
010203

































-

globalny biznes na dużą skalę
Przewagi geograficzne firmy, trójwymiarowy ruch wszechstronny.
-

zarządzanie jakością
W AnsixTech rozumiemy, że jakość ma ogromne znaczenie dla naszego sukcesu.
-

strategia zrównoważonego rozwoju
Zapoznaj się z albumem naszej firmy, aby być świadkiem naszego zaangażowania w doskonałość...
-

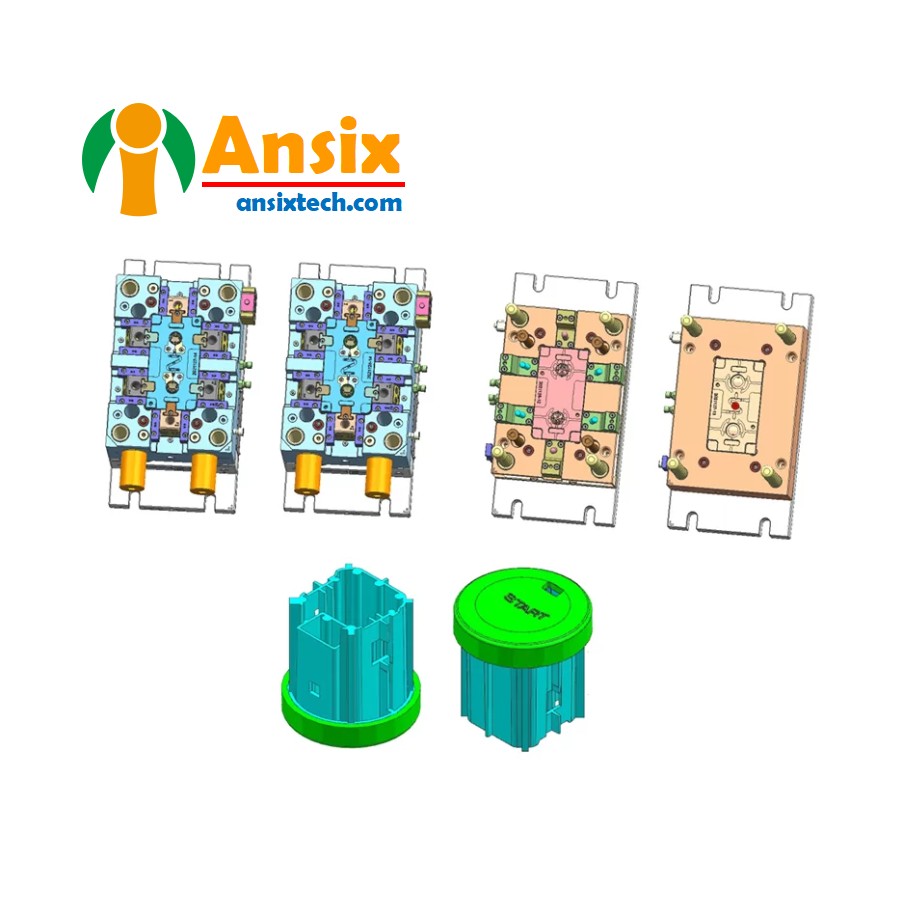
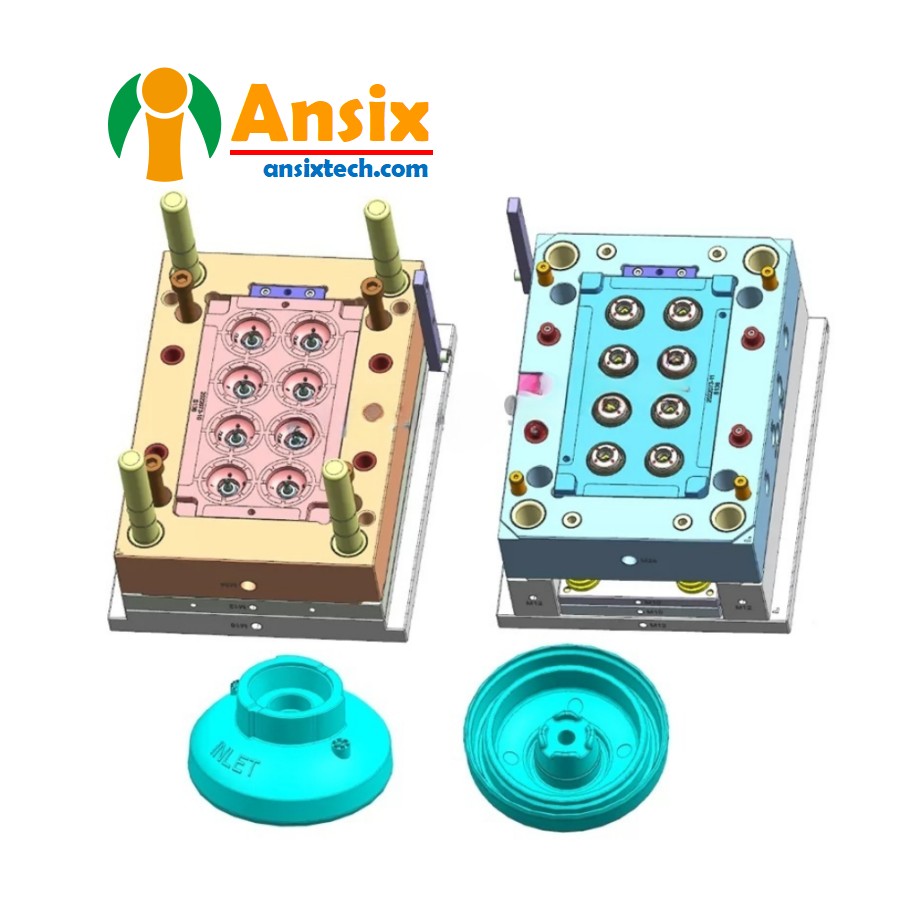
badania i rozwój
Oferujemy kompletne portfolio projektów, prototypów, symulacji, testowania...
