
010203

































-

globales Großunternehmen
Geografische Vorteile des Unternehmens, dreidimensionaler Verkehr vielseitig.
-

Qualitätsmanagement
Bei AnsixTech verstehen wir, dass Qualität für unseren Erfolg von größter Bedeutung ist.
-

Nachhaltigkeitsstrategie
Entdecken Sie unser Unternehmensalbum, um unser Engagement für Exzellenz zu erleben ...
-

Forschung und Entwicklung
Wir bieten ein komplettes Portfolio an Design, Prototyping, Simulation und Tests ...
-

Schnelle Lieferung
AnsixTech verfügt über vier Produktionsstandorte in China und Vietnam.



010203
Ansix-ProfilWILLKOMMEN, UM UNSER UNTERNEHMEN ZU ERFAHREN
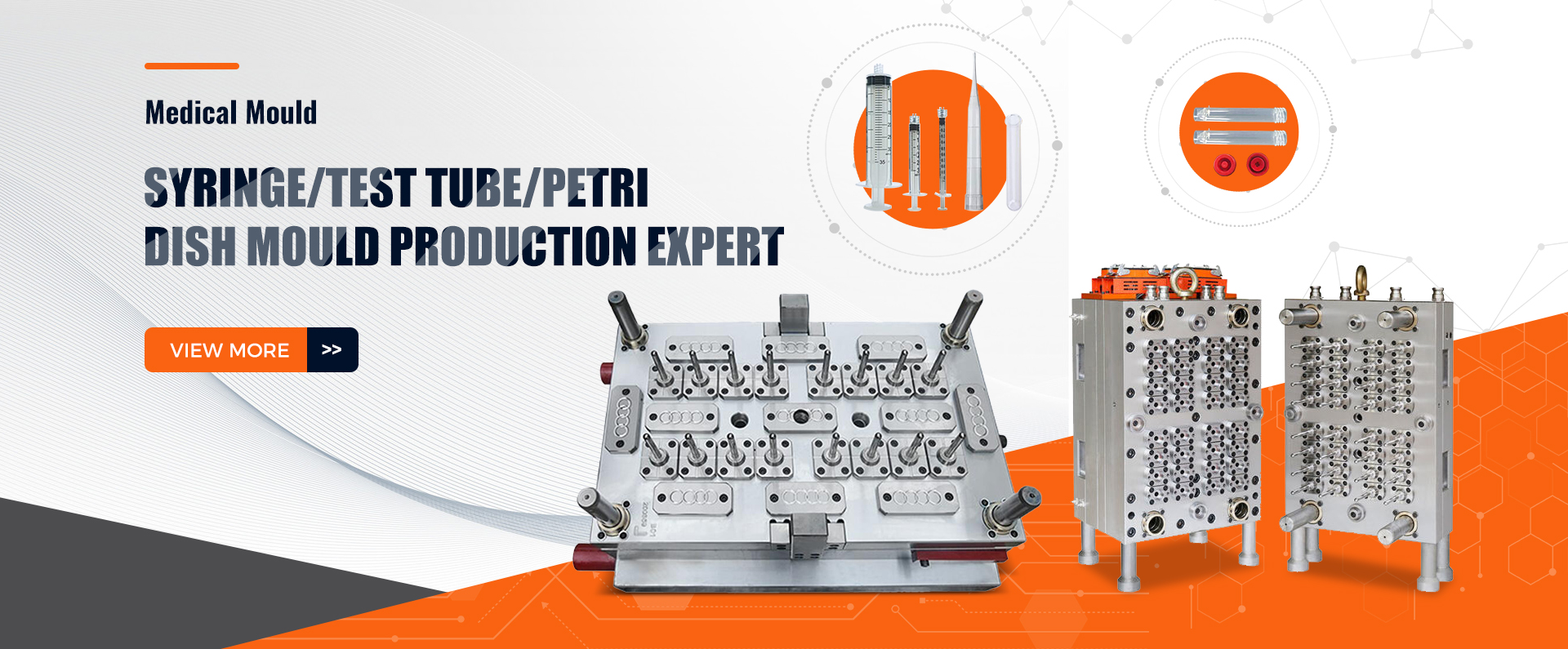
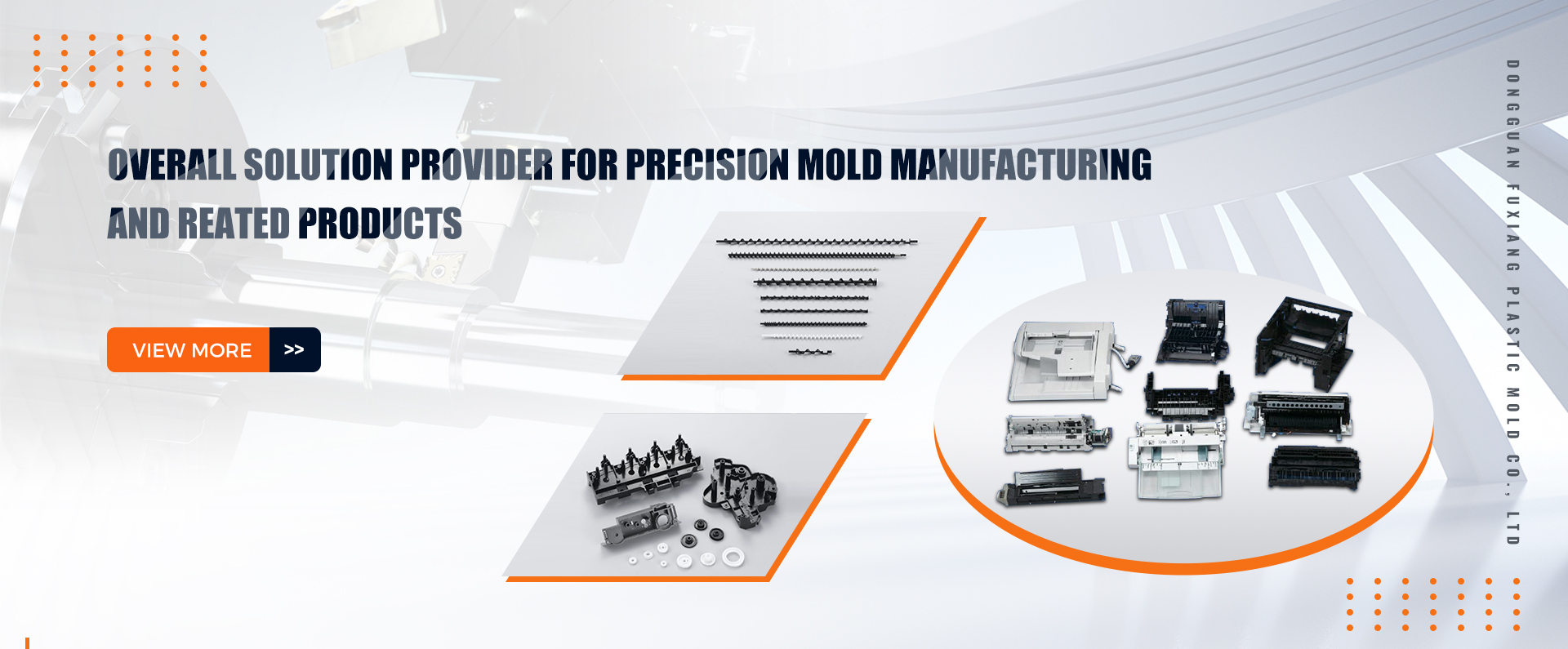
Shenzhen Ansix Tech Co., Ltd.
Dongguan Fuxiang Kunststoffform Co., Ltd.
