 제품/서비스를 제공할 수 있는 기회를 갖게 되어 기쁘게 생각하며 귀하와 장기적인 협력 관계를 구축할 수 있기를 희망합니다.
문의