-

szybka dostawa
AnsixTech posiada cztery bazy produkcyjne w Chinach i Wietnamie.



010203
Profil AnsixaZAPRASZAMY DO POZNAWANIA NASZEGO PRZEDSIĘBIORSTWA
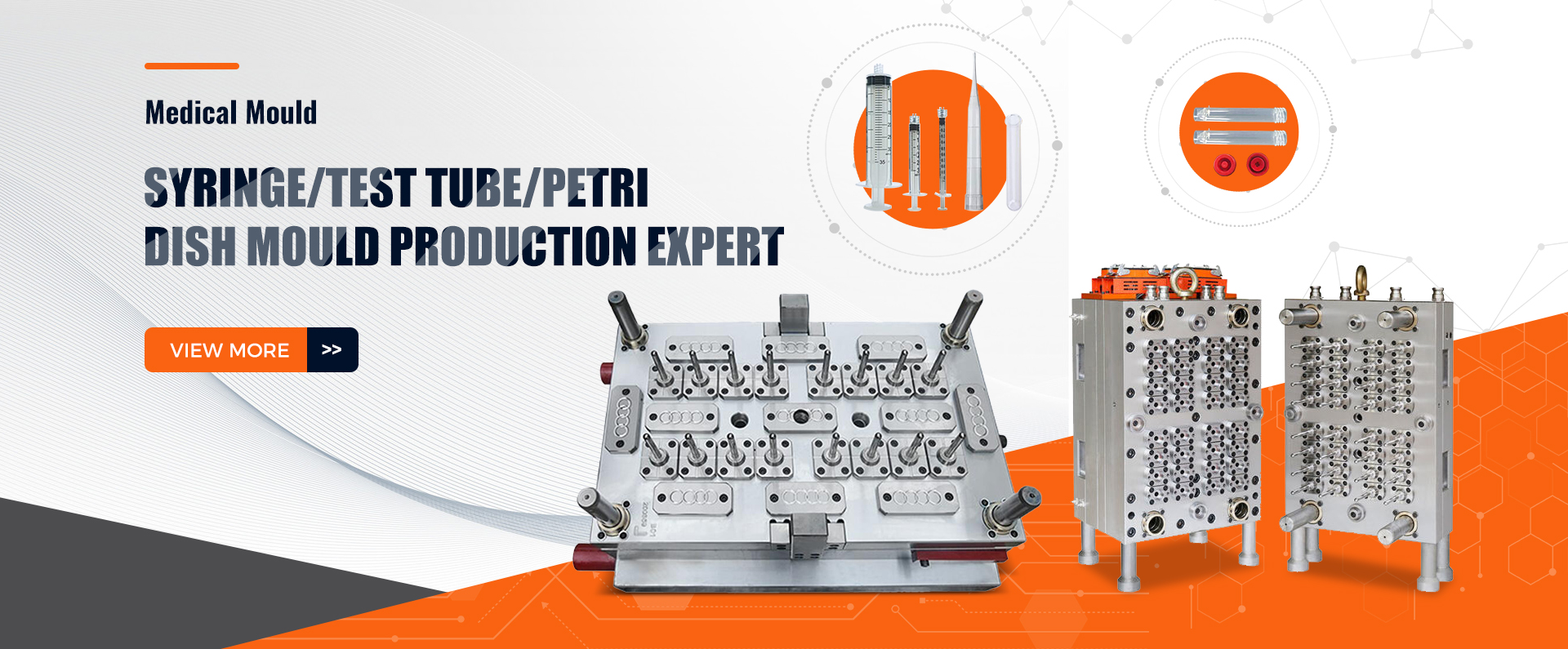
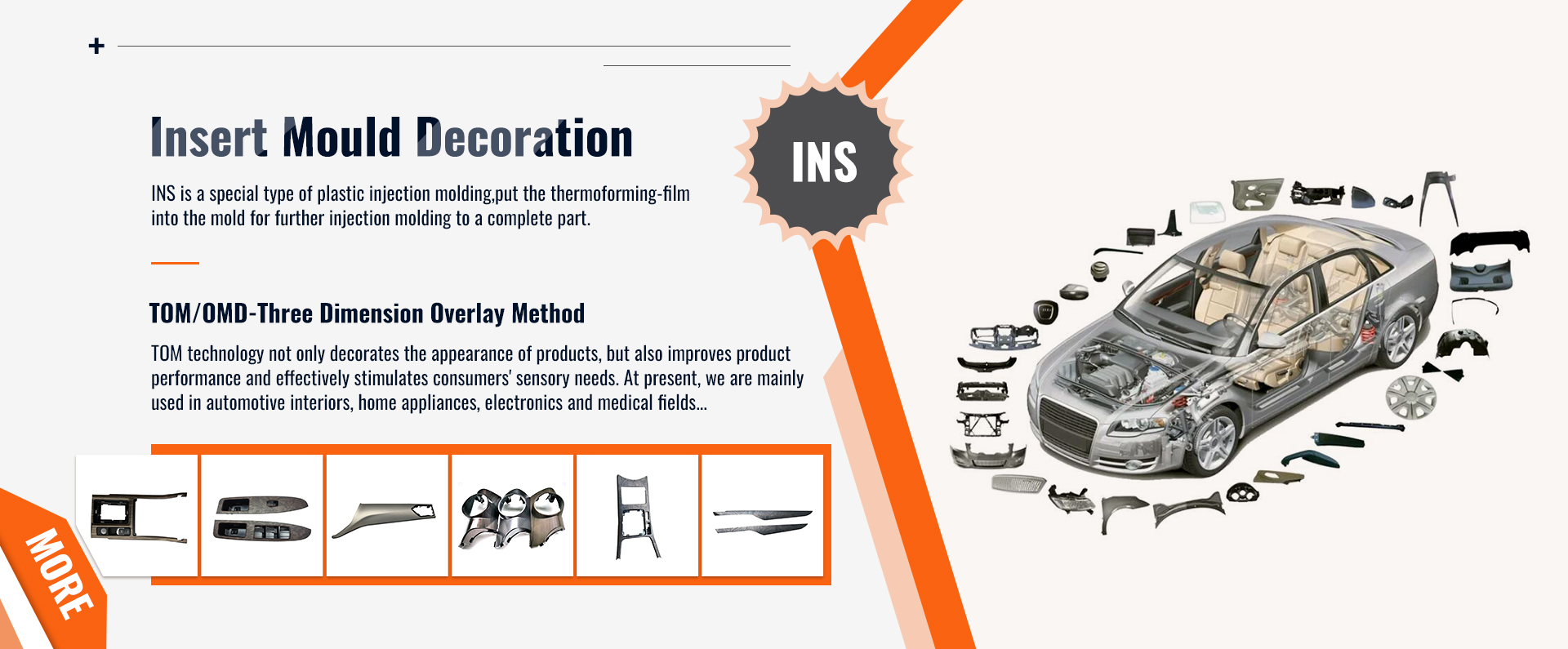
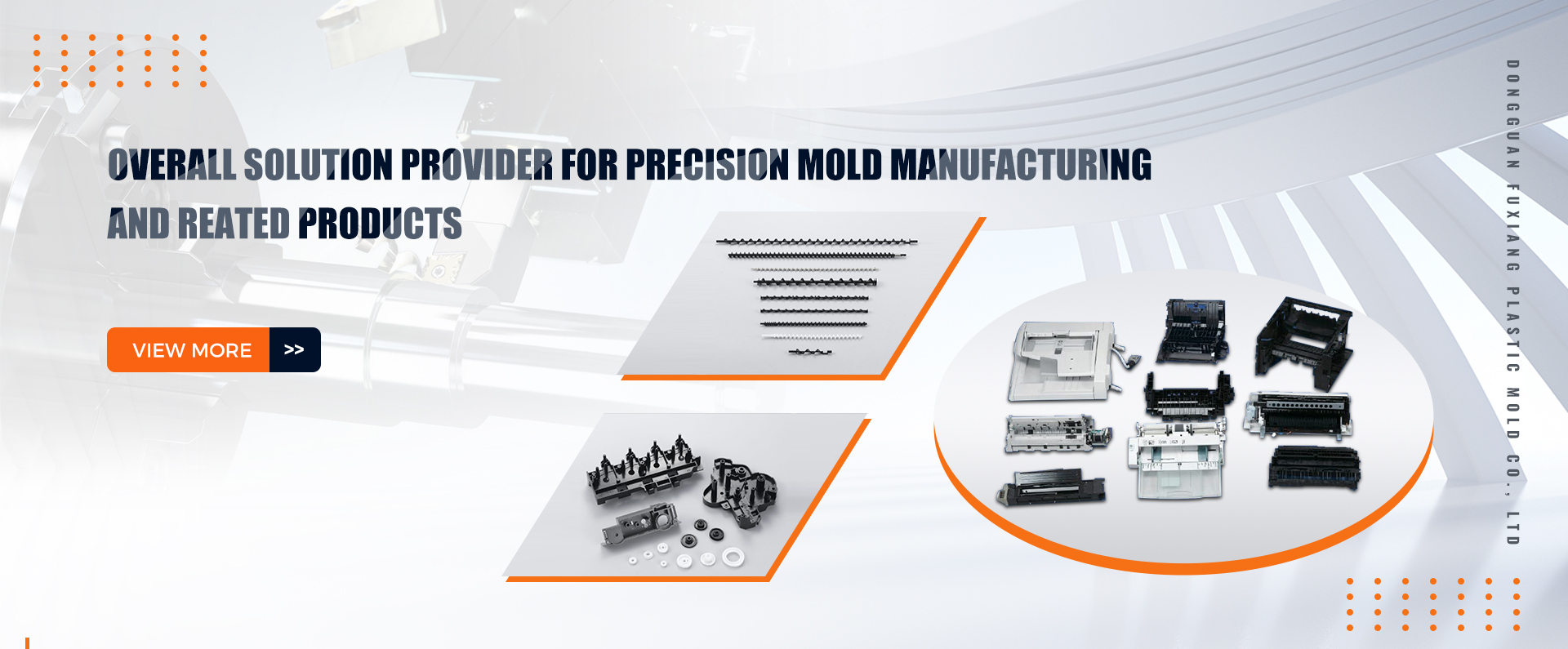
Shenzhen Ansix Tech Co., Ltd.
Dongguan Fuxiang Plastic Mould Co., Ltd.