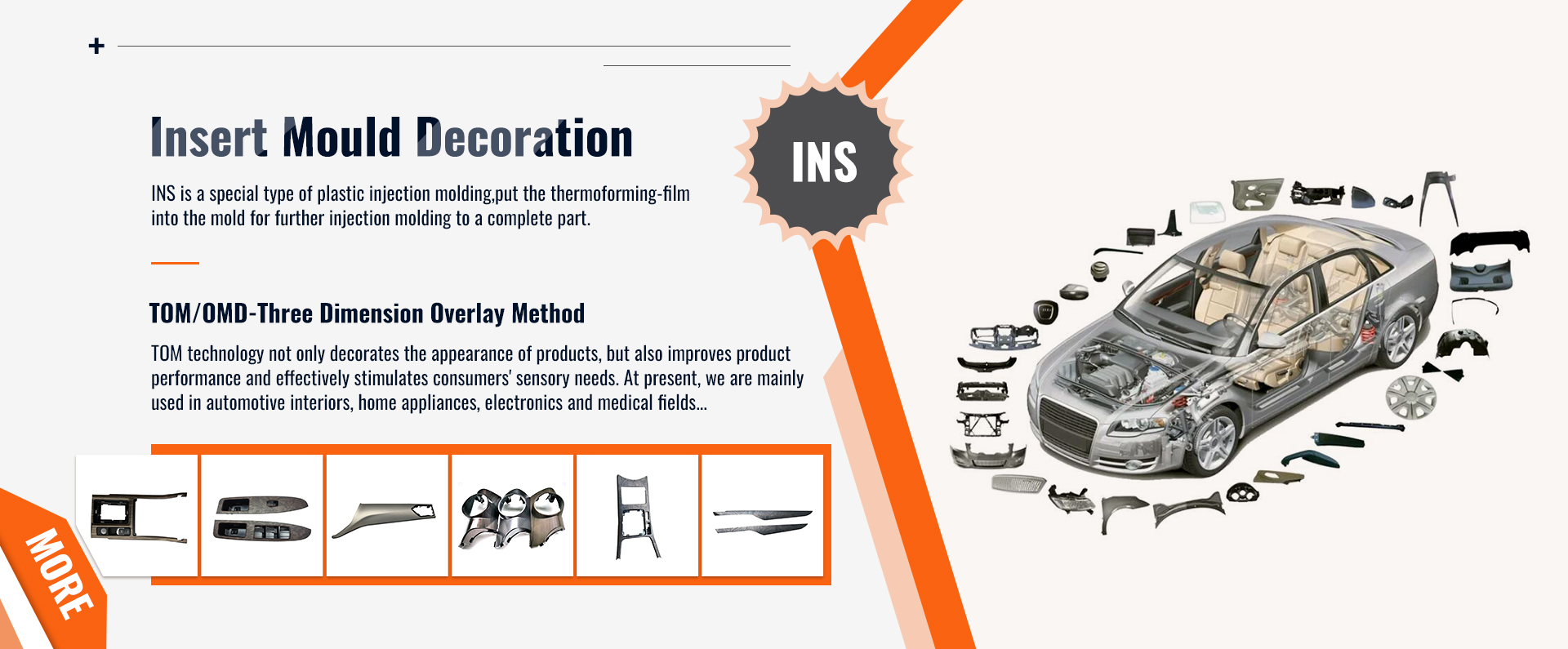
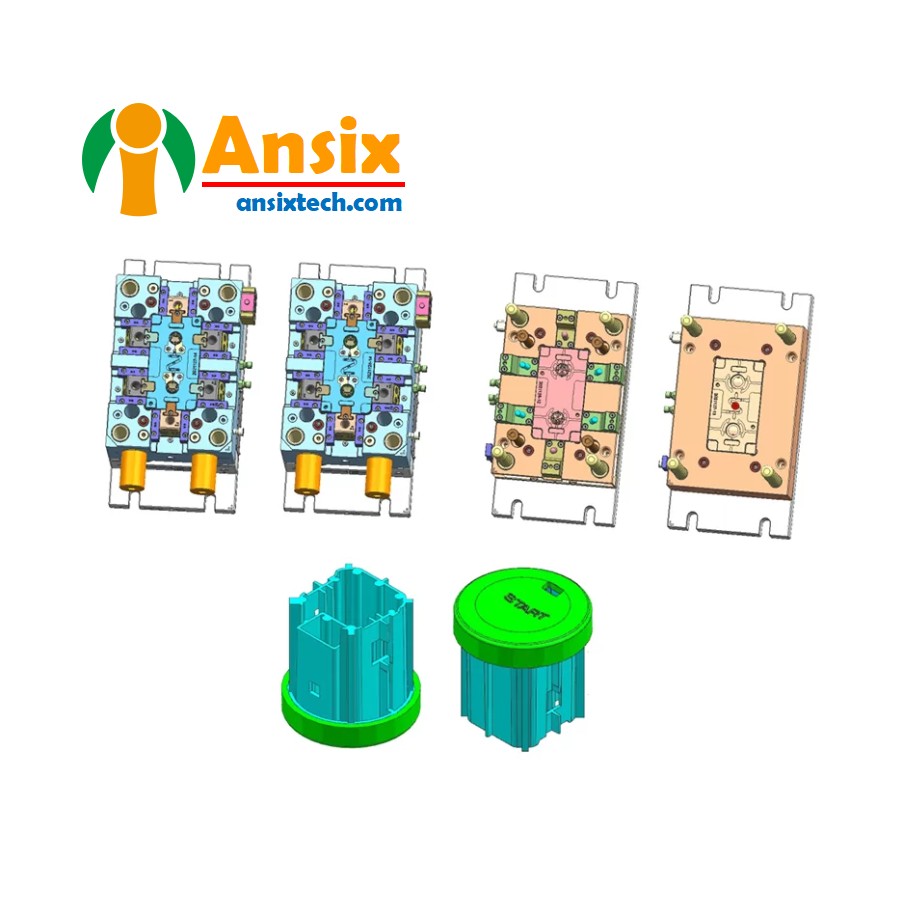
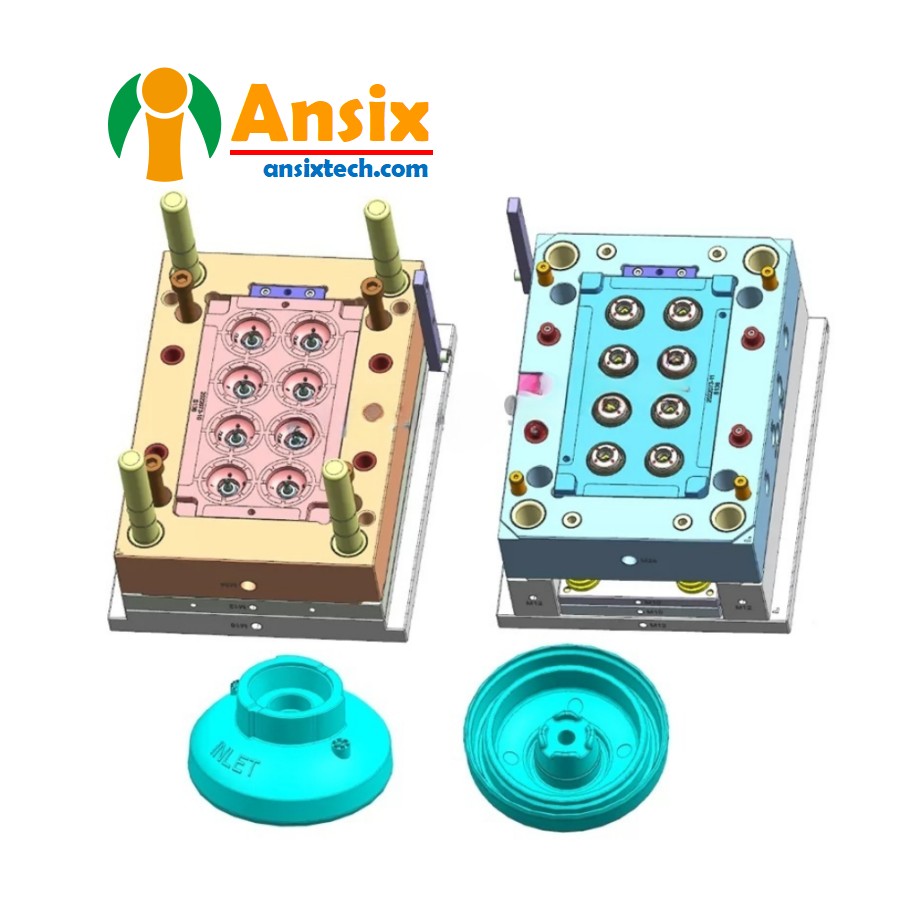
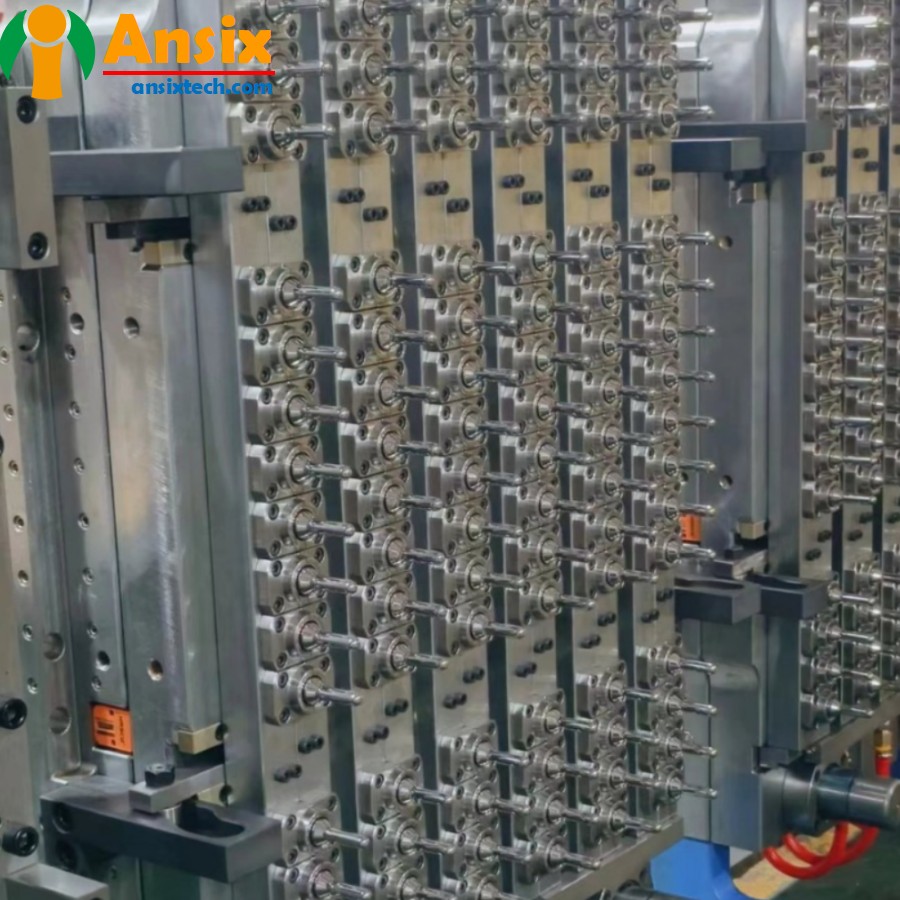
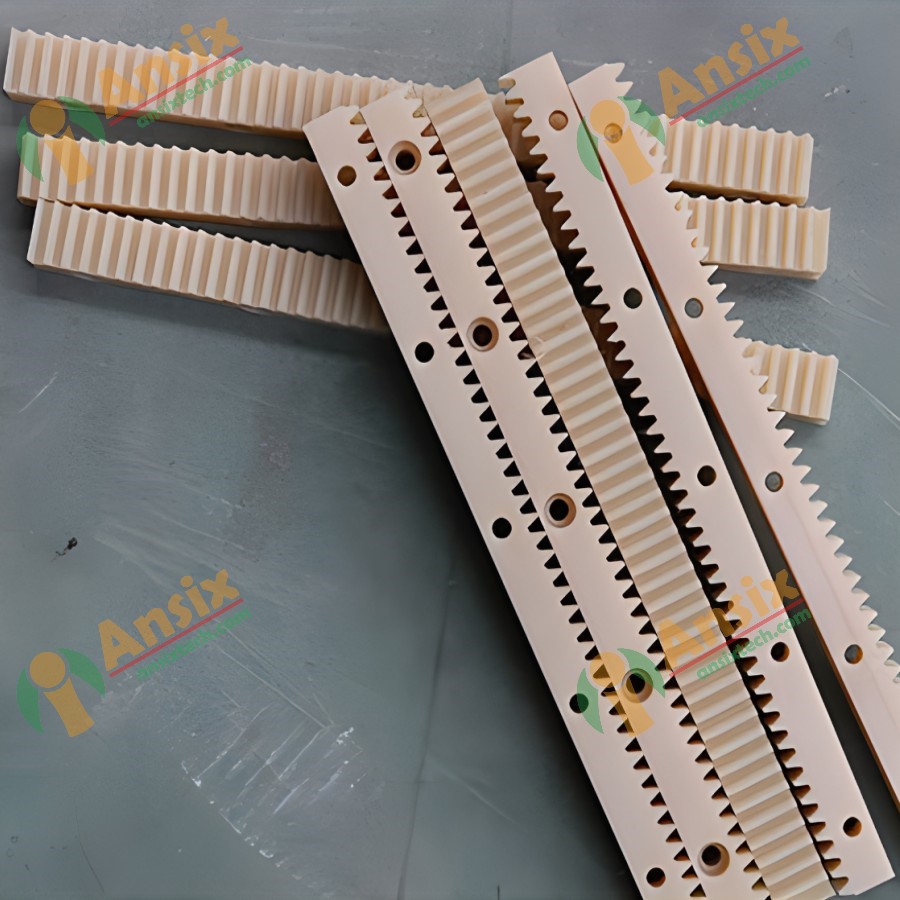
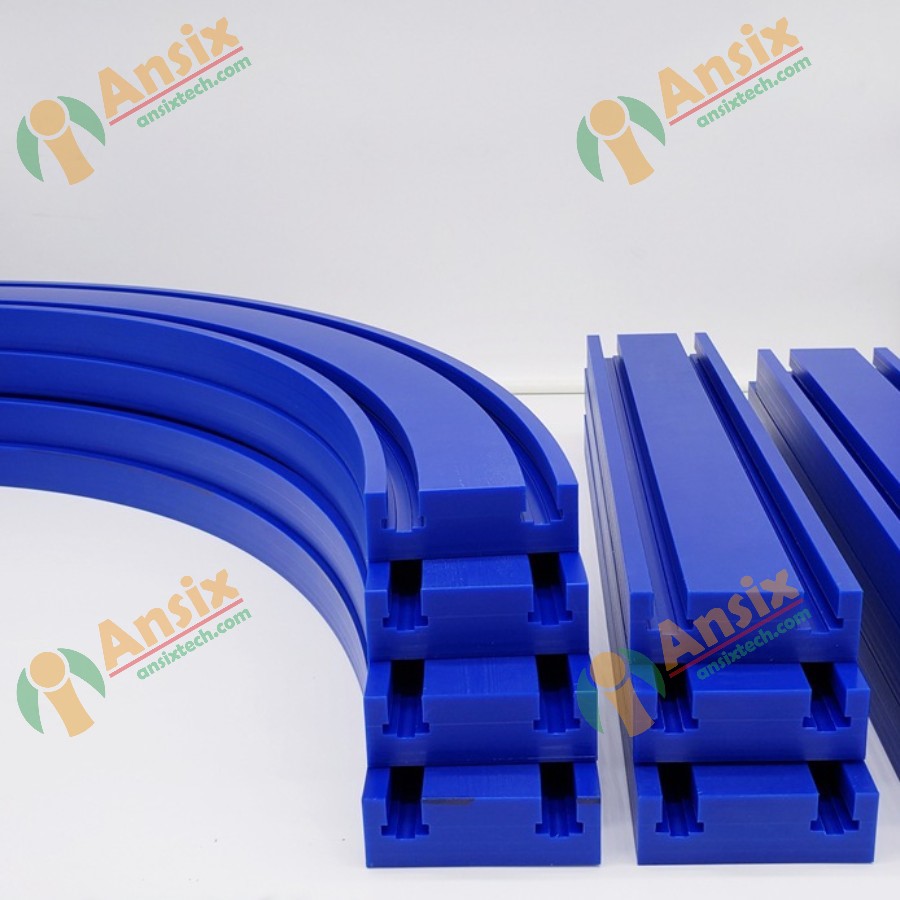
Ansix ist ein Werkzeughersteller und -hersteller, der sich auf Forschung und Entwicklung, Design, Herstellung, Verkauf und Service von Kunststoffformen und -waren spezialisiert hat. Unser Unternehmen konzentriert sich auf die Bereitstellung hochwertiger, hochtechnischer und wettbewerbsfähiger Produkte für unsere Kunden. Ansix Tech verfügt über ein vollständiges Qualitätskontrollsystem und hat ISO9001, ISO14001, IATF16949, ISO13485 erfolgreich bestanden. Ansix verfügt über vier Produktionsstandorte in China und Vietnam. Insgesamt verfügen wir über 260 Spritzgießmaschinen. und Injektionsmengen von den kleinsten 30 Tonnen bis zu 2800 Tonnen.
- 1998JahreErfahrung in der FertigungAnsix HongKong wurde 1998 gegründet
- 200000㎡BereichFläche von mehr als 200000 Quadratmetern
- 1200Mitarbeitermehr als 1200 Mitarbeiter
- 260Maschineninsgesamt 260 Spritzgießmaschinen

























































0102030405
UnternehmenNachricht


01020304050607080910111213141516171819
in Kontakt kommen
Wir freuen uns, Ihnen unsere Produkte/Dienstleistungen anbieten zu können und hoffen auf eine langfristige Zusammenarbeit mit Ihnen
Anfrage