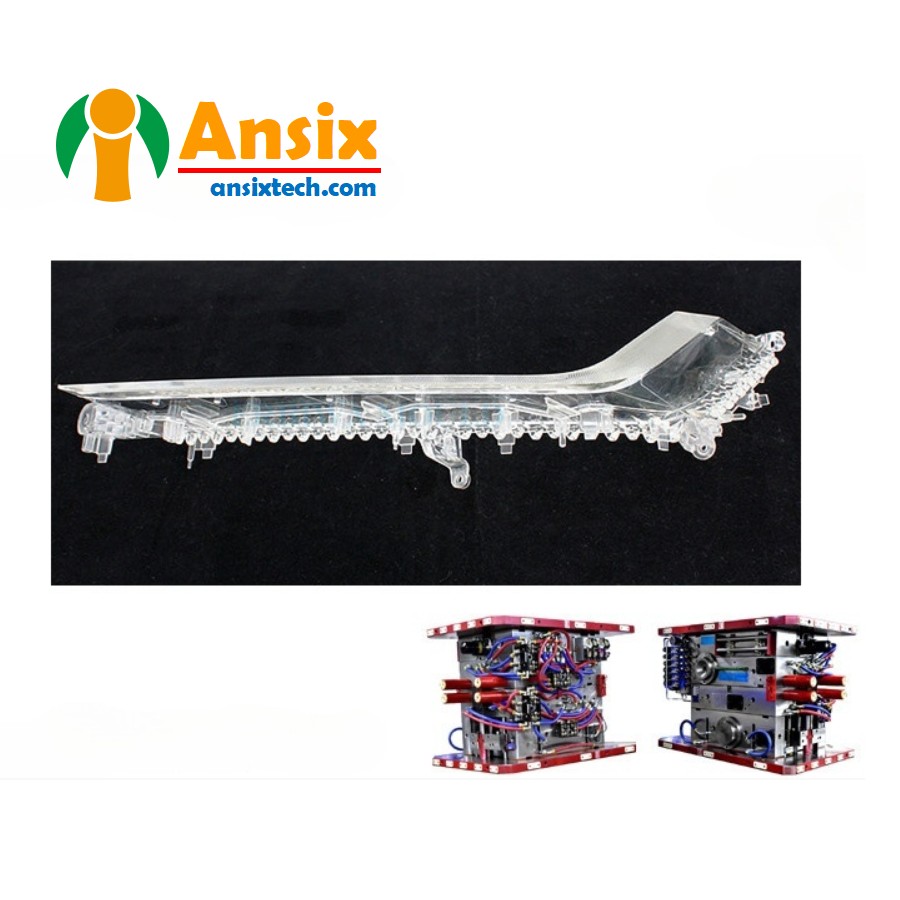
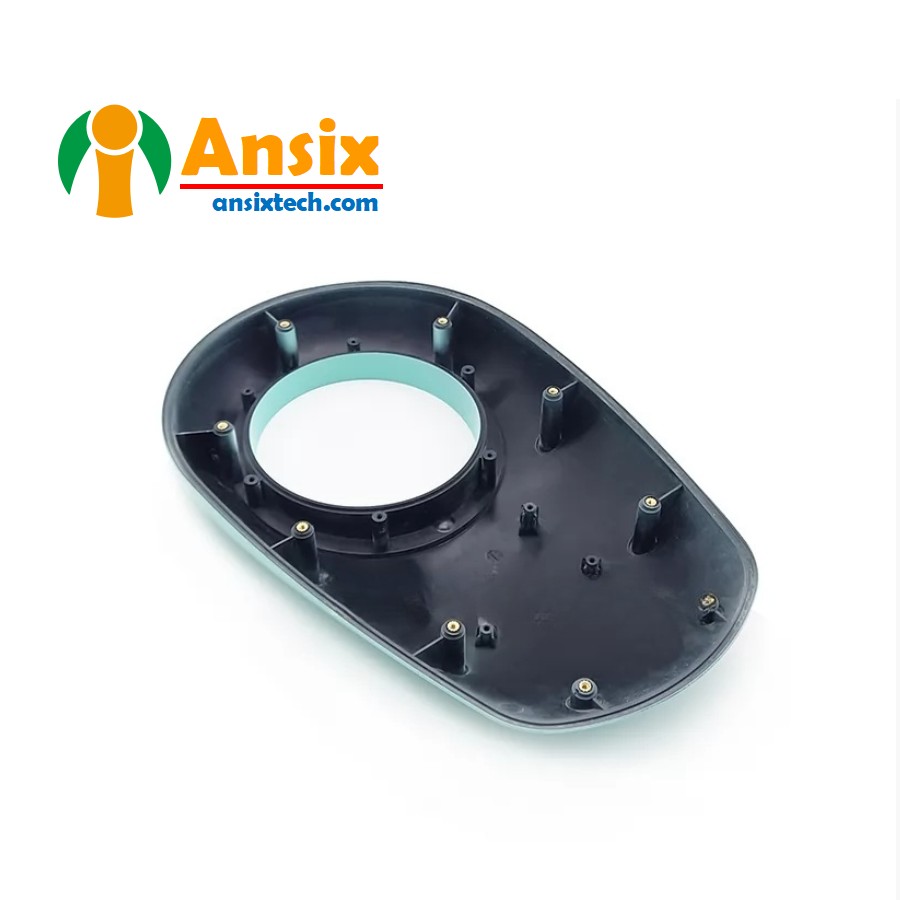
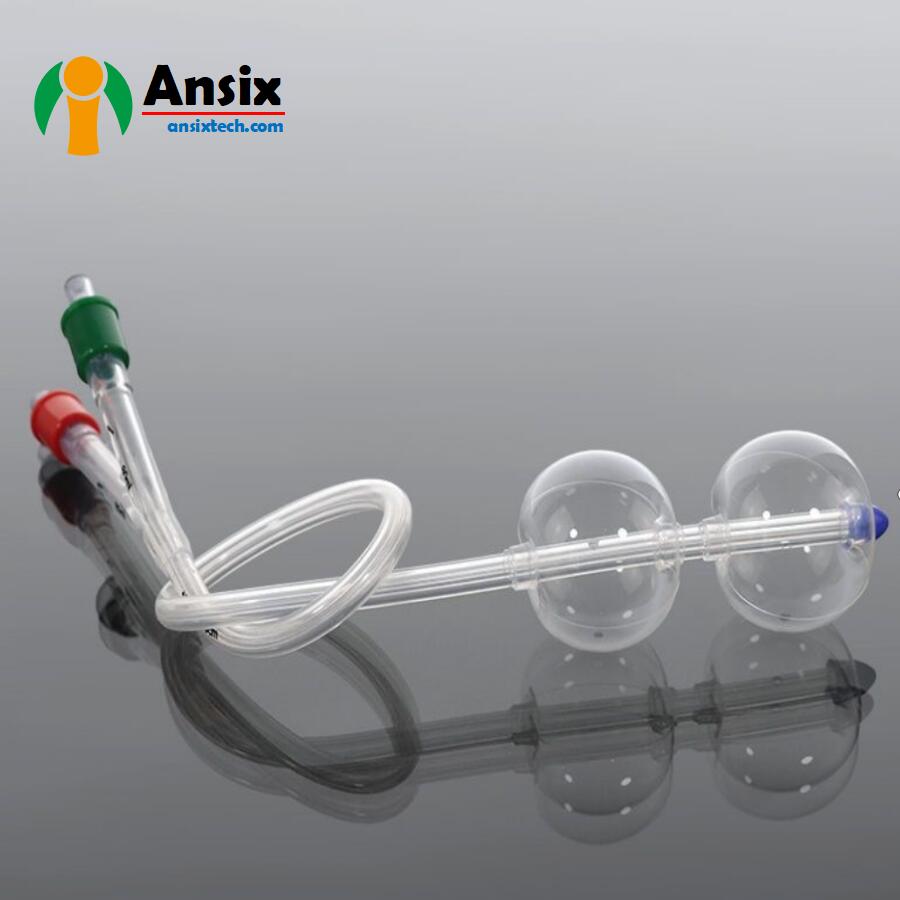
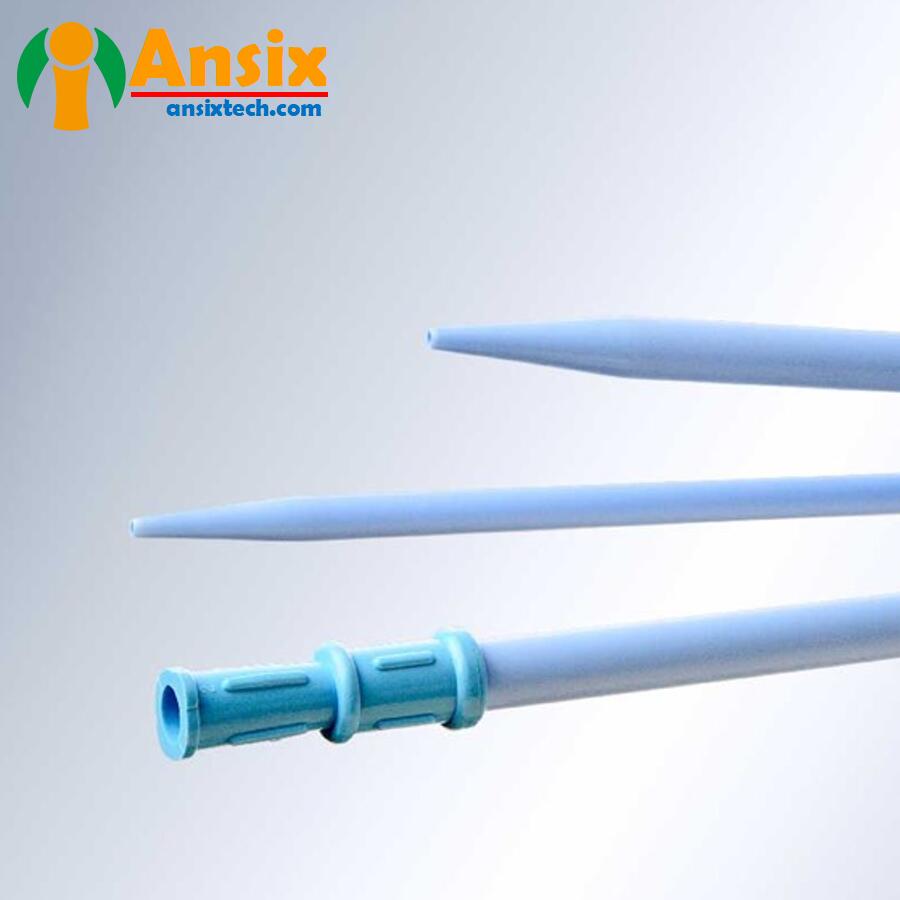
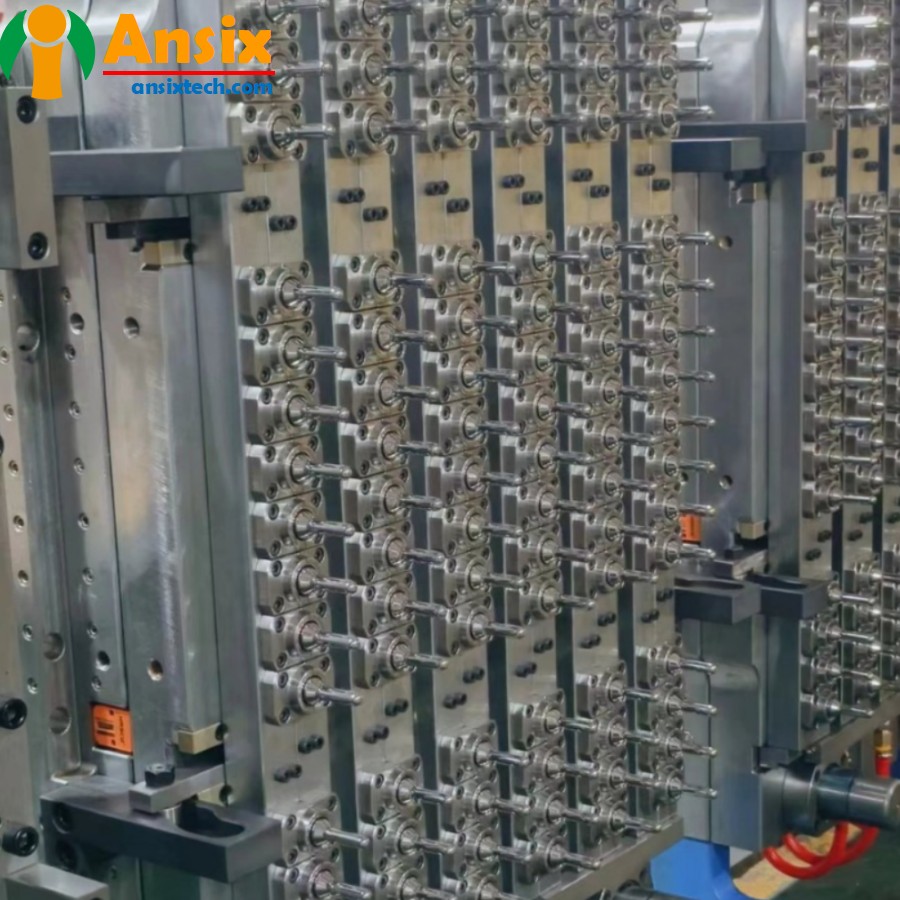
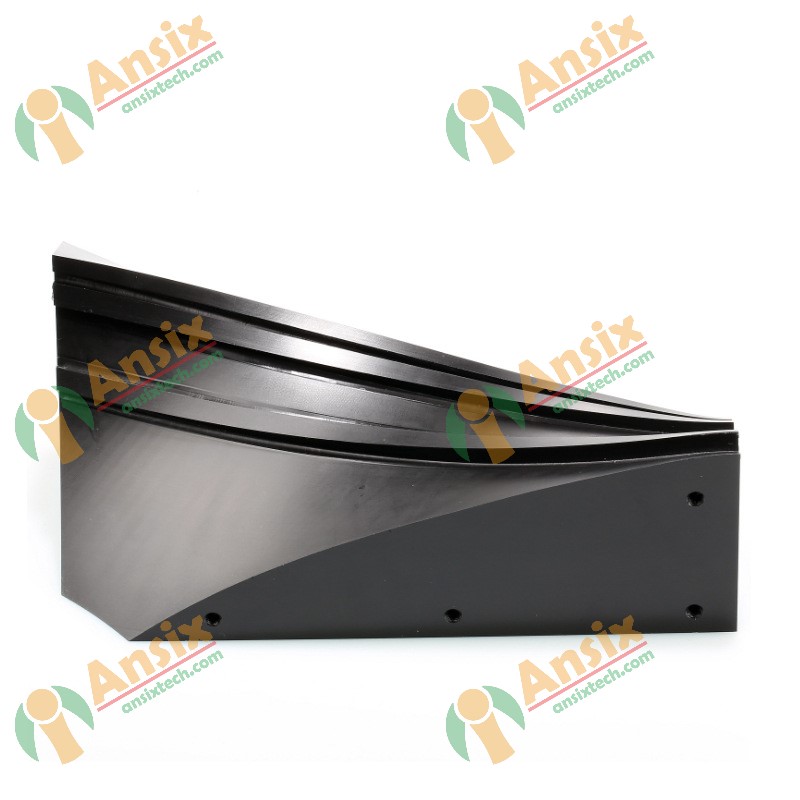
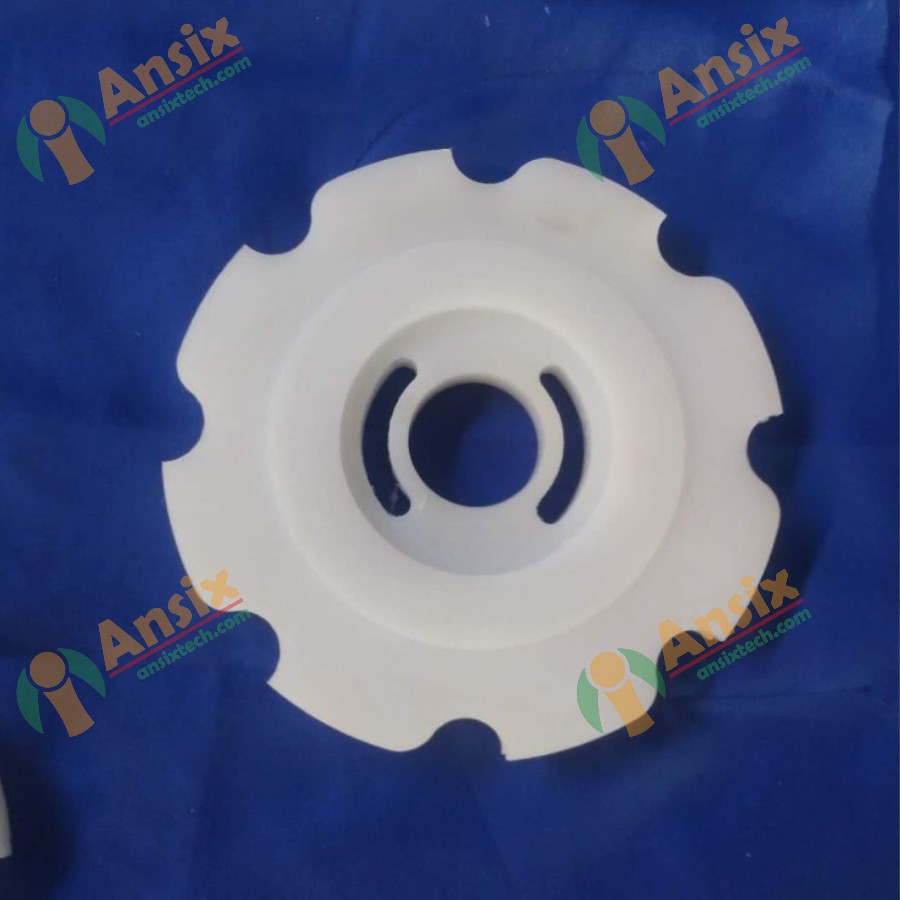
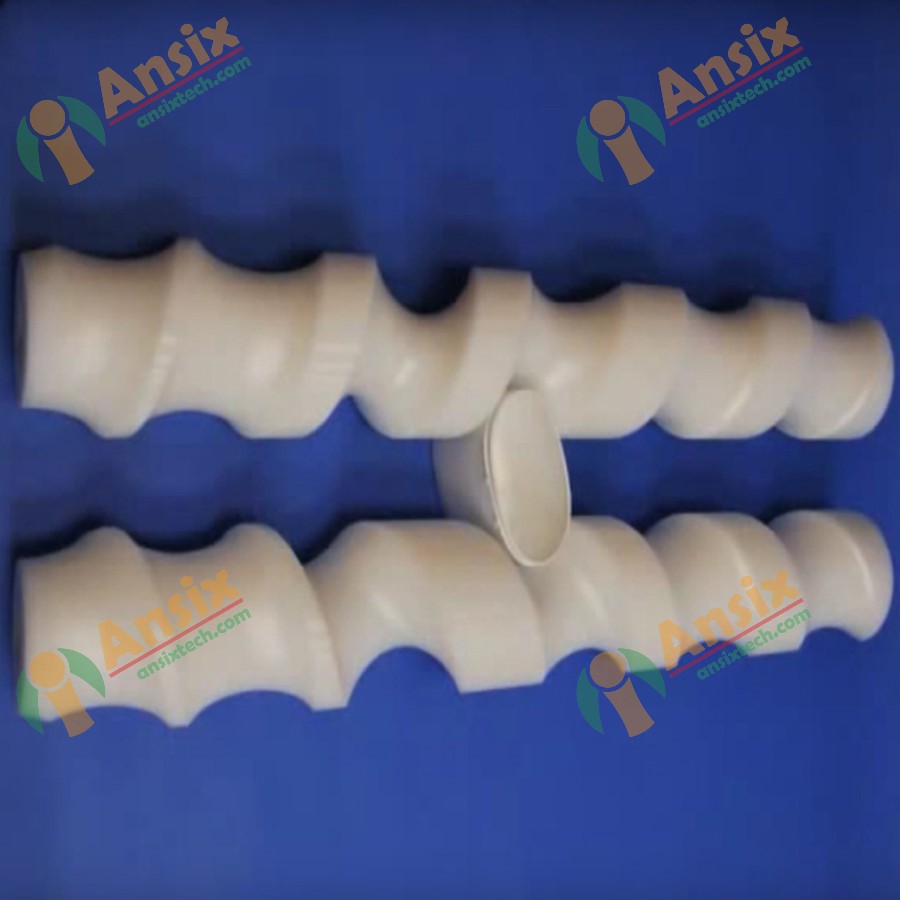
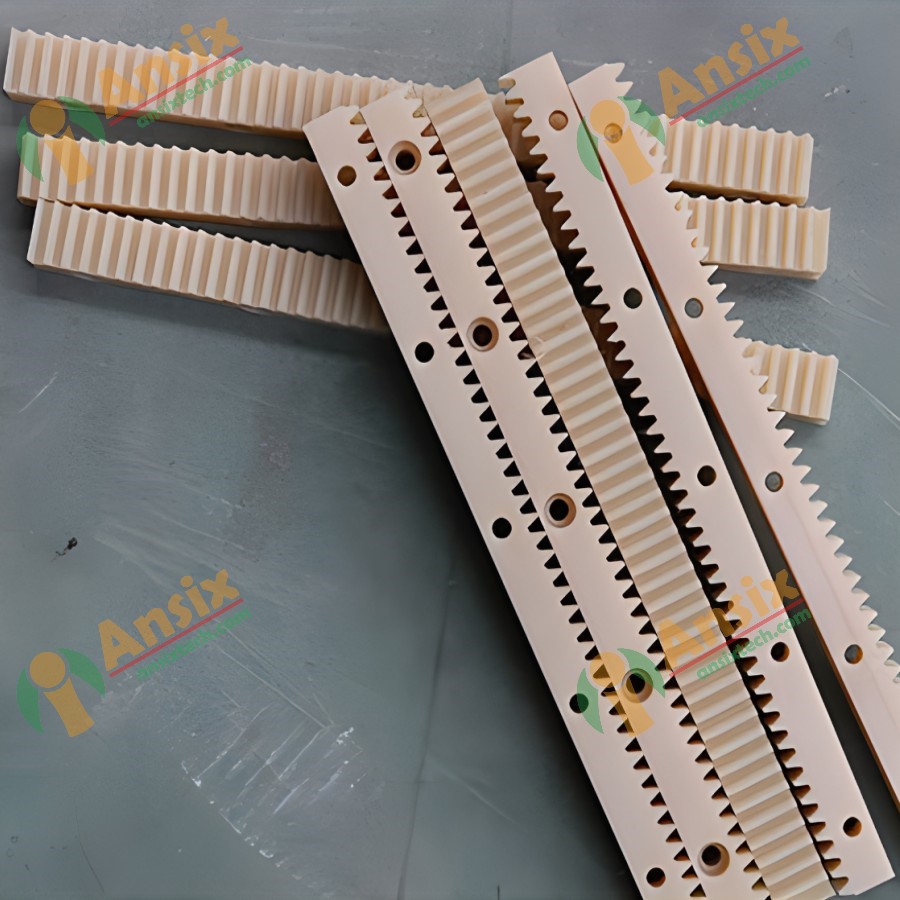
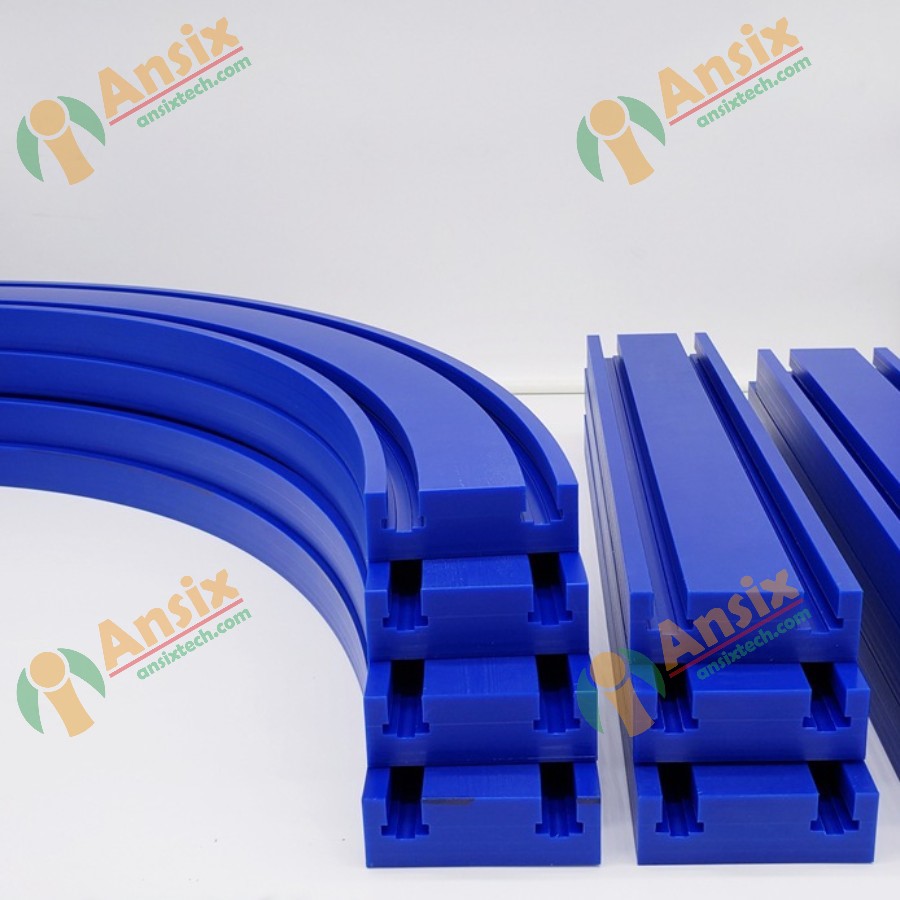
Ansix jest producentem i producentem narzędzi specjalizującym się w badaniach i rozwoju, projektowaniu, produkcji, sprzedaży i serwisie form i towarów z tworzyw sztucznych. Nasza firma koncentruje się na dostarczaniu naszym klientom wysokiej jakości, wysoce technicznych i konkurencyjnych produktów. Ansix Tech posiada kompletny system kontroli jakości i pomyślnie przeszedł ISO9001, ISO14001, IATF16949, ISO13485. Ansix ma cztery bazy produkcyjne w Chinach i Wietnamie. Łącznie dysponujemy 260 wtryskarkami. i tonażu wtrysku od najmniejszych 30 ton do 2800 ton.
- 1998lataDoświadczenie produkcyjneFirma Ansix HongKong została założona w 1998 roku
- 200 000㎡obszarpowierzchni ponad 200 000 metrów kwadratowych
- 1200pracownicyponad 1200 pracowników
- 260maszynyłącznie 260 wtryskarek

























































0102030405
zbiorowyAktualności


01020304050607080910111213141516171819
skontaktuj się
Cieszymy się, że mamy możliwość dostarczenia Państwu naszych produktów/usług i mamy nadzieję nawiązać z Państwem długoterminową współpracę
zapytanie